TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025137627
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2025117457,2023018577
出願日
2025-07-11,2023-02-09
発明の名称
表面粗さ評価方法、及び表面粗さ評価装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01N
21/17 20060101AFI20250911BHJP(測定;試験)
要約
【課題】評価する金属面の表面粗さが目標表面粗さか否かを、より確実に評価可能とする。
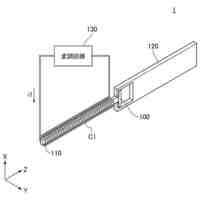
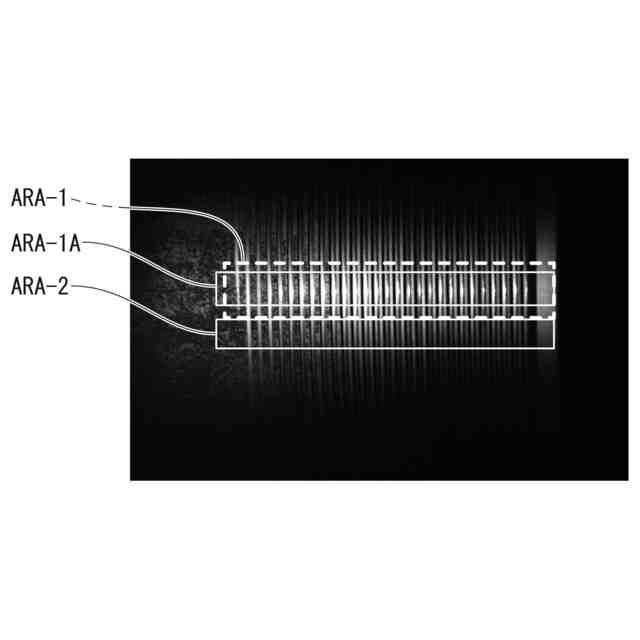
【解決手段】評価する金属面の表面粗さが、目標表面粗さであるかどうかを評価する表面粗さ評価方法であって、照明装置10で評価する金属面に照明光を照射し、上記照明装置の照射軸と交わる位置を含む領域を明部領域ARA-1とし、上記明部領域ARA-1に隣接し当該明部領域ARA-1よりも相対的に輝度が低い領域を暗部領域ARA-2とし、上記明部領域ARA-1における、予め設定した輝度以上の領域の割合である輝度割合を求め、上記暗部領域ARA-2の平均輝度を暗部輝度として求め、上記輝度割合が予め設定した第1の閾値未満で、且つ、上記暗部輝度が予め設定した第2の閾値より大きい場合に、上記評価する金属面が上記目標表面粗さと評価する。
【選択図】図13
特許請求の範囲
【請求項1】
面形状が予め設定した凹凸形状となっている領域を有する金属面を評価対象とし、その金属面の表面粗さが目標表面粗さであるかどうかを評価する表面粗さ評価方法であって、
照明装置で上記凹凸形状となっている領域の金属面に照明光を照射し、
上記照明光が当たる上記評価する金属面を撮像し、
撮像した画像における、上記凹凸形状となっている領域のうちの輝度が明るい領域である明部領域を定め、
上記明部領域における、予め設定した輝度以上の領域の割合である輝度割合を求め、
上記輝度割合に基づき、上記評価する金属面の表面粗さを評価する、
ことを特徴とする表面粗さ評価方法。
続きを表示(約 1,100 文字)
【請求項2】
上記輝度割合が予め設定した第1の閾値未満の場合に、上記評価する金属面が目標表面粗さと評価する、
ことを特徴とする請求項1に記載した表面粗さ評価方法。
【請求項3】
上記予め設定した輝度は、上記評価する金属面でハレーションが発生した場合における当該ハレーションが発生している部分の輝度若しくはその輝度から安全代分だけ小さくした輝度である、
ことを特徴とする請求項1又は請求項2に記載した表面粗さ評価方法。
【請求項4】
上記撮像した画像における、上記凹凸形状となっている領域のうちの上記明部領域よりも輝度が低い暗部領域を定め、
上記暗部領域の平均輝度を暗部輝度として求め、
上記輝度割合が予め設定した第1の閾値未満で、且つ、上記暗部輝度が予め設定した第2の閾値より大きい場合に、上記評価する金属面が目標表面粗さと評価する、
ことを特徴とする請求項1又は請求項2に記載した表面粗さ評価方法。
【請求項5】
上記第2の閾値は、上記明部領域全域でハレーションが発生した場合における、上記暗部領域の平均輝度よりも大きな輝度である、
ことを特徴とする請求項4に記載した表面粗さ評価方法。
【請求項6】
上記明部領域の平均輝度を明部輝度として求め、
上記輝度割合が上記第1の閾値未満で、且つ、上記暗部輝度が予め設定した第2の閾値より大きく、更に、上記明部輝度と上記暗部輝度との輝度の差が、予め設定した第3の閾値以下の場合に、上記評価する金属面が目標表面粗さと評価する、
ことを特徴とする請求項4に記載した表面粗さ評価方法。
【請求項7】
予め設定された凹凸形状がねじ形状である、
請求項1又は請求項2に記載した表面粗さ評価方法。
【請求項8】
上記評価する金属面は、表面処理で表面を粗くした金属面である、
請求項1又は請求項2に記載した表面粗さ評価方法。
【請求項9】
上記明部領域は、上記表面処理を施す前の金属面に上記照明光を照明した場合に、ハレーションが発生する部分を含む領域とする、
請求項8に記載した表面粗さ評価方法。
【請求項10】
上記予め設定した輝度は、上記表面処理を施す前の金属面に上記照明光を照明した場合に発生したハレーションの位置の輝度、若しくはその輝度から安全代分だけ小さくした輝度である、
ことを特徴とする請求項9に記載した表面粗さ評価方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、評価する金属面が、目標とする表面粗さを有するかどうかを評価する、表面粗さの評価技術に関する。本発明は、例えば、表面処理を施して面を粗くした金属面の表面粗さの評価、つまり施した表面処理の評価に好適な技術である。
なお、本発明は、表面処理が施されていない金属面にも適用可能な技術である。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
最終製品形状として、金属面に所定の表面粗さを付与する場合、その金属面にショットブラストその他の表面処理が施される場合がある。
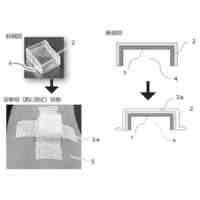
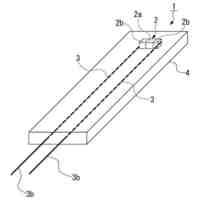
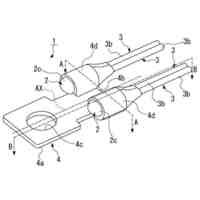
例えば、油井管の管端に形成される管端ねじ部は、NCねじ切り機により切削されることで形成される。この管端ねじ部1は、図1に示すように、ねじ部(以下、ねじ部本体1Aとも記載する)、シール部1B、ショルダー部1C、内面部1Dで構成される。なお、一般に、ねじ部本体1Aとシール部1Bを合わせて、外面部1Eと呼称される。また、管の管端ねじ部1のねじ形状としては、例えば、丸山ねじ、台形ねじ、フックねじが存在する。
【0003】
上記のように作製された管端ねじ部は、通常、その金属面に対しブラスト処理(表面処理)を施すことで、ねじ部表面を粗くしている。
ここで、油井管と油井管との連結は、例えば、上述した管端ねじ部にコンパウンドを塗布し、継手を締め込むことで実行される。このとき、ねじ部が未ブラスト状態であると、締め込む際に焼付きが発生する可能性がある。これを防止する目的で、管端ねじ部全体にブラストメディアを一定の圧力で吹き付け、ねじ部表面を粗くしている。
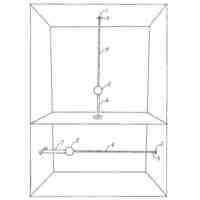
【0004】
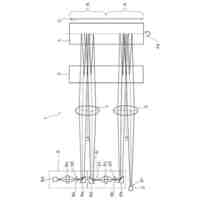
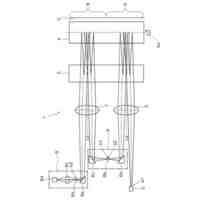
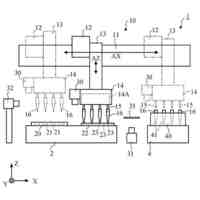
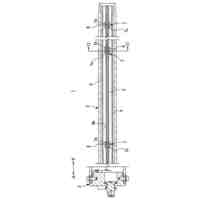
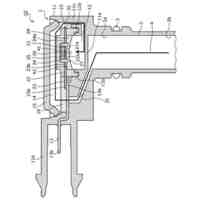
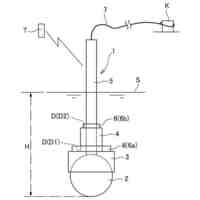
そのブラスト処理は、例えば、図2のような装置で、上記管端ねじ部1に対し、SUSビーズ・アルミナなどのブラストメディア4を噴射して実行する。例えば、図2に示すように、油井管2の軸直方向Hから、互いに反対方向に、油井管2の軸方向側に傾けた2つのノズル5A,5Bからブラストメディア4を噴射する。そして、油井管2を軸回転させつつ管軸方向(長手方向)に移動することで、管端ねじ部1の金属面全面にブラスト処理を行う。
そして、従来、その粗くした表面を目視により確認し、表面処理の良否判断を行っていた。しかし、管の1本1本を目視による確認する方法は、油井管製造の生産性を阻害するという課題があった。
【0005】
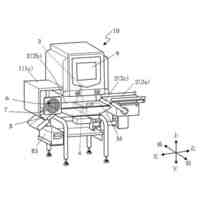
ここで、対象が油井管ではないが、目視確認が不要な、表面処理を施した金属面の評価方法としては、例えば特許文献1に記載の方法がある。
特許文献1には、金属板の表面欠陥(外観異常)を検出する表面欠陥検査方法が記載されている。その方法は、金属板の表面上にある撮像対象部位に照明光を照射し、撮像対象部位からの反射光を撮像する。そして、その方法は、撮像画像を2値化し、その2値化のうちの明部分となる領域について、所定の判定ルールに基づいて、評価する金属板の表面欠陥を検出する、というものである。
【先行技術文献】
【特許文献】
【0006】
特開2019-184559号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1は、金属板表面に照明を当てて撮像することで得られる明部分のみで、金属板表面内に存在する疵状態について、画像判定ができると記載されている。
しかし、発明者が確認したところ、油井管の管端ねじ部のねじ形状のような凹凸が形成されている金属面に表面処理を施した場合、特許文献1に記載の画像判定では精度が悪いとの知見を得た。すなわち、ねじ部のような面形状を有する金属面では、金属面が有する凹凸による陰影や反射の影響で明部分の輝度がバラつく。
このため、特許文献1に記載の方法では、面の凹凸の影響が不可避な管端ねじ部のような金属面を被検体としたとき、全体として、未ブラスト状態かブラスト済であるかのどちらかを明確に評価することが出来なかった。
【0008】
本発明は、上記のような点に着目してなされたもので、評価する金属面の表面粗さが目標表面粗さか否かを、より確実に評価可能とすることを目的としている。
【課題を解決するための手段】
【0009】
ここで、本発明の一態様は、表面処理を施した金属面の領域から、表面欠陥の部分を部分的(ピンポイント)に検出することを主な目的としたものでは無い。本発明の一態様は、評価する金属面が、全体として、所定の目標表面粗さとなっているか否かを評価することを第1の目的としている。
【0010】
そして、課題解決のために、本発明の一態様は、評価する金属面の表面粗さが、目標表面粗さであるかどうかを評価する表面粗さ評価方法であって、照明装置で評価する金属面に照明光を照射し、上記照明光が当たる上記評価する金属面を撮像し、撮像した画像における、輝度が明るい領域である明部領域と、上記明部領域よりも輝度が低い暗部領域とをそれぞれ定め、上記明部領域の輝度と上記暗部領域の輝度に基づき、上記評価する金属面の表面粗さを評価する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
11日前
個人
微小振動検出装置
22日前
株式会社イシダ
X線検査装置
22日前
株式会社辰巳菱機
システム
1か月前
ダイハツ工業株式会社
測定用具
15日前
株式会社東芝
センサ
22日前
トヨタ自動車株式会社
表示装置
3日前
アンリツ株式会社
分光器
17日前
アンリツ株式会社
分光器
17日前
株式会社精工技研
光電圧プローブ
23日前
株式会社ナリス化粧品
角層細胞採取用具
1日前
日本精工株式会社
分注装置
29日前
株式会社ヨコオ
コンタクタ
15日前
学校法人立命館
液面レベルセンサ
1か月前
TDK株式会社
磁気センサ
11日前
株式会社カワタ
サンプリング装置
26日前
TDK株式会社
磁気センサ
18日前
個人
粘塑性を用いた有限要素法の定式化
3日前
TDK株式会社
ガスセンサ
25日前
個人
材料特性パラメータの算定方法
11日前
三菱マテリアル株式会社
温度センサ
29日前
大陽日酸株式会社
液面センサ
18日前
三菱マテリアル株式会社
温度センサ
1日前
三菱マテリアル株式会社
温度センサ
1日前
富士電機株式会社
半導体パッケージ
11日前
国立大学法人京都大学
バイオセンサ
18日前
TDK株式会社
磁気計測装置
2日前
大同特殊鋼株式会社
超音波探傷方法
11日前
日本碍子株式会社
ガスセンサ
12日前
成田空港給油施設株式会社
保持治具
2日前
中国電力株式会社
異常箇所検出装置
2日前
株式会社関電工
検相器用治具
9日前
戸田建設株式会社
測量機
2日前
株式会社イシダ
検査装置
17日前
大新土木株式会社
水深測量装置
17日前
戸田建設株式会社
測量機
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ