TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024086023
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200873
出願日
2022-12-16
発明の名称
研削ホイール及び研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24D
7/14 20060101AFI20240620BHJP(研削;研磨)
要約
【課題】生産性を低下することなくドレッシングを実施可能な研削ホイールを提供する。
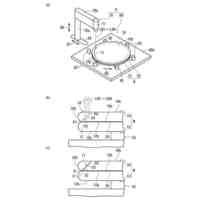
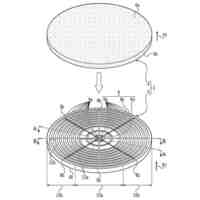
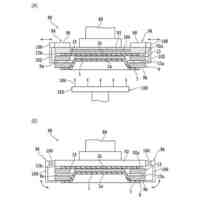
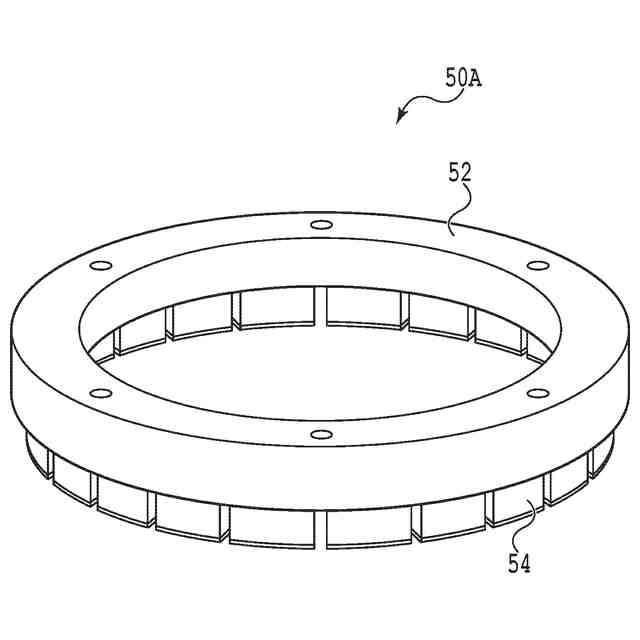
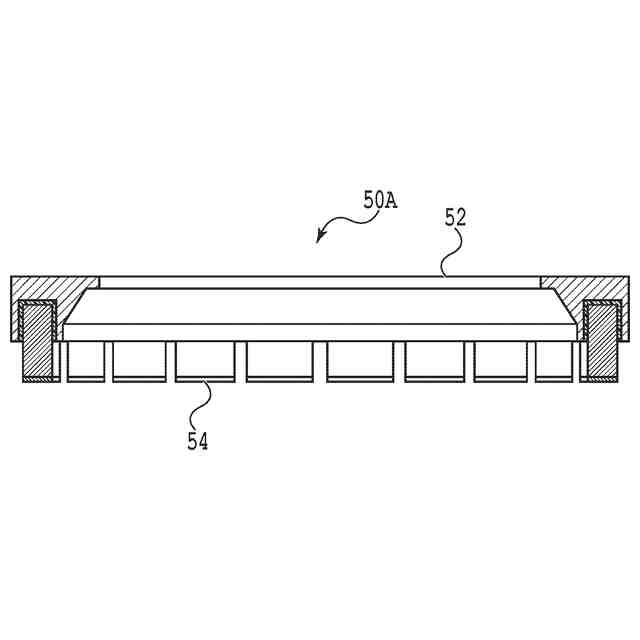
【解決手段】被加工物を研削する研削ホイールであって、円環状のホイール基台と、ホイール基台の一面に環状に配列された複数の研削砥石と、を有し、研削砥石は、ホイール基台に装着される装着面を有するベース部と、被加工物に接触する研削面を有し、ベース部よりも摩耗されやすい摩耗促進部と、を有する。
【選択図】図3
特許請求の範囲
【請求項1】
被加工物を研削する研削ホイールであって、
円環状のホイール基台と、
該ホイール基台の一面側に環状に配列された複数の研削砥石と、を有し、
該研削砥石は、
該ホイール基台に装着される装着面を有するベース部と、
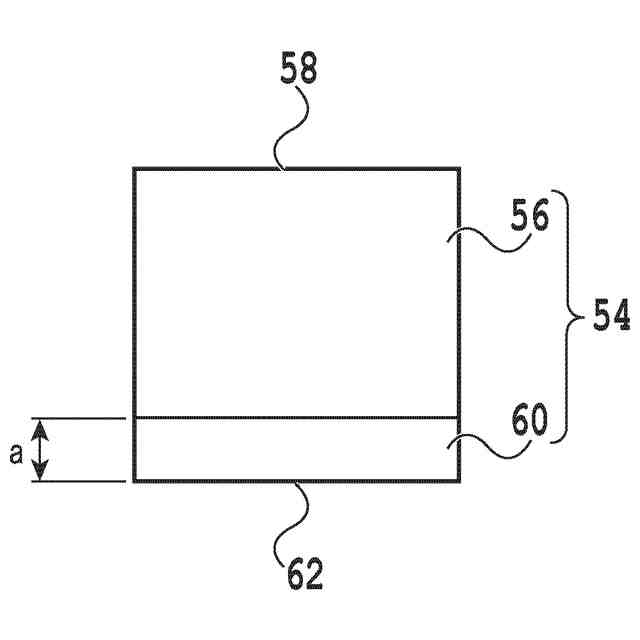
該被加工物に接触する研削面を有し、該ベース部よりも摩耗されやすい摩耗促進部と、を有する研削ホイール。
続きを表示(約 640 文字)
【請求項2】
該摩耗促進部の脆性は、該ベース部の脆性よりも大きい請求項1記載の研削ホイール。
【請求項3】
該摩耗促進部のビッカース硬さは、該ベース部のビッカース硬さよりも小さい請求項1記載の研削ホイール。
【請求項4】
該摩耗促進部は、該ベース部と同じ材質で構成され、
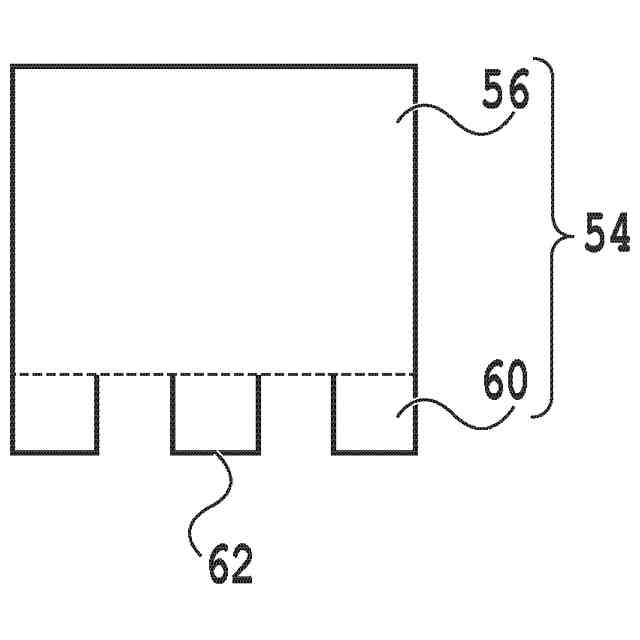
該摩耗促進部の該研削面側には、複数の溝が形成されている請求項1記載の研削ホイール。
【請求項5】
該摩耗促進部は、該ベース部と同じ材質で構成され、該研削面に向かうほど体積が小さくなる形状を有する請求項1記載の研削ホイール。
【請求項6】
該摩耗促進部の気孔率は、該ベース部の気孔率よりも高い請求項1記載の研削ホイール。
【請求項7】
該摩耗促進部の該研削面から該ベース部に向かう方向の厚さが5μm以上15μm以下である請求項1記載の研削ホイール。
【請求項8】
被加工物を研削する研削方法であって、
円環状のホイール基台と、該ホイール基台の一面側に環状に配列された複数の研削砥石と、を有し、該研削砥石は、該ホイール基台に装着される装着面を有するベース部と、該被加工物に接触する研削面を有し、該ベース部よりも摩耗されやすい摩耗促進部と、を有する研削ホイールを用いて、該被加工物の表面を該摩耗促進部で研削し、
該摩耗促進部が無くなった後に、該ベース部で該被加工物を研削する研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物の研削に用いられる研削ホイール及び研削方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
IC(Integrated Circuit)、LSI(Large Scale Integration)等のデバイスが形成された半導体ウェーハに代表される板状の被加工物を分割予定ライン(ストリート)に沿って分割することにより、デバイスをそれぞれ含む複数のデバイスチップが得られる。このデバイスチップは、パーソナルコンピュータや携帯電話に代表される様々な電子機器に内蔵される。近年、電子機器の小型化、薄型化に伴い、デバイスチップにも小型化、薄型化が求められている。そこで、被加工物を研削砥石で研削することによって薄くする手法が用いられている。
【0003】
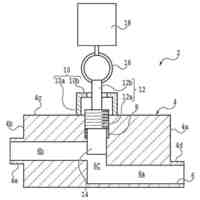
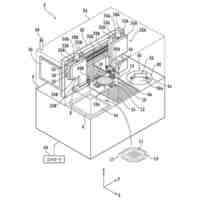
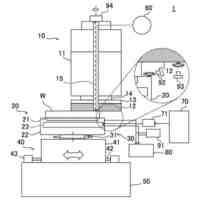
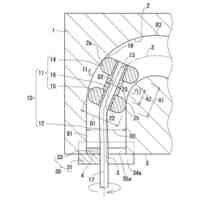
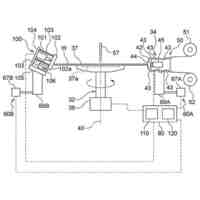
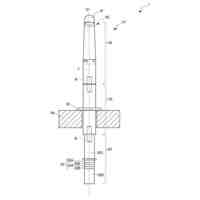
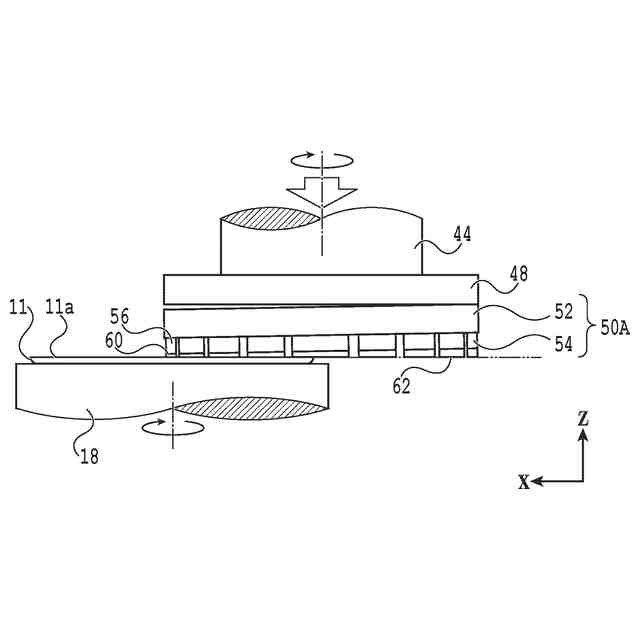
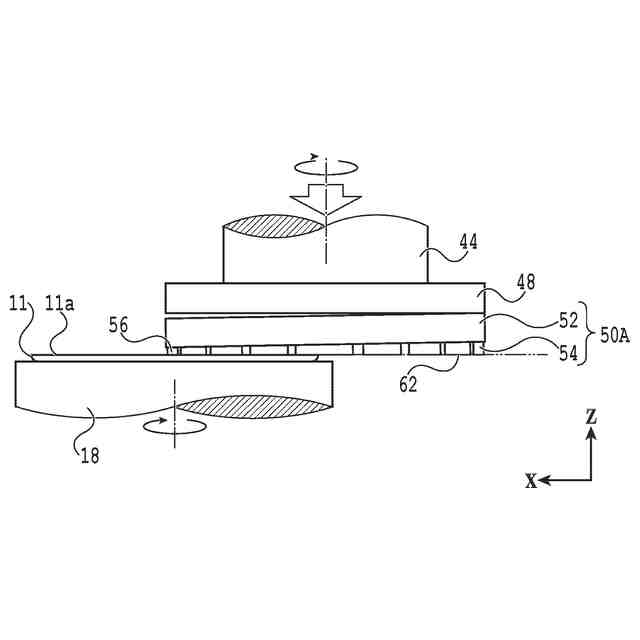
被加工物の研削には、被加工物を保持するチャックテーブルと、チャックテーブルによって保持された被加工物を研削する研削ユニットと、を備える研削装置が用いられる。研削装置の研削ユニットは、回転軸となるスピンドルの先端部に固定されたホイールマウントを備えており、ホイールマウントには、被加工物を研削するための研削砥石を備えた研削ホイールが装着される(例えば、特許文献1参照)。この研削ホイールを回転させながら研削砥石の研削加工面を被加工物と接触させることにより、被加工物が研削される。
【先行技術文献】
【特許文献】
【0004】
特開2014-124690号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような研削ホイールが研削装置に装着された後には、研削ホイールのドレッシングが実施される。研削ホイールのドレッシングは、研削面の目立て及び研削面のツルーイングのために実施される必須の作業であるが、このドレッシングが実施される際には、研削装置での加工が停止されるので、生産性の低下に繋がる。そのため、研削ホイールのドレッシングを、生産性を低下することなく実施できる手法の確立が望まれていた。
【0006】
よって、本発明の目的は、生産性を低下することなくドレッシングを実施可能な研削ホイール及び研削方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の一側面によれば、被加工物を研削する研削ホイールであって、円環状のホイール基台と、該ホイール基台の一面に環状に配列された複数の研削砥石と、を有し、該研削砥石は、該ホイール基台に装着される装着面を有するベース部と、該被加工物に接触する研削面を有し、該ベース部よりも摩耗されやすい摩耗促進部と、を有する研削ホイールが提供される。
【0008】
好ましくは、該摩耗促進部の脆性は、該ベース部の脆性よりも大きい。また、好ましくは、該摩耗促進部のビッカース硬さは、該ベース部のビッカース硬さよりも小さい。
【0009】
また、好ましくは、該摩耗促進層部は、該ベース部と同じ材質で構成され、該摩耗促進部の該研削面側には、複数の溝が形成されている。また、好ましくは、該摩耗促進部は、該ベース部と同じ材質で構成され、該研削面に向かうほど体積が小さくなる形状を有する。
【0010】
また、好ましくは、該摩耗促進部の気孔率は、該ベース部の気孔率よりも高い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
バルブ
3日前
株式会社ディスコ
管理方法
10日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
研削方法
6日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
研削ホイール
6日前
株式会社ディスコ
ブレードケース
10日前
株式会社ディスコ
ワークの研磨方法
6日前
株式会社ディスコ
チャックテーブル
3日前
株式会社ディスコ
レーザー加工装置
10日前
株式会社ディスコ
ウエーハの検査方法
6日前
株式会社ディスコ
転写方法、及び転写装置
3日前
株式会社ディスコ
研削ホイール及び研削方法
3日前
株式会社ディスコ
チャックテーブルの検査方法
11日前
株式会社ディスコ
チップユニットの製造方法及びチップユニット
10日前
エレメント シックス リミテッド
半導体部材加工砥石用ダイヤモンド砥粒、および半導体部材加工砥石用ダイヤモンド砥粒の製造方法
3日前
株式会社ディスコ
半導体部材加工砥石、半導体部材加工工具、半導体製造装置、および半導体部材加工砥石の製造方法
3日前
株式会社アルテクス
切断装置及び切断方法
1か月前
オークマ株式会社
円筒研削盤
1か月前
株式会社東京精密
加工装置
1か月前
株式会社ナガセインテグレックス
研削盤
25日前
株式会社荏原製作所
基板処理装置
10日前
有限会社タカシマ技研
研削工具および研磨工具
11日前
株式会社荏原製作所
研磨装置
3日前
有限会社中村鉄工
ドレス装置及び砥石の成形方法
23日前
個人
研磨工具
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社 ネオ
プロファイル研削盤用付加システム
1か月前
有限会社アリューズ
加工方法、球面加工方法
1か月前
株式会社ディスコ
切削装置
1か月前
JFEスチール株式会社
鋼板研磨装置および研磨方法
19日前
株式会社ディスコ
切削装置
12日前
株式会社ディスコ
加工装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ