TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127607
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024388
出願日
2024-02-21
発明の名称
香味吸引物品用のパッケージの検査装置
出願人
日本たばこ産業株式会社
代理人
弁理士法人鈴榮特許綜合事務所
主分類
G01B
11/06 20060101AFI20250826BHJP(測定;試験)
要約
【課題】シートに形成される脆弱線のプロファイルを測定して脆弱線の良否を連続的に判定し、パッケージの品質を容易に且つ確実に向上させることができる、香味吸引物品用のパッケージの検査装置を提供する。
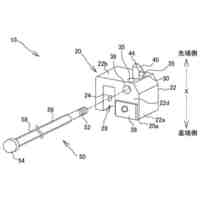
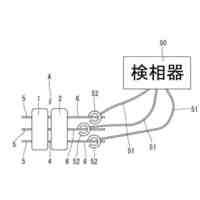
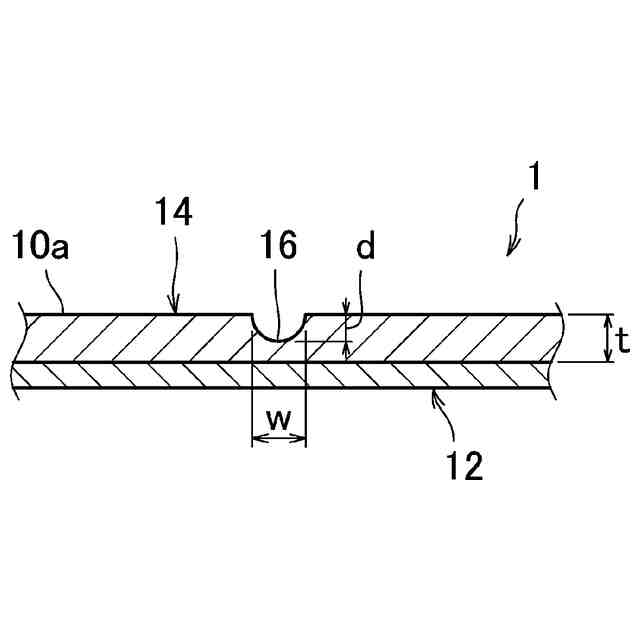
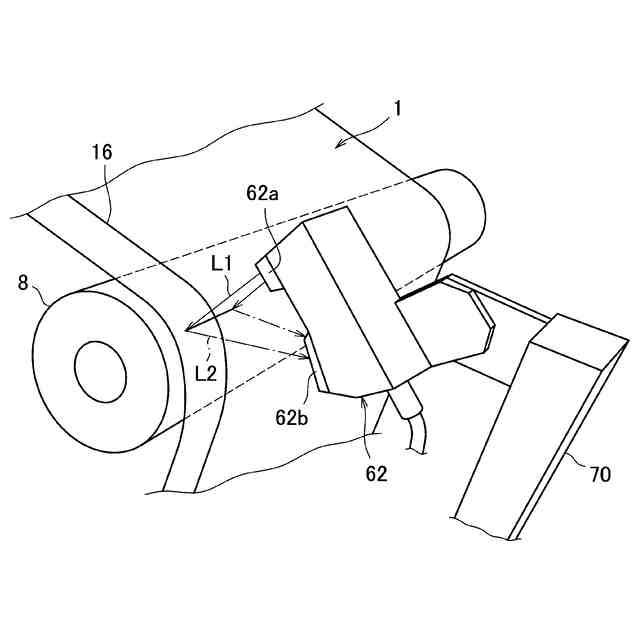
【解決手段】検査装置60は、香味吸引物品24をシート1で包むパッケージ10を検査するものであり、シート1は、パッケージ10の密封性を確保するバリア層12と、バリア層12に貼り付けて積層される紙層14と、紙層14の厚みtを減じる脆弱線16とを有し、搬送経路6を搬送中のシート1にレーザ光L1を連続的に照射し、発生するレーザ反射光L2を受光し、レーザ反射光L2に基づいて脆弱線16のプロファイルを測定する測定ユニット62と、測定ユニット62で測定したプロファイルに基づいて、脆弱線16の良否を判定する制御ユニット64と、制御ユニット64で不良と判定したシート1を搬送経路6から排除する排除ユニット68とを備える。
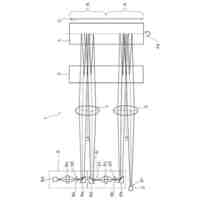
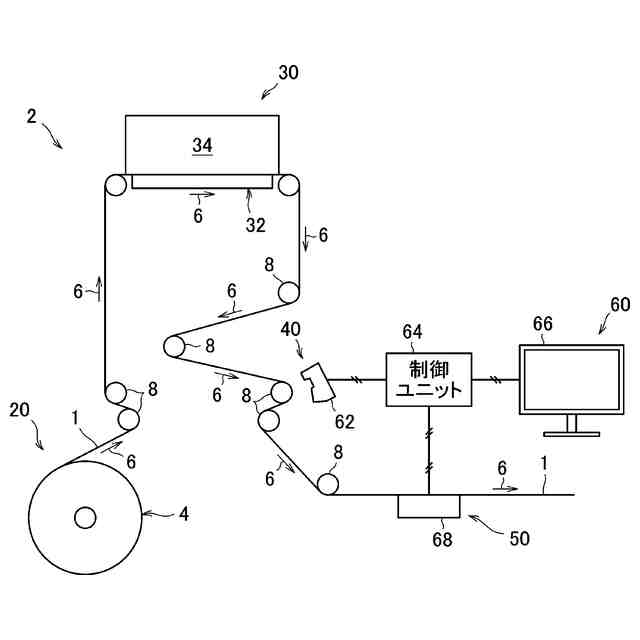
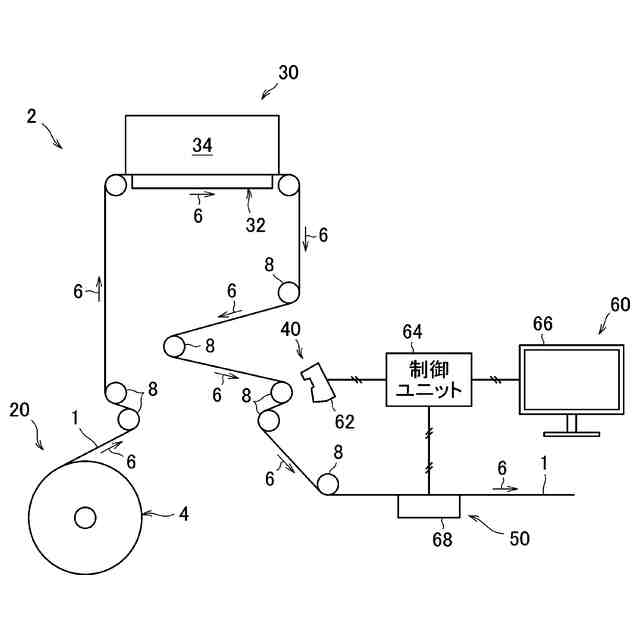
【選択図】図1
特許請求の範囲
【請求項1】
香味吸引物品をシートで包むパッケージの検査装置であって、
前記シートは、前記パッケージの密封性を確保するバリア層と、前記バリア層に貼り付けて積層される紙層と、前記紙層の厚みを減じる脆弱線とを有し、
搬送経路を搬送中の前記シートにレーザ光を連続的に照射し、発生するレーザ反射光を受光し、前記レーザ反射光に基づいて前記脆弱線のプロファイルを測定する測定ユニットと、
前記測定ユニットで測定した前記プロファイルに基づいて、前記脆弱線の良否を判定する制御ユニットと、
前記制御ユニットで不良と判定した前記シートを前記搬送経路から排除する排除ユニットと
を備える、香味吸引物品用のパッケージの検査装置。
続きを表示(約 1,200 文字)
【請求項2】
前記測定ユニットは、前記レーザ反射光に基づいて、前記紙層の厚み方向における前記脆弱線の深さを測定し、
前記制御ユニットは、前記脆弱線の前記深さが所定の第1閾値よりも大きいか否かを判定し、
前記制御ユニットにおいて前記深さが前記第1閾値よりも大きいと判定されたとき、前記排除ユニットは、前記搬送経路から判定対象の前記シートを排除する、請求項1に記載の香味吸引物品用のパッケージの検査装置。
【請求項3】
前記制御ユニットは、前記脆弱線の前記深さが所定の第2閾値よりも小さいか否かを判定し、
前記制御ユニットにおいて前記深さが前記第2閾値よりも小さいと判定されたとき、前記排除ユニットは、前記搬送経路から判定対象の前記シートを排除する、請求項2に記載の香味吸引物品用のパッケージの検査装置。
【請求項4】
前記測定ユニットは、前記レーザ反射光に基づいて、前記脆弱線の延設方向と交差する幅方向における幅を測定し、
前記制御ユニットは、前記脆弱線の前記幅が所定の第3閾値よりも大きいか否かを判定し、
前記制御ユニットにおいて前記幅が前記第3閾値よりも大きいと判定されたとき、前記排除ユニットは、前記搬送経路から判定対象の前記シートを排除する、請求項1に記載の香味吸引物品用のパッケージの検査装置。
【請求項5】
前記制御ユニットは、前記脆弱線の前記幅が所定の第4閾値よりも小さいか否かを判定し、
前記制御ユニットにおいて前記幅が前記第4閾値よりも小さいと判定されたとき、前記排除ユニットは、前記搬送経路から判定対象の前記シートを排除する、請求項4に記載の香味吸引物品用のパッケージの検査装置。
【請求項6】
前記測定ユニットは、前記レーザ反射光の反射角度及び減衰量に基づいて、前記脆弱線の前記プロファイルを測定する、請求項1から5の何れか一項に記載の香味吸引物品用のパッケージの検査装置。
【請求項7】
前記制御ユニットは、前記脆弱線が形成されていない前記シートのプロファイルのデータに基づき作成される基準モデル線と、前記判定に際し取得した前記脆弱線のデータに基いて生成した生成線とを比較することにより、前記脆弱線の前記プロファイルの数値を算出する、請求項6に記載の香味吸引物品用のパッケージの検査装置。
【請求項8】
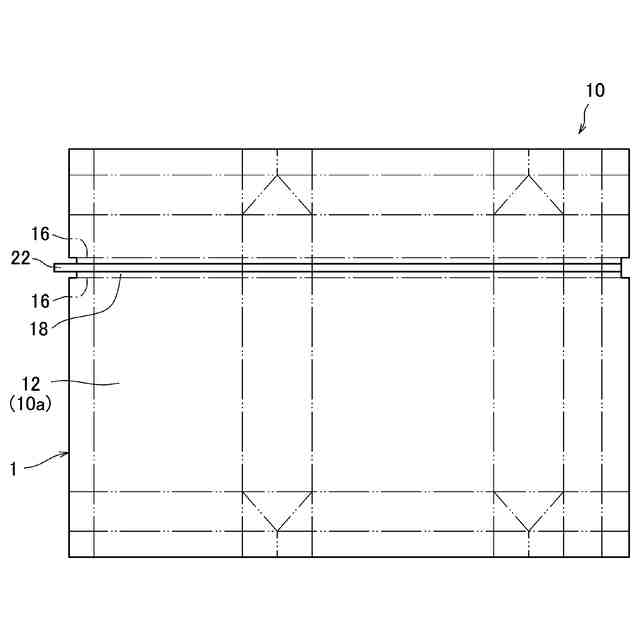
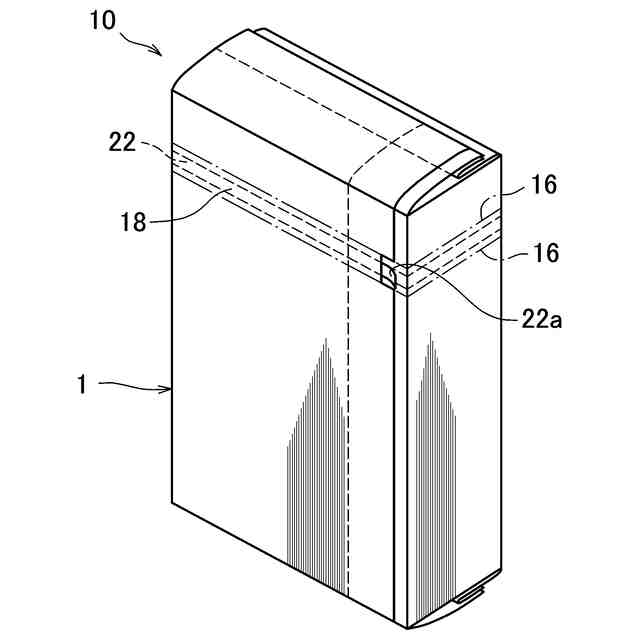
前記パッケージは、その外周回りにおいて前記シートに形成された分離帯と、前記分離帯において前記紙層に接着された開封テープとを備え、
前記脆弱線は、前記開封テープの長手方向に沿って前記分離帯の少なくとも一部を画定する位置に形成され、前記開封テープを前記シートから引き剥がすことにより、前記分離帯を前記シートから切り離して前記パッケージを開封可能とし、
前記測定ユニットは、前記レーザ反射光に基づいて当該脆弱線のプロファイルを測定する、請求項1に記載の香味吸引物品用のパッケージの検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、香味吸引物品用のパッケージの検査装置に関し、詳しくは、香味吸引物品を包むシートの検査装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
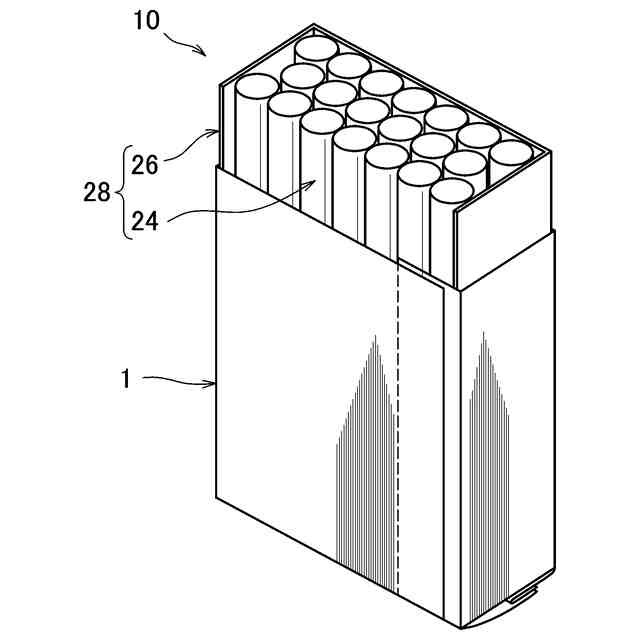
特許文献1には、シガレットの束を包材であるシートで包むパッケージが開示されている。パッケージは、その外周回りにおいてシートに形成された分離帯と、分離帯に貼り付けられた開封テープとを備えている。分離帯は、開封テープの長手方向に沿って形成された一対の脆弱線(分離線)より領域が画定され、パッケージを開封するためには、開封テープの先端をつまみ、各脆弱線において分離帯を開封テープとともにシートから切り離す。
【先行技術文献】
【特許文献】
【0003】
国際公開第2009/148037号
【発明の概要】
【発明が解決しようとする課題】
【0004】
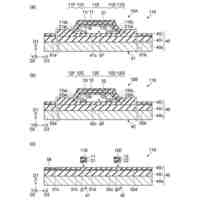
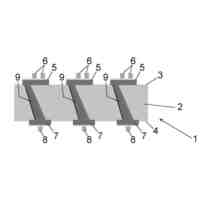
シートは、パッケージの密封性を確保するためのバリア層と、バリア層に貼り付けて積層される紙層とを有する。脆弱線は、紙層の厚みを減じることにより形成される。具体的には、脆弱線は、紙層にレーザで切込みを入れたり、或いはエンボス加工を行ったりして紙層を薄くして弱化することにより形成される。しかし、例えば、脆弱線の深さが紙層を超えるほど深くなると、バリア層が損傷し、パッケージの密封性が確保できなくなる。このような不良となるシートをその搬送中、すなわちインラインで、都度自動で排除することにより、パッケージの品質を向上させることが求められている。
【0005】
本発明は、このような課題に鑑みてなされたもので、包材であるシートの搬送中において、シートに形成される脆弱線のプロファイルを測定して脆弱線の良否を連続的に判定し、不良となるシートを都度自動で排除することにより、パッケージの品質を容易に且つ確実に向上させることができる、香味吸引物品用のパッケージの検査装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するべく、一態様に係る香味吸引物品用のパッケージの検査装置は、香味吸引物品をシートで包むパッケージを検査するものであり、シートは、パッケージの密封性を確保するバリア層と、バリア層に貼り付けて積層される紙層と、紙層の厚みを減じる脆弱線とを有し、搬送経路を搬送中のシートにレーザ光を連続的に照射し、発生するレーザ反射光を受光し、レーザ反射光に基づいて脆弱線のプロファイルを測定する測定ユニットと、測定ユニットで測定したプロファイルに基づいて、脆弱線の良否を判定する制御ユニットと、制御ユニットで不良と判定したシートを搬送経路から排除する排除ユニットとを備える。
【発明の効果】
【0007】
上記態様によれば、包材であるシートの搬送中において、シートに形成される脆弱線のプロファイルを測定して脆弱線の良否を連続的に判定し、不良となるシートを都度自動で排除することにより、パッケージの品質を容易に且つ確実に向上させることができる。
【図面の簡単な説明】
【0008】
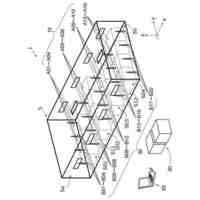
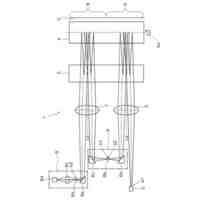
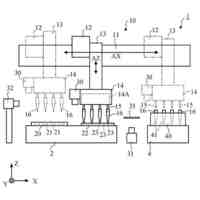
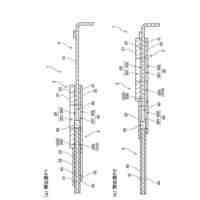
香味吸引物品用のパッケージに用いるシートの加工機の概略図である。
シートの部分的な断面図である。
パッケージを展開したときのシートの平面図である。
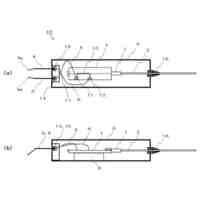
開封前のパッケージの斜視図である。
開封後のパッケージの斜視図である。
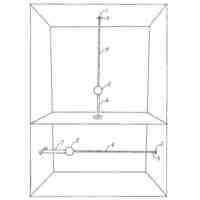
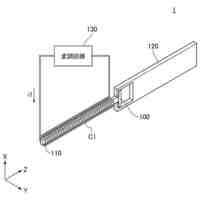
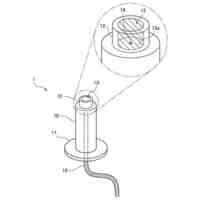
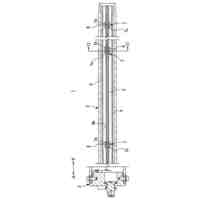
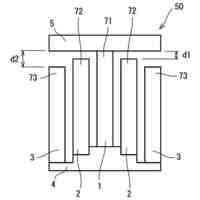
シートを測定中の測定ユニットの斜視図である。
表示設定ユニットに表示される脆弱線の画像である。
表示設定ユニットに表示される脆弱線の深さ及び幅を表したグラフである。
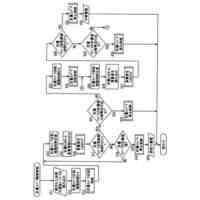
脆弱線の良否を判定するためのフローチャートである。
【発明を実施するための形態】
【0009】
図1は、香味吸引物品用のパッケージに用いるシート1の加工機2の概略図を示す。加工機2は、シート1の搬送方向における上流側から順に、シート供給セクション20、シート加工セクション30、シート検査セクション40、及びシート排除セクション50を備えている。シート供給セクション20は、包材であるシート1を巻装して形成されたロール4、ロール4から延設される搬送経路6、及び搬送経路6に適宜配置される複数のローラ8を備えている。
【0010】
シート供給セクション20は、ロール4から各ローラ8を介してシート1を連続的に繰り出し、搬送経路6に供給する。各ローラ8は、シート1を案内しながら搬送経路6において搬送し、前述した各セクション20、30、40、50を通過させる。なお、各ローラ8の少なくとも何れかは、シート1にテンションを付与するためのダンシングローラであっても良いし、シート1を引っ張って繰り出すための駆動ローラを含むフィードローラであっても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
3日前
個人
微小振動検出装置
14日前
株式会社イシダ
X線検査装置
14日前
三菱電機株式会社
計測器
29日前
株式会社辰巳菱機
システム
23日前
ダイハツ工業株式会社
測定用具
7日前
株式会社東芝
センサ
14日前
アンリツ株式会社
分光器
9日前
株式会社FRPカジ
FRP装置
25日前
アンリツ株式会社
分光器
9日前
株式会社ヨコオ
コンタクタ
7日前
株式会社精工技研
光電圧プローブ
15日前
日本精工株式会社
分注装置
21日前
株式会社カワタ
サンプリング装置
18日前
TDK株式会社
磁気センサ
10日前
TDK株式会社
磁気センサ
3日前
富士レビオ株式会社
嵌合システム
28日前
大和製衡株式会社
組合せ計量装置
25日前
TDK株式会社
ガスセンサ
17日前
学校法人立命館
液面レベルセンサ
22日前
株式会社関電工
検相器用治具
1日前
国立大学法人京都大学
バイオセンサ
10日前
富士電機株式会社
半導体パッケージ
3日前
大同特殊鋼株式会社
超音波探傷方法
3日前
大陽日酸株式会社
液面センサ
10日前
個人
材料特性パラメータの算定方法
3日前
三菱マテリアル株式会社
温度センサ
21日前
日本碍子株式会社
ガスセンサ
4日前
株式会社イシダ
検査装置
9日前
戸田建設株式会社
測量機
21日前
新潟精機株式会社
溶接用ゲージ
3日前
大新土木株式会社
水深測量装置
9日前
三和テッキ株式会社
架線の高さ、偏位測定装置
23日前
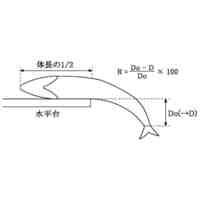
株式会社オンスイ
魚体の硬直度測定方法
2日前
THKプレシジョン株式会社
荷重測定器
7日前
株式会社ダイフク
搬送設備
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ