TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124585
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024229011
出願日
2024-12-25
発明の名称
塗装不良検出装置及び塗装不良判定方法
出願人
株式会社ムラカワ
代理人
個人
,
個人
主分類
G01N
21/88 20060101AFI20250819BHJP(測定;試験)
要約
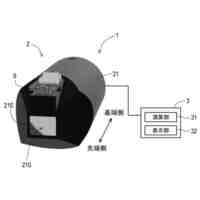
【課題】塗装面に混入した異物の大きさを定量的に評価することが可能な塗装不良検出装置及びそれに関連する技術の提供。
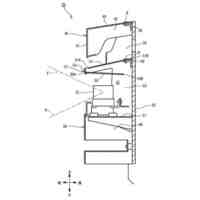
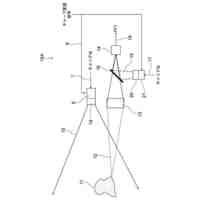
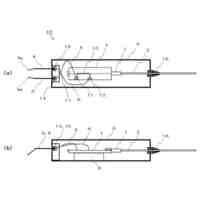
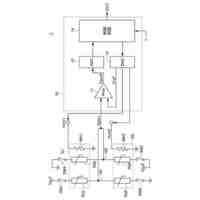
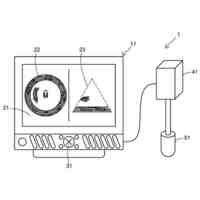
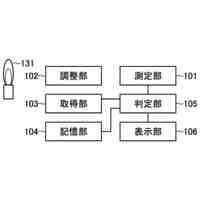
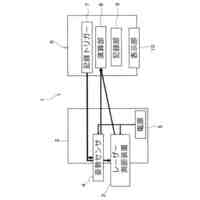
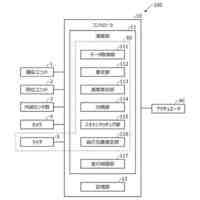
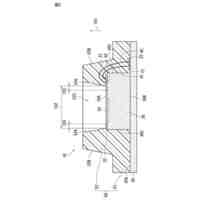
【解決手段】塗装不良検出装置1は、中空胴部21と、照射部と、撮影部と、演算部31とを備える。中空胴部21は、基端側から先端側に向けて延在する。中空胴部21の先端側には、中空胴部21の内部空間を開放する開口縁部21Eが設けられている。照射部は、中空胴部21の内部空間に設けられ、開口縁部21Eが塗装面に接触した接触状態において開口縁部21Eにより包囲される塗装面一部を照射する。撮影部は、中空胴部21の内部空間に設けられ、照射部により照射された塗装面一部を撮影する。演算部31は、撮影部により撮影された塗装面一部の画像データに基づいて塗装面一部に混入した異物の大きさを演算する。
【選択図】図1
特許請求の範囲
【請求項1】
塗装不良検出装置であって、
基端側から先端側に向けて延在し、内部空間を開放する開口縁部が前記先端側に設けられる中空胴部と、
前記内部空間に設けられ、前記開口縁部が塗装面に接触した接触状態において前記開口縁部により包囲される塗装面一部を照射する照射部と、
前記内部空間に設けられ、前記照射部により照射された前記塗装面一部を撮影する撮影部と、
前記撮影部により撮影された前記塗装面一部の画像データに基づいて前記塗装面一部に混入した異物の大きさを演算する演算部と、
を備えることを特徴とする塗装不良検出装置。
続きを表示(約 1,100 文字)
【請求項2】
前記撮影部による撮影範囲は、前記開口縁部の開口と同一、または、前記開口よりも大きいことを特徴とする請求項1に記載の塗装不良検出装置。
【請求項3】
前記開口縁部が前記塗装面に接触するタイミングで前記照射部による照射と前記撮影部による撮影とを実行させる撮影指示部を更に備えることを特徴とする請求項1または2に記載の塗装不良検出装置。
【請求項4】
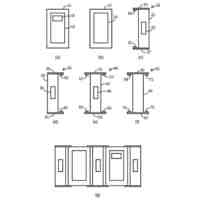
前記中空胴部のうち先端側一部は、基端側から先端側に向けて先細りするように構成されていることを特徴とする請求項1に記載の塗装不良検出装置。
【請求項5】
前記開口縁部の周囲には、前記接触状態において前記開口縁部と共に前記接触面に接触する補助リブが設けられていることを特徴とする請求項4に記載の塗装不良検出装置。
【請求項6】
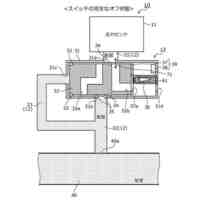
前記中空胴部の側面には、前記基端側から前記先端側にスライドさせることによって前記照射部による照射と前記撮影部による撮影とを実行させるスライド式シャッターが設けられていることを特徴とする請求項1に記載の塗装不良検出装置。
【請求項7】
基端側から先端側に向けて延在し、内部空間を開放する開口縁部が前記先端側に設けられる中空胴部と、
前記内部空間に設けられ、前記開口縁部が塗装面に接触した接触状態において前記開口縁部により包囲される塗装面一部を照射する照射部と、
前記内部空間に設けられ、前記照射部により照射された前記塗装面一部を撮影する撮影部と、
前記撮影部により撮影された前記塗装面一部の画像データに基づいて前記塗装面一部に混入した異物の大きさを演算する演算部と、
を備えることを特徴とする塗装不良検出装置を用いて、前記異物の不良判定を行う塗装不良判定方法であって、
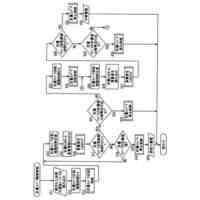
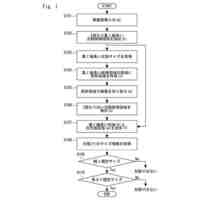
a)前記塗装面に混入した少なくとも1つの異物の中から塗装不良検出装置を用いて不良判定を行う異物を判定対象異物として特定するステップと、
b)前記判定対象異物が前記開口縁部により包囲されるように前記開口縁部を前記塗装面に接触させるステップと、
c)前記開口縁部により包囲された前記塗装面一部を前記照射部で照射すると共に前記撮影部で撮影するステップと、
d)前記撮影部で撮影された前記塗装面一部の画像データに基づいて前記判定対象異物の大きさを前記演算部で演算するステップと、
e)前記演算部で演算した前記判定対象異物の大きさに基づいて前記判定対象異物が不良であるか否かを判定するステップと、
を備える、塗装不良判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗装不良検出装置及びそれに関連する技術に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来、塗装面の不良を検査する技術が提案されている。例えば、特許文献1では、車体塗装面の線傷や打痕傷を他の汚れ等と区別して検出する検査装置が開示されている。また、特許文献2では、対象物の塗装面に関する検査を自動的に行う塗装面検査装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2015-184143号公報
特開2020-159793号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、塗装が施された塗装物には、塗装面に異物(ゴミ)が混入することがある。塗装面に混入した異物が所定値よりも大きい場合は塗装不良となるが、当該異物が所定値よりも小さい場合は塗装不良とはならない。
【0005】
上述した塗装不良を判定する手法としては、ドットゲージ(基準書・標本 )を用いて人間が目視で見比べる方法がある。ただ、人間の目視による判定方法では、判定結果にばらつきが生じやすく、塗装作業側(受注者)の判定結果と依頼者側(発注者)の判定結果とが一致しないこともある。
【0006】
そこで、本発明は、塗装面に混入した異物の大きさを定量的に評価することが可能な塗装不良検出装置及びそれに関連する技術を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明は、塗装不良検出装置であって、基端側から先端側に向けて延在し、内部空間を開放する開口縁部が前記先端側に設けられる中空胴部と、前記内部空間に設けられ、前記開口縁部が塗装面に接触した接触状態において前記開口縁部により包囲される塗装面一部を照射する照射部と、前記内部空間に設けられ、前記照射部により照射された前記塗装面一部を撮影する撮影部と、前記撮影部により撮影された前記塗装面一部の画像データに基づいて前記塗装面一部に混入した異物の大きさを演算する演算部と、を備えることを特徴とする塗装不良検出装置を提供している。
【0008】
ここで、前記撮影部による撮影範囲は、前記開口縁部の開口と同一、または、前記開口よりも大きいのが好ましい。
【0009】
また、前記開口縁部が前記塗装面に接触するタイミングで前記照射部による照射と前記撮影部による撮影とを実行させる撮影指示部を更に備えるのが好ましい。
【0010】
また、前記中空胴部のうち先端側一部は、基端側から先端側に向けて先細りするように構成されているのが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ムラカワ
塗装不良検出装置及び塗装不良判定方法
2日前
ユニパルス株式会社
力変換器
20日前
三菱電機株式会社
計測器
14日前
横浜ゴム株式会社
音響窓
22日前
株式会社豊田自動織機
産業車両
27日前
個人
センサーを備えた装置
24日前
日置電機株式会社
測定装置
21日前
株式会社辰巳菱機
システム
8日前
日本精機株式会社
施工管理システム
24日前
IPU株式会社
距離検出装置
20日前
株式会社東芝
センサ
23日前
株式会社FRPカジ
FRP装置
10日前
学校法人立命館
液面レベルセンサ
7日前
日本精工株式会社
分注装置
6日前
大和製衡株式会社
組合せ計量装置
10日前
株式会社精工技研
光電圧プローブ
今日
富士レビオ株式会社
嵌合システム
13日前
株式会社田中設備
報知装置
28日前
株式会社カワタ
サンプリング装置
3日前
TDK株式会社
ガスセンサ
2日前
株式会社CAST
センサ固定治具
27日前
三菱マテリアル株式会社
温度センサ
6日前
本多電子株式会社
超音波ソナー装置
15日前
富士電機株式会社
半導体パッケージ
16日前
アズビル株式会社
火炎状態判定装置
21日前
株式会社熊平製作所
刃物類判別装置
27日前
戸田建設株式会社
測量機
6日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
1か月前
已久工業股ふん有限公司
空気圧縮機構造
23日前
株式会社豊田自動織機
自律走行車
今日
トヨタ自動車株式会社
データの補正方法
15日前
東ソー株式会社
クロマトグラムの形状判定方法
16日前
三和テッキ株式会社
架線の高さ、偏位測定装置
8日前
トヨタ自動車株式会社
表面傷の検査方法
22日前
本田技研工業株式会社
位置推定装置
2日前
株式会社村田製作所
圧力センサ装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ