TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130243
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027274
出願日
2024-02-27
発明の名称
機能構造体の製造方法
出願人
株式会社豊田自動織機
,
トヨタ自動車株式会社
代理人
弁理士法人深見特許事務所
主分類
B62D
25/06 20060101AFI20250901BHJP(鉄道以外の路面車両)
要約
【課題】表面保護材の表面精度の低下を抑制することが可能な機能構造体の製造方法を提供すること。
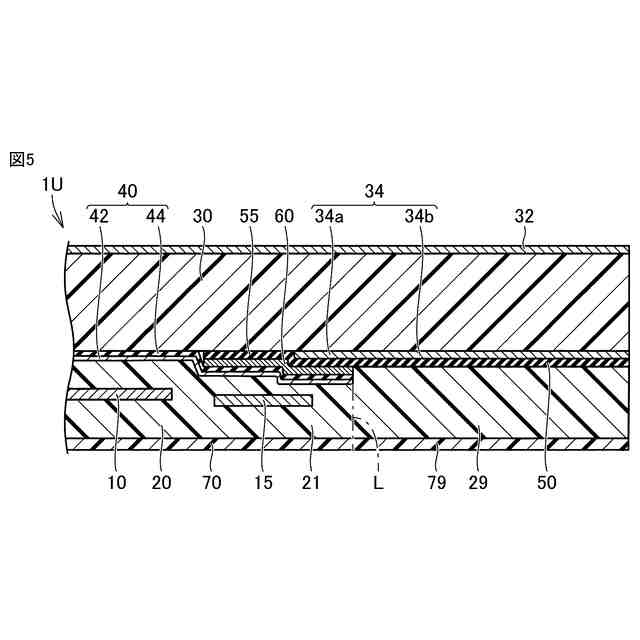
【解決手段】機能構造体1の製造方法は、機能層10と、封止層20と、表面保護材30と、を備える機能構造体の製造方法である。この製造方法は、表面保護材、封止層を形成する封止層形成材及び機能層を積層することによって積層体を形成する積層体形成工程と、積層体における封止層形成材を軟化させて封止層を形成することにより、機能層と表面保護材とが封止層を介して一体化された積層体ユニット1Uを形成する一体化工程と、積層体ユニットを冷却する冷却工程と、冷却工程後、封止層のうち機能層を封止する封止領域21の外側に形成された外側領域29を除去する除去工程と、を備える。
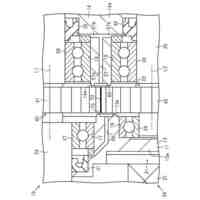
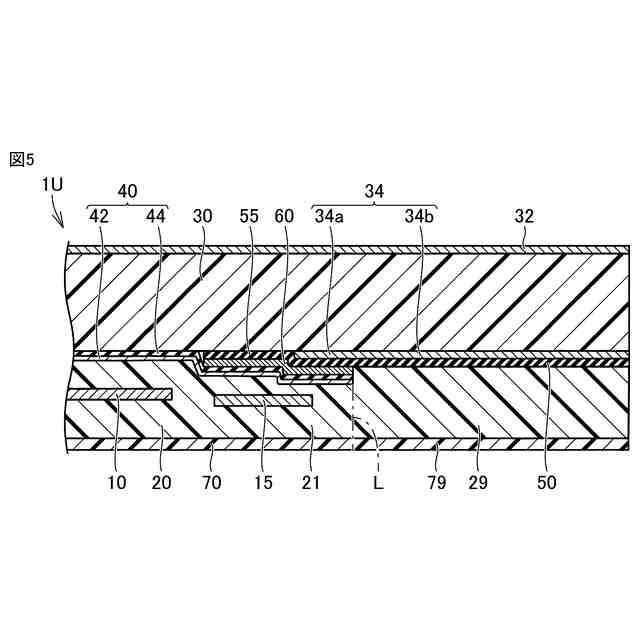
【選択図】図5
特許請求の範囲
【請求項1】
所定の機能を有する機能層と、光透過性を有する樹脂からなり、前記機能層を封止する封止層と、光透過性を有する樹脂からなり、前記機能層及び前記封止層を保護する表面保護材と、を備える機能構造体の製造方法であって、
前記表面保護材、前記封止層を形成する封止層形成材及び前記機能層を積層することによって積層体を形成する積層体形成工程と、
前記積層体における前記封止層形成材を軟化させて前記封止層を形成することにより、前記機能層と前記表面保護材とが前記封止層を介して一体化された積層体ユニットを形成する一体化工程と、
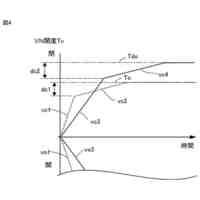
前記封止層の温度が少なくとも前記封止層形成材の軟化温度よりも低くなるまで前記積層体ユニットを冷却する冷却工程と、
前記冷却工程後、前記封止層のうち前記機能層を封止する封止領域の外側に形成された外側領域を除去する除去工程と、を備える、機能構造体の製造方法。
続きを表示(約 640 文字)
【請求項2】
前記機能構造体は、前記封止層の表面を被覆するバリアシートと、前記表面保護材の裏面の外縁部に設けられた印刷層と、前記バリアシートと前記印刷層との間に設けられたプライマ層と、をさらに備え、
前記積層体形成工程では、前記表面保護材に前記印刷層を設けるとともに、前記印刷層のうち前記外側領域以外の前記封止領域と重なる部位に前記プライマ層を設けた後、前記バリアシート、前記封止層形成材及び前記機能層を積層することによって前記積層体を形成し、
前記一体化工程では、前記封止層形成材を軟化させて前記封止層を形成するとともに、前記バリアシートのうち前記印刷層と重ならない部位を前記表面保護材に接着し、かつ、前記バリアシートのうち前記印刷層と重なる部位を前記プライマ層を介して前記印刷層に接着することによって前記積層体ユニットを形成する、請求項1に記載の機能構造体の製造方法。
【請求項3】
前記一体化工程後でかつ前記除去工程前に、前記積層体ユニットが前記機能層から前記表面保護材に向かって、あるいは、前記表面保護材から前記機能層に向かって凸に湾曲するように前記積層体ユニットを加熱しながらプレスする熱プレス工程をさらに備える、請求項1又は2に記載の機能構造体の製造方法。
【請求項4】
前記冷却工程では、前記封止層及び前記表面保護材が固化する温度まで前記積層体ユニットを冷却する、請求項1に記載の機能構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この開示は、機能構造体の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、車体の上面に設けられた機能ルーフ(太陽光発電パネルや調光ルーフ等)が知られている。例えば、特開2023-167475号公報には、機能層と、封止層と、樹脂からなる表面保護材と、を備える機能ルーフが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-167475号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特開2023-167475号公報に記載される機能ルーフでは、表面保護材の表面のうち封止層の外縁部と重なる部位に歪みが生じる懸念がある。
【0005】
上記課題は、車体の上面に設けられる機能ルーフに限らず、機能層と、封止層と、表面保護材と、を含む構造体に広く該当する。
【0006】
本発明の目的は、表面保護材の表面精度の低下を抑制することが可能な機能構造体の製造方法を提供することである。
【課題を解決するための手段】
【0007】
この開示の一局面に従った機能構造体の製造方法は、所定の機能を有する機能層と、光透過性を有する樹脂からなり、前記機能層を封止する封止層と、光透過性を有する樹脂からなり、前記機能層及び前記封止層を保護する表面保護材と、を備える機能構造体の製造方法であって、前記表面保護材、前記封止層を形成する封止層形成材及び前記機能層を積層することによって積層体を形成する積層体形成工程と、前記積層体における前記封止層形成材を軟化させて前記封止層を形成することにより、前記機能層と前記表面保護材とが前記封止層を介して一体化された積層体ユニットを形成する一体化工程と、前記封止層の温度が少なくとも前記封止層形成材の軟化温度よりも低くなるまで前記積層体ユニットを冷却する冷却工程と、前記冷却工程後、前記封止層のうち前記機能層を封止する封止領域の外側に形成された外側領域を除去する除去工程と、を備える、機能構造体の製造方法。
【発明の効果】
【0008】
この開示によれば、表面保護材の表面精度の低下を抑制することが可能な機能構造体の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
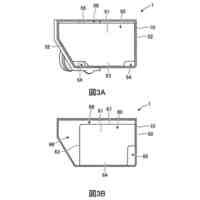
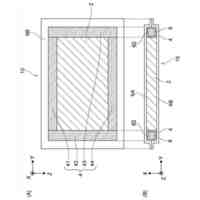
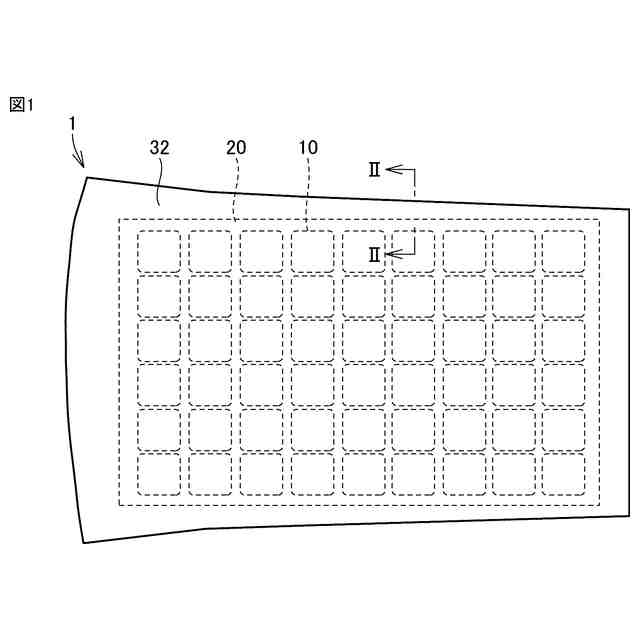
本開示の一実施形態における機能構造体を概略的に示す平面図である。
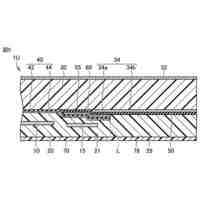
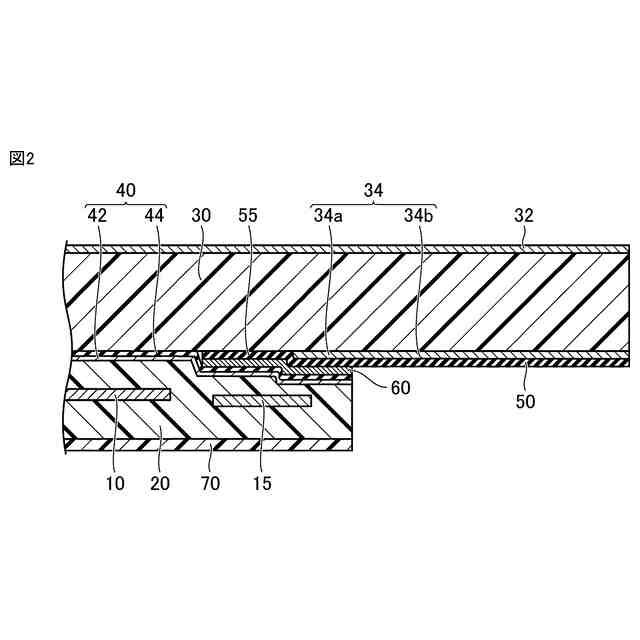
図1におけるII-II線での断面図である。
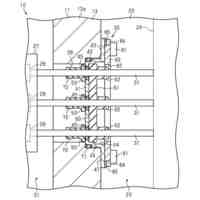
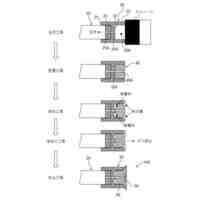
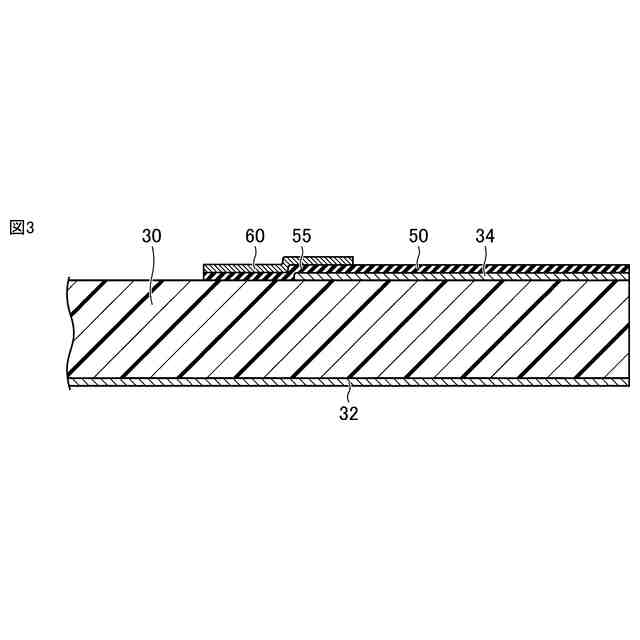
機能構造体の製造方法を概略的に示す断面図である。
機能構造体の製造方法を概略的に示す断面図である。
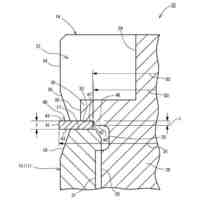
機能構造体の製造方法を概略的に示す断面図である。
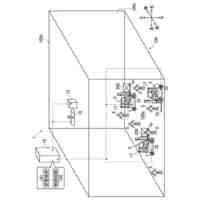
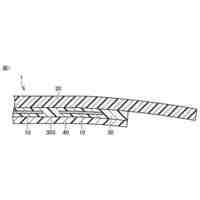
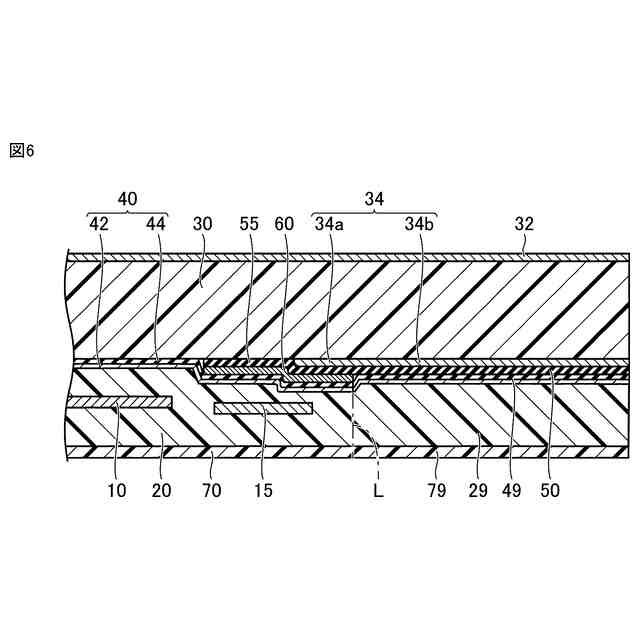
機能構造体の製造方法の変形例を概略的に示す断面図である。
【発明を実施するための形態】
【0010】
この発明の実施の形態について、図面を参照して説明する。なお、以下で参照する図面では、同一またはそれに相当する部材には、同じ番号が付されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田自動織機
車両
今日
株式会社豊田自動織機
希釈装置
8日前
株式会社豊田自動織機
流体機械
4日前
株式会社豊田自動織機
産業車両
18日前
株式会社豊田自動織機
監視装置
18日前
株式会社豊田自動織機
電動圧縮機
今日
株式会社豊田自動織機
電動圧縮機
13日前
株式会社豊田自動織機
電動圧縮機
15日前
株式会社豊田自動織機
自律走行車
12日前
株式会社豊田自動織機
電動圧縮機
19日前
株式会社豊田自動織機
電動圧縮機
20日前
株式会社豊田自動織機
電動圧縮機
今日
株式会社豊田自動織機
電動圧縮機
今日
株式会社豊田自動織機
骨格推定装置
21日前
株式会社豊田自動織機
流体圧シリンダ
4日前
株式会社豊田自動織機
燃料電池ユニット
1日前
株式会社豊田自動織機
燃料電池システム
15日前
株式会社豊田自動織機
燃料電池ユニット
13日前
株式会社豊田自動織機
燃料電池ユニット
1日前
株式会社豊田自動織機
スクロール型圧縮機
12日前
株式会社豊田自動織機
燃料電池モジュール
1日前
株式会社豊田自動織機
燃料電池モジュール
1日前
株式会社豊田自動織機
燃料電池モジュール
1日前
株式会社豊田自動織機
燃料電池モジュール
1日前
株式会社豊田自動織機
ラジエータ取付け構造
11日前
株式会社豊田自動織機
機能構造体の製造方法
1日前
株式会社豊田自動織機
機能構造体の製造方法
7日前
株式会社豊田自動織機
電動機、及び電動圧縮機
1日前
株式会社豊田自動織機
牽引車両の操舵アシスト装置
19日前
トヨタ自動車株式会社
電池
14日前
株式会社豊田自動織機
産業車両向け表示支援システム
15日前
トヨタ自動車株式会社
液系電池
8日前
株式会社豊田自動織機
燃料電池モジュール用接続検知装置
13日前
株式会社豊田自動織機
燃料電池モジュール用接続検知装置
13日前
株式会社豊田自動織機
内燃機関の排気浄化装置及びその制御方法
12日前
トヨタ自動車株式会社
搬送方法および搬送装置
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ