TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138113
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024036952
出願日
2024-03-11
発明の名称
ワークの研削方法および研削システム
出願人
本田技研工業株式会社
代理人
弁理士法人桐朋
主分類
B23F
5/04 20060101AFI20250917BHJP(工作機械;他に分類されない金属加工)
要約
【課題】熱処理による熱歪みを有するワークであっても、ワーク歯面を精度よく研削する。
【解決手段】ワーク12の研削方法は、歯車状のワークと研削工具14とを噛み合わせて回転させることによりワーク歯面62を研削歯面66で研削する第1研削ステップと、第1振れ波形を反転することにより第1補正情報を生成する第1補正情報生成ステップと、ワークと研削工具とを噛み合わせて回転させた状態で、第1補正情報に基づいてワークまたは研削工具の回転速度を変更させることにより、ワーク歯面を研削歯面で研削する第2研削ステップと、を備える。
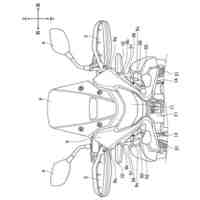
【選択図】図2
特許請求の範囲
【請求項1】
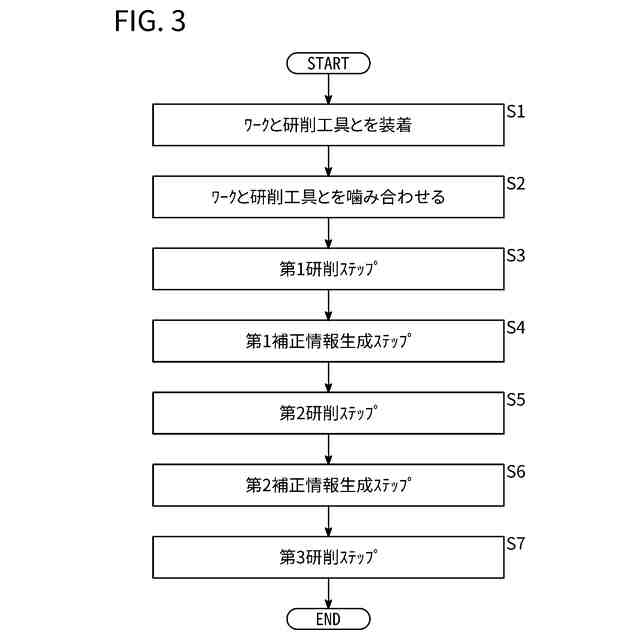
歯車状のワークと研削工具とを噛み合わせて回転させることにより前記ワークのワーク歯面を前記研削工具の螺旋状の研削歯面で研削する第1研削ステップと、
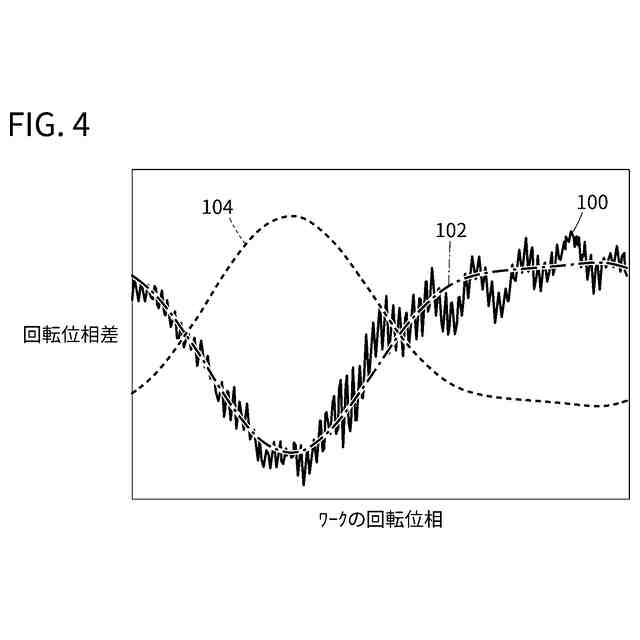
前記第1研削ステップ中の前記研削歯面に対する前記ワーク歯面の振れ量と前記ワークの回転位相との関係を示す第1振れ波形を反転することにより第1補正情報を生成する第1補正情報生成ステップと、
前記ワークと前記研削工具とを噛み合わせて回転させた状態で、前記第1補正情報に基づいて前記ワークまたは前記研削工具の回転速度を変更させることにより、前記ワーク歯面を前記研削歯面で研削する第2研削ステップと、
を備える、ワークの研削方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のワークの研削方法であって、
前記第1補正情報生成ステップでは、前記第1研削ステップ中の前記ワークの回転位相の指令値と前記ワークの回転位相の検出値との差分を前記振れ量として取得する、ワークの研削方法。
【請求項3】
請求項1または2に記載のワークの研削方法であって、
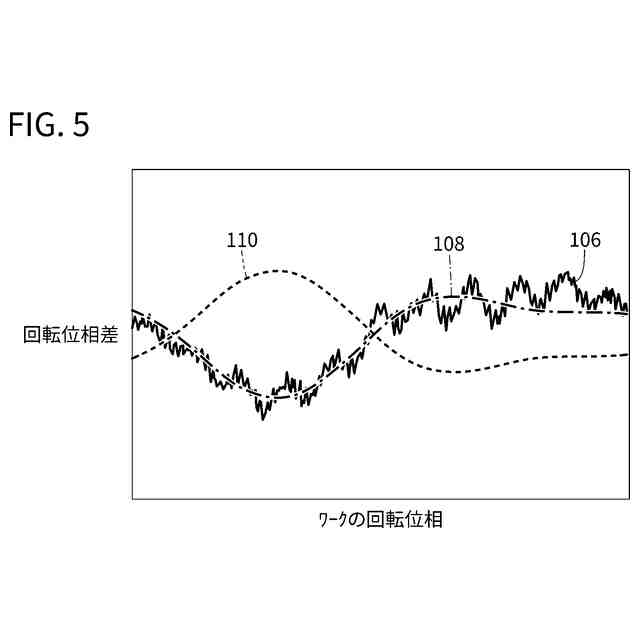
前記第2研削ステップ中の前記研削歯面に対する前記ワーク歯面の振れ量と前記ワークの回転位相との関係を示す第2振れ波形を反転することにより第2補正情報を生成する第2補正情報生成ステップと、
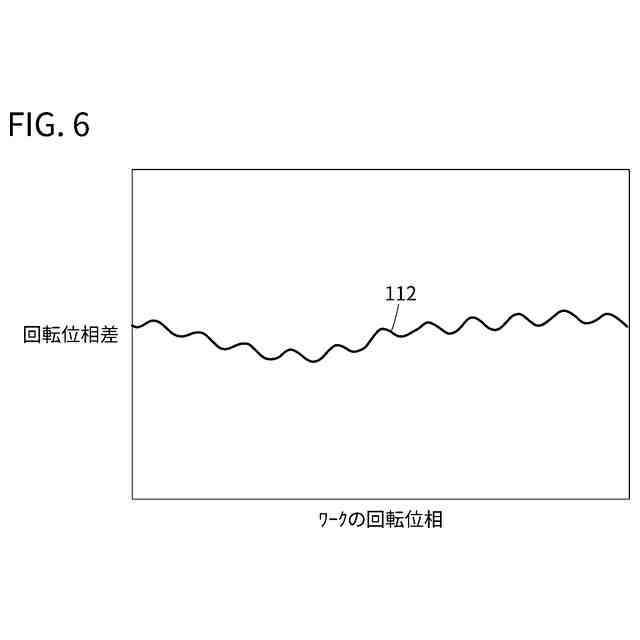
前記ワークと前記研削工具とを噛み合わせて回転させた状態で、前記第2補正情報に基づいて前記ワークまたは前記研削工具の回転速度を変更させることにより、前記ワーク歯面を前記研削歯面で研削する第3研削ステップと、
を備える、ワークの研削方法。
【請求項4】
歯車状のワークと研削工具とを噛み合わせて回転させることにより前記ワークのワーク歯面を前記研削工具の螺旋状の研削歯面で研削する第1研削ステップを行う研削制御部と、
前記第1研削ステップ中の前記研削歯面に対する前記ワーク歯面の振れ量と前記ワークの回転位相との関係を示す第1振れ波形を反転することにより第1補正情報を生成する補正情報生成部と、
を備え、
前記研削制御部は、前記ワークと前記研削工具とを噛み合わせて回転させた状態で、前記第1補正情報に基づいて前記ワークまたは前記研削工具の回転速度を変更させることにより、前記ワーク歯面を前記研削歯面で研削する第2研削ステップをさらに行う、研削システム。
【請求項5】
請求項4に記載の研削システムであって、
前記補正情報生成部は、前記第1研削ステップ中の前記ワークの回転位相の指令値と前記ワークの回転位相の検出値との差分を前記振れ量として取得する、研削システム。
【請求項6】
請求項4または5に記載の研削システムであって、
前記補正情報生成部は、前記第2研削ステップ中の前記研削歯面に対する前記ワーク歯面の振れ量と前記ワークの回転位相との関係を示す第2振れ波形を反転することにより第2補正情報を生成し、
前記研削制御部は、前記ワークと前記研削工具とを噛み合わせて回転させた状態で、前記第2補正情報に基づいて前記ワークまたは前記研削工具の回転速度を変更させることにより、前記ワーク歯面を前記研削歯面で研削する第3研削ステップをさらに行う、研削システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワークの研削方法および研削システムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、歯車状のワークと研削工具とを噛み合わせて回転させることによりワークのワーク歯面を研削工具の螺旋状の研削歯面によって研削するワークの研削方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第5467833号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
より良好なワークの研削方法および研削システムが待望されている。
【0005】
本開示は、上述した課題を解決することを目的とする。
【課題を解決するための手段】
【0006】
本開示の第1の態様は、歯車状のワークと研削工具とを噛み合わせて回転させることにより前記ワークのワーク歯面を前記研削工具の螺旋状の研削歯面で研削する第1研削ステップと、前記第1研削ステップ中の前記研削歯面に対する前記ワーク歯面の振れ量と前記ワークの回転位相との関係を示す第1振れ波形を反転することにより第1補正情報を生成する第1補正情報生成ステップと、前記ワークと前記研削工具とを噛み合わせて回転させた状態で、前記第1補正情報に基づいて前記ワークまたは前記研削工具の回転速度を変更させることにより、前記ワーク歯面を前記研削歯面で研削する第2研削ステップと、を備える、ワークの研削方法である。
【0007】
本開示の第2の態様は、歯車状のワークと研削工具とを噛み合わせて回転させることにより前記ワークのワーク歯面を前記研削工具の螺旋状の研削歯面で研削する第1研削ステップを行う研削制御部と、前記第1研削ステップ中の前記研削歯面に対する前記ワーク歯面の振れ量と前記ワークの回転位相との関係を示す第1振れ波形を反転することにより第1補正情報を生成する補正情報生成部と、を備え、前記研削制御部は、前記ワークと前記研削工具とを噛み合わせて回転させた状態で、前記第1補正情報に基づいて前記ワークまたは前記研削工具の回転速度を変更させることにより、前記ワーク歯面を前記研削歯面で研削する第2研削ステップをさらに行う、研削システムである。
【発明の効果】
【0008】
本開示によれば、より良好なワークの研削方法および研削システムを提供し得る。
【図面の簡単な説明】
【0009】
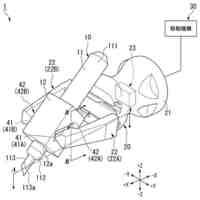
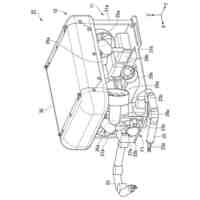
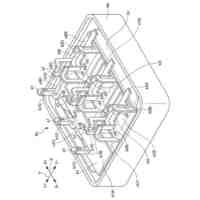
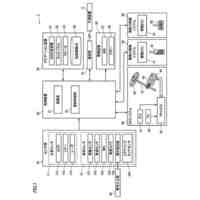
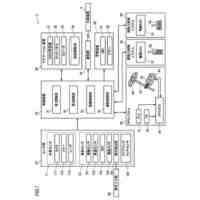
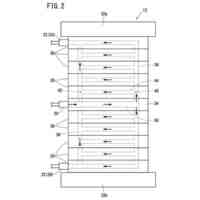
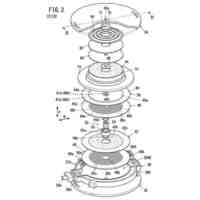
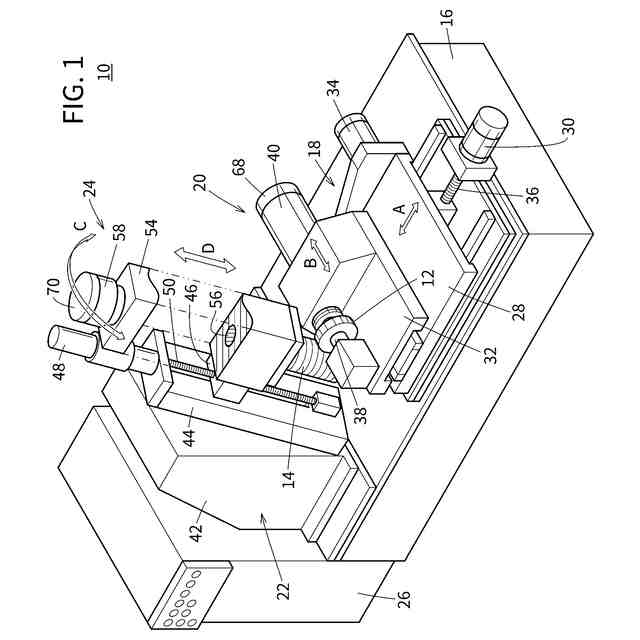
図1は、実施形態に係る研削システムの斜視図である。
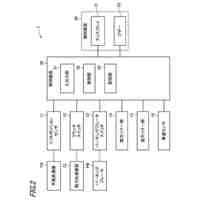
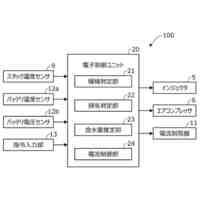
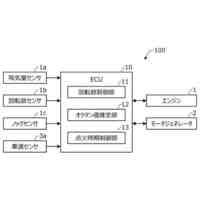
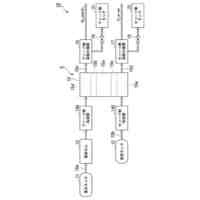
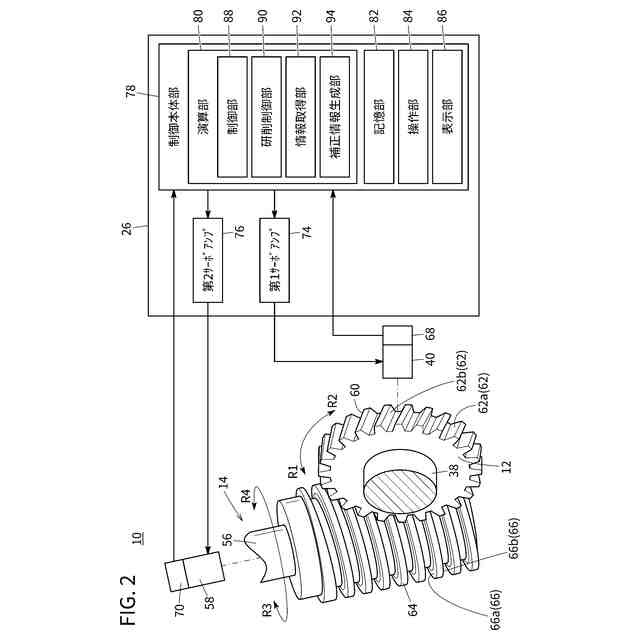
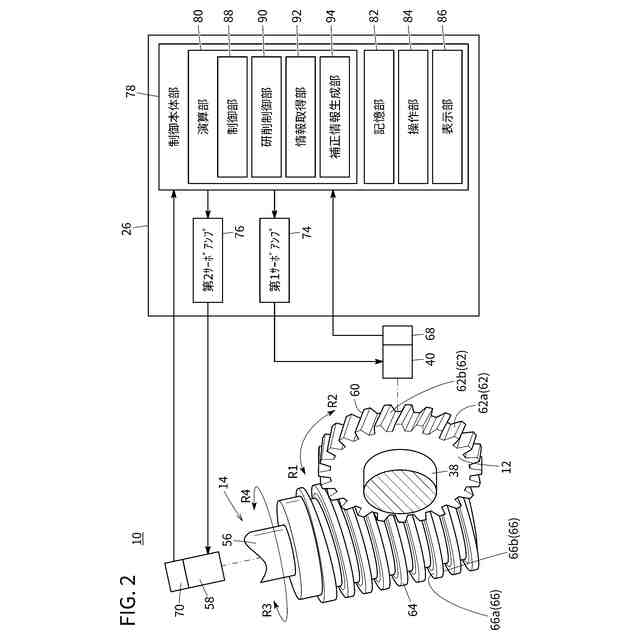
図2は、研削システムの制御ブロック図である。
図3は、ワークの研削方法の一例を示すフローチャートである。
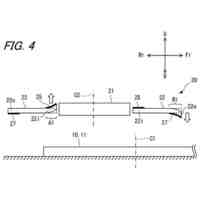
図4は、第1補正情報生成ステップの説明図である。
図5は、第2補正情報生成ステップの説明図である。
図6は、第3研削ステップの振れ波形を示すグラフである。
【発明を実施するための形態】
【0010】
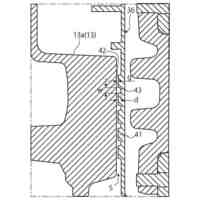
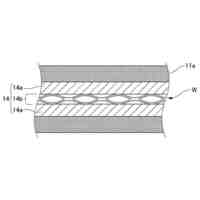
歯車状のワークには、研削を行う前に熱処理が施されている。この場合、ワークは、ワークの回転軸の方向から見て、熱歪みによって楕円形に変形することがある。そうすると、ワーク歯面を研削歯面によって精度よく研削できないおそれがある。本開示は、ワーク歯面を精度よく研削することができるワークの研削方法および研削システムを提供し得る。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
本田技研工業株式会社
車両
2日前
本田技研工業株式会社
装置
1日前
本田技研工業株式会社
内燃機関
1日前
本田技研工業株式会社
回転機械
25日前
本田技研工業株式会社
電解装置
9日前
本田技研工業株式会社
内燃機関
1日前
本田技研工業株式会社
ロボット
24日前
本田技研工業株式会社
通知装置
1日前
本田技研工業株式会社
鞍乗型車両
8日前
本田技研工業株式会社
リアクトル
1日前
本田技研工業株式会社
鞍乗り型車両
18日前
本田技研工業株式会社
動力伝達装置
23日前
本田技研工業株式会社
車両制御装置
8日前
本田技研工業株式会社
車両制御装置
2日前
本田技研工業株式会社
鞍乗り型車両
16日前
本田技研工業株式会社
固体二次電池
8日前
本田技研工業株式会社
車両制御装置
10日前
本田技研工業株式会社
クラッチ装置
17日前
本田技研工業株式会社
潤滑システム
8日前
本田技研工業株式会社
水電解システム
22日前
本田技研工業株式会社
電気的接続構造
9日前
本田技研工業株式会社
非接触受電装置
24日前
本田技研工業株式会社
電気化学スタック
17日前
本田技研工業株式会社
燃料電池システム
22日前
本田技研工業株式会社
バックミラー構造
8日前
本田技研工業株式会社
冷却装置及び飛行体
19日前
本田技研工業株式会社
力触覚情報伝達装置
8日前
本田技研工業株式会社
内燃機関の制御装置
8日前
本田技研工業株式会社
バッテリモジュール
8日前
本田技研工業株式会社
バッテリモジュール
8日前
本田技研工業株式会社
バッテリモジュール
8日前
本田技研工業株式会社
電解セルの製造方法
2日前
本田技研工業株式会社
ウォータポンプ診断装置
8日前
本田技研工業株式会社
水素同位体分離システム
1日前
本田技研工業株式会社
電力供給システム及び移動体
18日前
本田技研工業株式会社
通信装置、及び通信制御方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ