TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127537
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024289
出願日
2024-02-21
発明の名称
複数のコンタクト列を有するコネクタの製造方法、及びコネクタ
出願人
ヒロセ電機株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01R
43/00 20060101AFI20250826BHJP(基本的電気素子)
要約
【課題】列方向におけるコンタクト間の狭ピッチ化、コネクタの小型化が容易であり、資源の有効活用を図ることができるコネクタの製造方法等を提供する。
【解決手段】コネクタの製造方法であって、キャリアによって支持された帯状部材を形成する工程と、キャリアに接続された第一の連結部と、第一の連結部に対してキャリアとは反対側に位置する第二の連結部との間に設けた中間部分を、第一のコンタクトの形状に、第二の連結部に対して中間部分とは反対側に位置する帯状部材の一部を、第二のコンタクトの形状に、折り曲げる工程と、帯状部材の少なくとも一部をハウジングによって保持する工程と、キャリアと、第一のコンタクトの形状に折り曲げられた中間部分とを連結する第一の連結部を切断し、第一のコンタクトの形状に折り曲げられた中間部分と、第二のコンタクトの形状に折り曲げられた一部とを連結する第二の連結部の一部を切断により取り除く工程を含む。
【選択図】図9
特許請求の範囲
【請求項1】
ハウジングと、前記ハウジングに保持された複数のコンタクトとを備え、前記複数のコンタクトは、第一の方向に沿ってそれぞれ直線状に延び、且つ、前記第一の方向と直交する第二の方向において互いに離間された、複数のコンタクト列を構成しており、前記複数のコンタクト列は、前記第二の方向において互いに隣接して配置された第一のコンタクト列と第二のコンタクト列を少なくとも含み、前記第一のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第一のコンタクトの少なくとも一部が、前記第二のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第二のコンタクトの少なくとも一部と、前記第二の方向において完全に重なる位置に配置されている、コネクタの製造方法において、
金属板を打ち抜いてキャリアによって支持された複数の帯状部材を形成する工程と、
前記帯状部材のそれぞれにおいて、前記キャリアに接続された第一の連結部と、前記第二の方向において前記第一の連結部に対して前記キャリアとは反対側に位置する第二の連結部との間に設けた中間部分を、前記第一のコンタクトの形状に、前記第二の方向において前記第二の連結部に対して前記中間部分とは反対側に位置する前記帯状部材の一部を、前記第二のコンタクトの形状に、それぞれ折り曲げる工程と、
前記帯状部材それぞれの少なくとも一部を前記ハウジングによって保持する工程と、
前記キャリアと、前記第一のコンタクトの形状に折り曲げられた前記中間部分とを連結する前記第一の連結部を切断し、前記第一のコンタクトの形状に折り曲げられた前記中間部分と、前記第二のコンタクトの形状に折り曲げられた前記一部とを連結する前記第二の連結部の一部を切断により取り除く工程を含む、コネクタの製造方法。
続きを表示(約 2,100 文字)
【請求項2】
前記複数のコンタクト列は、前記第一の方向に沿って直線状に延び、且つ、前記第二の方向において前記第二のコンタクト列と離間された、第三のコンタクト列を更に含み、前記第三のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第三のコンタクトの少なくとも一部が、前記第一のコンタクト及び前記第二のコンタクト双方の少なくとも一部と、前記第二の方向において完全に重なる位置に配置されている、請求項1に記載のコネクタの製造方法において、
前記帯状部材のそれぞれにおいて、前記キャリアに接続された第一の連結部と、前記第二の方向において前記第一の連結部に対して前記キャリアとは反対側に位置する第二の連結部との間に設けた中間部分を、前記第一のコンタクトの形状に、前記第二の連結部と、前記第二の方向において前記第二の連結部に対して前記中間部分とは反対側に位置する第三の連結部との間に設けた他の中間部分を、前記第二のコンタクトの形状に、前記第二の方向において前記第三の連結部に対して前記他の中間部分とは反対側に位置する前記帯状部材の一部を、前記第三のコンタクトの形状に、それぞれ折り曲げる工程と、
前記キャリアと、前記第一のコンタクトの形状に折り曲げられた前記中間部分とを連結する前記第一の連結部を切断し、前記第一のコンタクトの形状に折り曲げられた前記中間部分と、前記第二のコンタクトの形状に折り曲げられた前記他の中間部分とを連結する前記第二の連結部の一部を切断により取り除き、前記第二のコンタクトの形状に折り曲げられた前記他の中間部分と、前記第三のコンタクトの形状に折り曲げられた前記一部とを連結する前記第三の連結部の一部を切断により取り除く工程を含む、コネクタの製造方法。
【請求項3】
前記第二の方向における一方の側に配置された第一のキャリアから他方の側に向かって延びる、前記折り曲げる工程を経た第一の帯状部材と、前記第二の方向における前記他方の側に配置された第二のキャリアから前記一方の側に向かって延びる、前記折り曲げる工程を経た第二の帯状部材を、前記第二の方向において互いに突き合わせた状態で配置し、前記保持する工程、前記切断する工程、及び、前記取り除く工程を行って、前記第二の方向に少なくとも3つのコンタクト列を有するコネクタを製造する、請求項1に記載のコネクタの製造方法。
【請求項4】
前記第一の帯状部材と前記第二の帯状部材を前記第二の方向において対称に配置した状態で、前記保持する工程、前記切断する工程、及び、前記取り除く工程を行って、前記複数のコンタクト列が前記第二の方向において対称に配されたコネクタを製造する、請求項3に記載のコネクタの製造方法。
【請求項5】
前記第一の連結部の一部が、前記第一のコンタクトの第一の実装部を形成する、請求項1に記載のコネクタの製造方法。
【請求項6】
前記第二の連結部の一部が、前記第一のコンタクトの第三の実装部の少なくとも一部を形成する、請求項1に記載のコネクタの製造方法。
【請求項7】
前記第二の連結部の一部が、前記第二のコンタクトの第二の実装部の少なくとも一部を形成する、請求項1に記載のコネクタの製造方法。
【請求項8】
前記第一の切断面と前記第二の切断面の切断を可能とするように前記面と交差する方向に沿って前記ハウジングを貫通した貫通穴を利用して前記第二の連結部の一部を切断により取り除く工程を含む、請求項1に記載のコネクタの製造方法。
【請求項9】
前記複数のコンタクトはインサート成形を利用して前記ハウジングに保持される、請求項1に記載のコネクタの製造方法。
【請求項10】
ハウジングと、前記ハウジングに保持された複数のコンタクトとを備えるコネクタであって、
前記複数のコンタクトは、第一の方向に沿ってそれぞれ直線状に延び、且つ、前記第一の方向と直交する第二の方向において互いに離間された、複数のコンタクト列を構成しており、
前記複数のコンタクト列は、前記第二の方向において互いに隣接して配置された第一のコンタクト列と第二のコンタクト列を少なくとも含み、
前記第一のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第一のコンタクトの少なくとも一部が、前記第二のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第二のコンタクトの少なくとも一部と、前記第二の方向において完全に重なる位置に配置されており、
前記第一の方向と前記第二の方向によって形成される面と交差する方向に沿って前記第一のコンタクトに形成された第一の切断面と、前記面と交差する方向に沿って前記前記第二のコンタクトに形成された第二の切断面が、前記第二の方向において、前記第一のコンタクト列と前記第二のコンタクト列の間に位置付けられていることを特徴とするコネクタ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のコンタクト列を有するコネクタの製造方法、及びコネクタに関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
特許文献1に、上記構造を有するコネクタの製造方法の一例が開示されている。特許文献1の技術は、複数のコンタクト列を有するコネクタを製造するに際し、互いに隣接する2つのコンタクト列の全てのコンタクトを1つのキャリアに連結するため、互いに隣接する一方のコンタクト列を構成するコンタクトを、他方のコンタクト列を構成するコンタクトと列方向に直交する方向において完全に重なる位置以外の位置に配置したもの、言い換えれば、互いに隣接する2つのコンタクト列の一方のコンタクト列を構成するコンタクトと他方のコンタクト列を構成するコンタクトのそれぞれを、列方向において互いに重ならない位置に隣接して設けたそれぞれの連結部に連結したものである。この構成によれば、コネクタ製造時に、互いに隣接する2つのコンタクト列のそれぞれのコンタクトを1つのキャリアに連結させたままコネクタハウジングに一括して圧入、キャリア切断用治具を用いてキャリアから一度に切断することが可能となるため、従来のコネクタに比べて、製造工程を簡略化できる利点がある。
【先行技術文献】
【特許文献】
【0003】
特開2021-44080号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のコネクタの構成では、コンタクト列に設けたコンタクトの数だけ連結部が必要となり、また、これら多数の連結部を1つのキャリアに、特に列方向において、密集させた状態で設ける必要があることから、列方向におけるコンタクト間の狭ピッチ化、コネクタの小型化は困難となる。また、連結部の多くの部分は、最終的には、キャリアから切断された後に廃棄されることになるため、連結部の数の増加に伴い、廃棄量も多くなり、資源の有効活用も求められている。
【0005】
本発明の目的は、上記の欠点を解消したコネクタの製造方法を提供することにあり、列方向におけるコンタクト間の狭ピッチ化、コネクタの小型化が容易であり、また、資源の有効活用を図ることができるコネクタの製造方法、及び、列方向においてコンタクト間の狭ピッチ化、コネクタの小型化を図ったコネクタを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するため、本発明の一態様によるコネクタの製造方法は、ハウジングと、前記ハウジングに保持された複数のコンタクトとを備え、前記複数のコンタクトは、第一の方向に沿ってそれぞれ直線状に延び、且つ、前記第一の方向と直交する第二の方向において互いに離間された、複数のコンタクト列を構成しており、前記複数のコンタクト列は、前記第二の方向において互いに隣接して配置された第一のコンタクト列と第二のコンタクト列を少なくとも含み、前記第一のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第一のコンタクトの少なくとも一部が、前記第二のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第二のコンタクトの少なくとも一部と、前記第二の方向において完全に重なる位置に配置されている、コネクタの製造方法において、
金属板を打ち抜いてキャリアによって支持された複数の帯状部材を形成する工程と、前記帯状部材のそれぞれにおいて、前記キャリアに接続された第一の連結部と、前記第二の方向において前記第一の連結部に対して前記キャリアとは反対側に位置する第二の連結部との間に設けた中間部分を、前記第一のコンタクトの形状に、前記第二の方向において前記第二の連結部に対して前記中間部分とは反対側に位置する前記帯状部材の一部を、前記第二のコンタクトの形状に、それぞれ折り曲げる工程と、
前記帯状部材それぞれの少なくとも一部を前記ハウジングによって保持する工程と、
前記キャリアと、前記第一のコンタクトの形状に折り曲げられた前記中間部分とを連結する前記第一の連結部を切断し、前記第一のコンタクトの形状に折り曲げられた前記中間部分と、前記第二のコンタクトの形状に折り曲げられた前記一部とを連結する前記第二の連結部の一部を切断により取り除く工程を含む、コネクタの製造方法を特徴として有する。
【0007】
この態様のコネクタの製造方法によれば、第一のコンタクトと第二のコンタクトが、第二の方向において完全に重なる位置に配置されることから、それらの双方を、1つの帯状部材で形成することができ、従って、第二の方向におけるコンタクト間の狭ピッチ化やコネクタの小型化が容易なものとなっている。
【0008】
また、上記の課題を解決するため、本発明の一態様によるコネクタは、ハウジングと、前記ハウジングに保持された複数のコンタクトとを備えるコネクタであって、前記複数のコンタクトは、第一の方向に沿ってそれぞれ直線状に延び、且つ、前記第一の方向と直交する第二の方向において互いに離間された、複数のコンタクト列を構成しており、
前記複数のコンタクト列は、前記第二の方向において互いに隣接して配置された第一のコンタクト列と第二のコンタクト列を少なくとも含み、
前記第一のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第一のコンタクトの少なくとも一部が、前記第二のコンタクト列を構成しそれぞれが前記第二の方向に沿って延びている複数の第二のコンタクトの少なくとも一部と、前記第二の方向において完全に重なる位置に配置されており、
前記第一の方向と前記第二の方向によって形成される面と交差する方向に沿って前記第一のコンタクトに形成された第一の切断面と、前記面と交差する方向に沿って前記前記第二のコンタクトに形成された第二の切断面が、前記第二の方向において、前記第一のコンタクト列と前記第二のコンタクト列の間に位置付けられているコネクタを特徴として有する。
このコネクタは、上述したコネクタの製造方法から製造することができるものであって、第二の方向においてコンタクト間の狭ピッチ化、コネクタの小型化が図られたものとなっている。
【発明の効果】
【0009】
本発明によれば、列方向におけるコンタクト間の狭ピッチ化、コネクタの小型化が容易であり、また、資源の有効活用を図ることができるコネクタの製造方法、及び、列方向においてコンタクト間の狭ピッチ化、コネクタの小型化を図ったコネクタを提供することができる。
【図面の簡単な説明】
【0010】
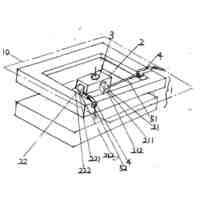
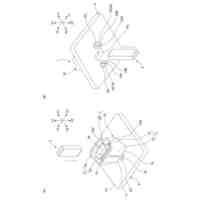
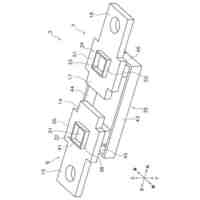
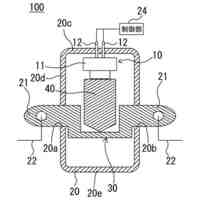
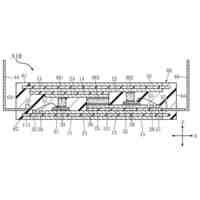
本実施形態に係るプラグコネクタを、レセプタクルコネクタとともに示した斜視図である。
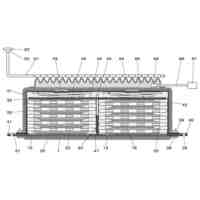
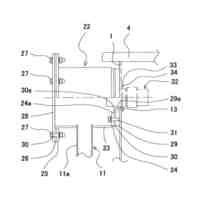
図1のA-A線断面図である。
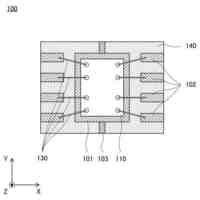
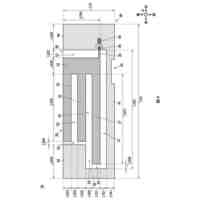
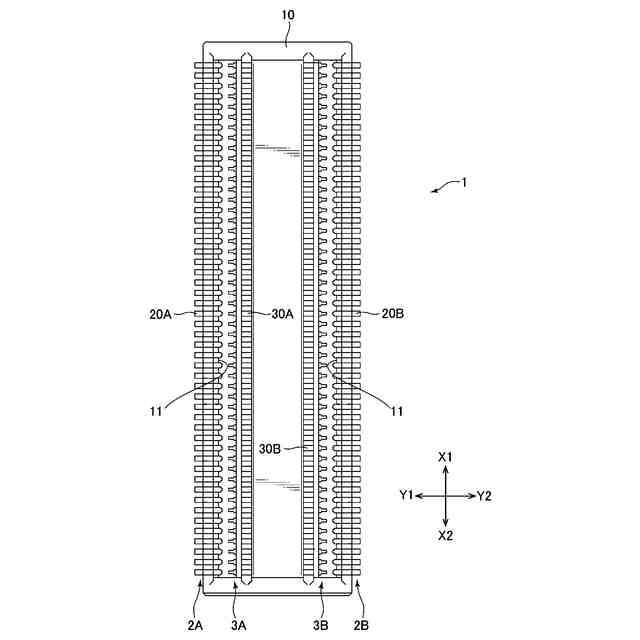
本発明の一実施形態によるプラグコネクタの平面図である。
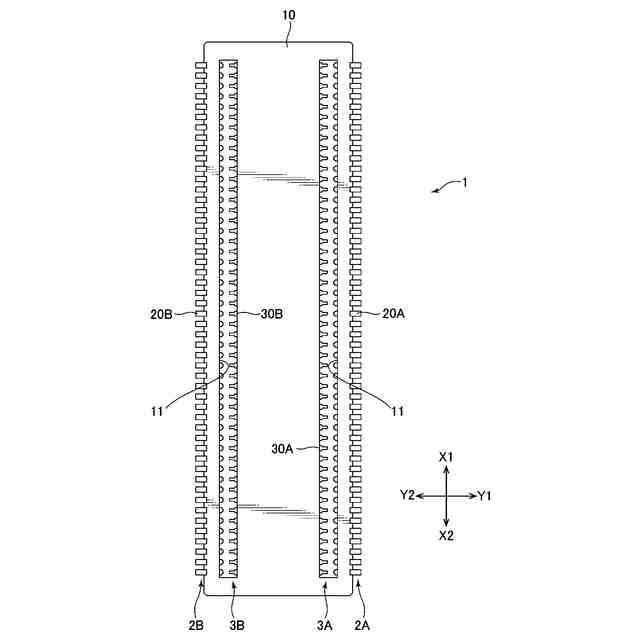
図3のプラグコネクタの底面図である。
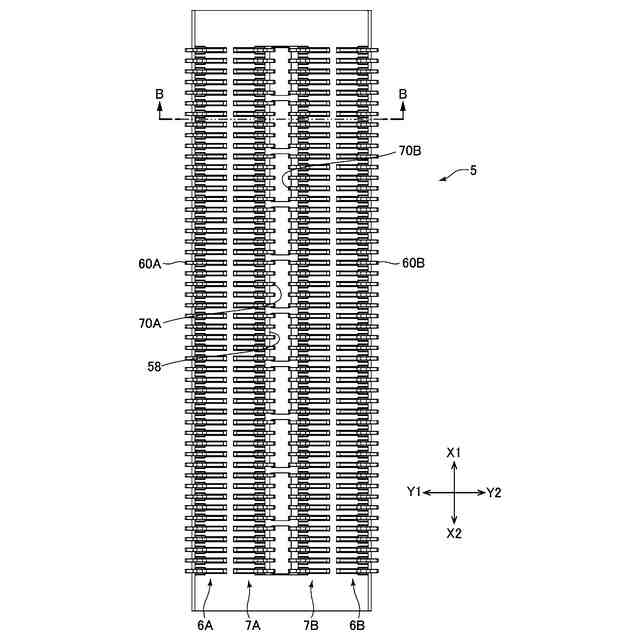
レセプタクルコネクタの平面図である。
図5のレセプタクルコネクタの底面図である。
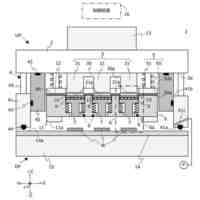
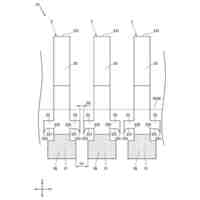
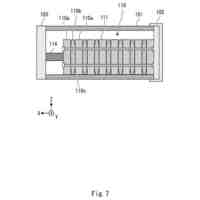
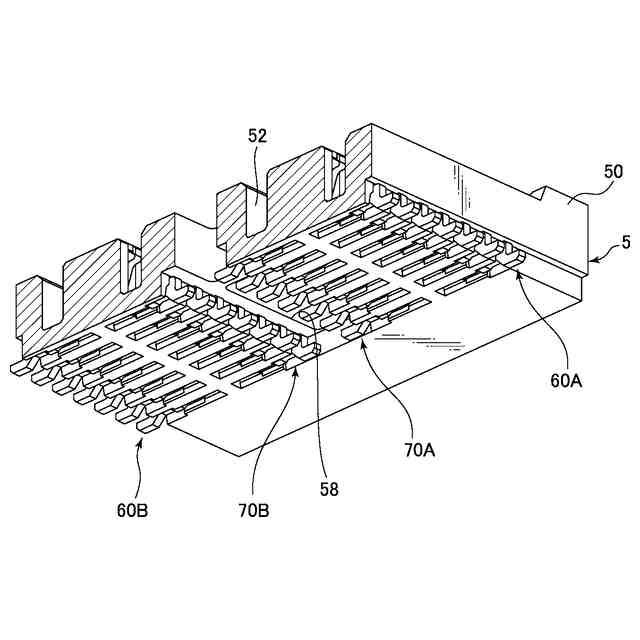
図5、図6のB‐B線におけるレセプタクルコネクタの断面を底側から見た部分断面斜視図であって、コンタクトをハウジングに固定する前の状態を示す図である。
図5、図6のB‐B線におけるレセプタクルコネクタの断面を底側から見た部分断面斜視図であって、コンタクトをハウジングに固定した後の状態を示す図である。
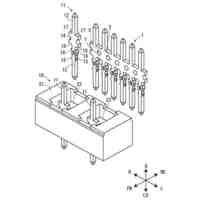
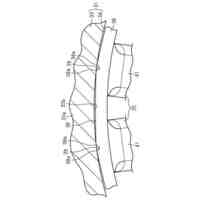
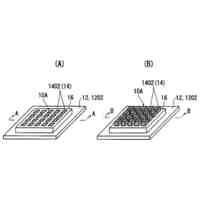
プラグコネクタの製造方法を説明する図であって、コンタクト集合を上側から見た斜視図である。
図9のコンタクト集合を下側から見た斜視図である。
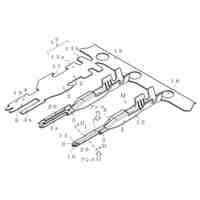
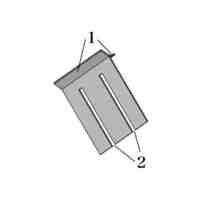
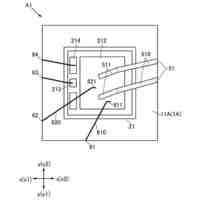
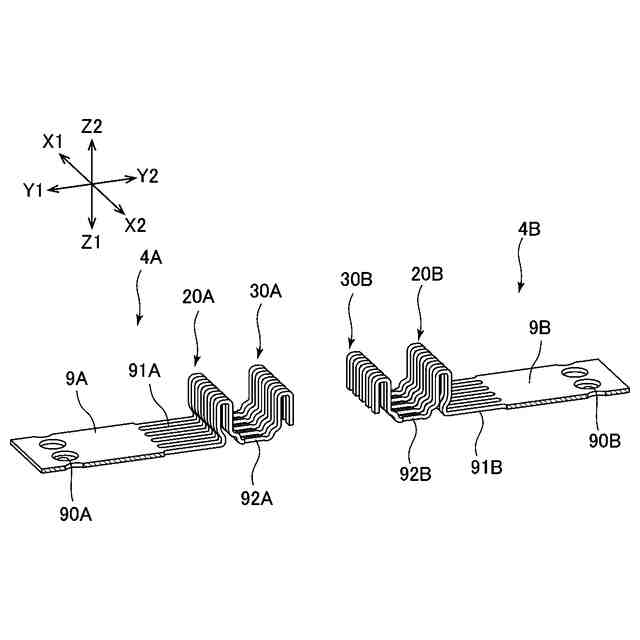
コンタクト集合に含まれるコンタクトセットの斜視図である。
図11のコンタクトセットを異なる角度で示した斜視図である。
プラグコネクタの製造方法を説明する図であって、成形後のコンタクト集合を上側から見た斜視図である。
図13のコンタクト集合を下側から見た斜視図である。
プラグコネクタの製造方法を説明する図であって、切断工程を経た後のコンタクト集合を上側から見た斜視図である。
図15のコンタクト集合を下側から見た斜視図である。
コンタクトの最終形状を示した斜視図である。
図17のコンタクトを異なる角度で示した斜視図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ヒロセ電機株式会社
コネクタ端子、連鎖端子、コネクタ、コネクタ端子の製造方法
28日前
ヒロセ電機株式会社
複数のコンタクト列を有するコネクタの製造方法、及びコネクタ
14日前
ヒロセ電機株式会社
回路基板用コネクタ装置
5日前
個人
雄端子
1か月前
個人
後付地震遮断機
1か月前
個人
安全なNAS電池
11日前
個人
超精密位置決め機構
1か月前
愛知電機株式会社
電力機器
1か月前
個人
フリー型プラグ安全カバー
18日前
東レ株式会社
多孔質炭素シート
6日前
日機装株式会社
加圧装置
27日前
ヒロセ電機株式会社
端子
1か月前
ローム株式会社
半導体装置
27日前
エイブリック株式会社
半導体装置
8日前
キヤノン株式会社
電子機器
6日前
ローム株式会社
半導体装置
6日前
エイブリック株式会社
半導体装置
8日前
住友電装株式会社
端子
1か月前
株式会社GSユアサ
蓄電装置
14日前
オムロン株式会社
電磁継電器
15日前
沖電気工業株式会社
アンテナ
18日前
三菱電機株式会社
回路遮断器
28日前
株式会社GSユアサ
蓄電装置
22日前
株式会社GSユアサ
蓄電装置
22日前
東レ株式会社
ガス拡散層の製造方法
6日前
株式会社カネカ
二次電池
21日前
日本化薬株式会社
電流遮断装置
1か月前
株式会社ヨコオ
コネクタ
8日前
日本特殊陶業株式会社
保持装置
13日前
トヨタ自動車株式会社
蓄電装置
25日前
三菱自動車工業株式会社
放熱構造
27日前
日新イオン機器株式会社
イオン注入装置
27日前
ローム株式会社
半導体装置
22日前
ローム株式会社
半導体装置
7日前
住友電装株式会社
コネクタ
1か月前
愛知電機株式会社
負荷時タップ切換装置
22日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ