TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025123962
公報種別
公開特許公報(A)
公開日
2025-08-25
出願番号
2024019775
出願日
2024-02-13
発明の名称
スケジューリング装置、スケジューリング方法、およびコンピュータプログラム
出願人
株式会社豊田中央研究所
,
株式会社デンソー
代理人
個人
,
個人
主分類
G05B
19/418 20060101AFI20250818BHJP(制御;調整)
要約
【課題】現実的な条件を踏まえた上で、生産ラインの能力を活用した円滑な生産計画を立案する。
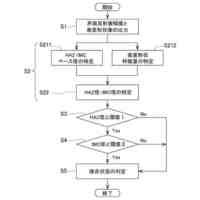
【解決手段】生産計画を立案するスケジューリング装置は、製品の生産数および納期と、ロット単位で製品を処理する際の処理時間と、段取り時の制約と、段取り時に要する段取り替え時間と、を取得する取得部と、ロットの納期が近い納期共通グループに分割する第1分割部と、納期共通グループのそれぞれを段取り替えグループに更に分割する第2分割部と、下流側のブロックから順番に選択し、選択されたブロックで処理されるロットを生産ラインに引き当てることにより生産計画を立案する引当部と、を備え、引当部は、納期共通グループを納期が遅い順番に選択し、選択された納期共通グループの段取り替えグループを、処理終了時刻と納期との差が小さくなるとともに、処理開始時刻が最も遅くなるように、生産ラインに引き当てる。
【選択図】図1
特許請求の範囲
【請求項1】
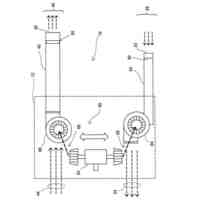
複数のブロックのそれぞれが備える複数の生産ラインと、前記生産ラインを構成する複数の設備と、2つの前記ブロックの間に配置され、製品の仕掛品を一次的に取り置く中間置き場とを備え、1種類の複数の製品で構成されるロット単位で製品を前記生産ラインで生産する場合のフローショップ型の生産計画を立案するスケジューリング装置であって、
生産予定の複数種類の製品の生産数および納期と、前記ロット単位で前記複数種類の製品を前記設備で処理する際に要する処理時間と、前記設備によりロットが処理された後に別のロットを処理する段取り時の制約と、前記段取り時に要する段取り替え時間と、を取得する取得部と、
生産予定の全てのロットを、ロットの納期が近い納期共通グループに分割する第1分割部と、
前記第1分割部により分割された前記納期共通グループのそれぞれを、前記制約を用いて、前記納期共通グループに含まれる前記段取り替え時間が短い複数のロットを結合した段取り替えグループに更に分割する第2分割部と、
複数の前記ブロックのうち、前記生産ラインの流れに沿って下流側の前記ブロックから順番に選択し、選択された前記ブロックで処理されるロットのそれぞれを前記生産ラインに引き当てることにより生産計画を立案する引当部と、
を備え、
前記引当部は、
選択された前記ブロックで処理される前記納期共通グループを納期が遅い順番に選択し、
選択された前記納期共通グループに含まれる複数の前記段取り替えグループを、前記納期共通グループの処理終了時刻と、前記納期共通グループの納期との差が小さくなるとともに、前記納期共通グループの処理の開始時刻が最も遅くなるように、前記生産ラインに引き当てる、スケジューリング装置。
続きを表示(約 2,500 文字)
【請求項2】
請求項1に記載のスケジューリング装置であって、
前記引当部は、タブーサーチアルゴリズムを用いて、前記納期共通グループの処理終了時刻と、前記納期共通グループの納期との差が小さくなるとともに、前記納期共通グループの処理の開始時刻が最も遅くなるように、前記段取り替えグループを前記生産ラインに引き当てる、スケジューリング装置。
【請求項3】
請求項1に記載のスケジューリング装置であって、
前記引当部は、
前記生産ラインに全ての前記段取り替えグループが引き当てられた生産計画における前記ブロックを前記流れに沿って上流側から順番に選択し、
選択された前記ブロックで処理予定の前記納期共通グループを納期が早い順番に選択し、
選択された前記納期共通グループに含まれる複数の前記段取り替えグループを、前記納期共通グループの前記開始時刻が最も早くなるように前記生産ラインに引き当て直す、スケジューリング装置。
【請求項4】
請求項3に記載のスケジューリング装置であって、
前記引当部は、
前記生産ラインに全ての前記段取り替えグループが引き当てられた生産計画において、前記流れに沿って下流側から連続する2つの前記ブロックを順番に選択し、
選択された2つの前記ブロックのうち、前記流れにおいて、上流側の前記ブロックにおける前記生産ラインの処理終了時刻と、下流側の前記ブロックにおける前記生産ラインの処理開始時刻との差の総和を最小にするように、前記段取り替えグループを前記生産ラインに引き当て直す、スケジューリング装置。
【請求項5】
請求項1に記載のスケジューリング装置であって、さらに、
複数の前記設備により構成された前記生産ラインで順番に処理される2つのロットのうち、先に処理されるロットに対する前記生産ラインでの処理が終了する時刻と、後に処理されるロットに対する前記生産ラインでの処理が開始される時刻との差である遅延限界時間を作成する作成部を備え、
前記第2分割部は、作成された前記遅延限界時間を用いて、前記納期共通グループに含まれる前記段取り替え時間を前記段取り替えグループに更に分割する、スケジューリング装置。
【請求項6】
複数のブロックのそれぞれが備える複数の生産ラインと、前記生産ラインを構成する複数の設備と、2つの前記ブロックの間に配置され、製品の仕掛品を一次的に取り置く中間置き場とを備え、1種類の複数の製品で構成されるロット単位で製品を前記生産ラインで生産する場合のフローショップ型の生産計画を立案するスケジューリング方法であって、コンピュータが、
生産予定の複数種類の製品の生産数および納期と、前記ロット単位で前記複数種類の製品を前記設備で処理する際に要する処理時間と、前記設備によりロットが処理された後に別のロットを処理する段取り時の制約と、前記段取り時に要する段取り替え時間と、を取得する取得工程と、
生産予定の全てのロットを、ロットの納期が近い納期共通グループに分割する第1分割工程と、
前記第1分割工程により分割された前記納期共通グループのそれぞれを、前記制約を用いて、前記納期共通グループに含まれる前記段取り替え時間が短い複数のロットを結合した段取り替えグループに更に分割する第2分割工程と、
複数の前記ブロックのうち、前記生産ラインの流れに沿って下流側の前記ブロックから順番に選択し、選択された前記ブロックで処理されるロットのそれぞれを前記生産ラインに引き当てることにより生産計画を立案する引当工程と、
を実行し、
前記引当工程は、
選択された前記ブロックで処理される前記納期共通グループを納期が遅い順番に選択し、
選択された前記納期共通グループに含まれる複数の前記段取り替えグループを、前記納期共通グループの処理終了時刻と、前記納期共通グループの納期との差が小さくなるとともに、前記納期共通グループの処理の開始時刻が最も遅くなるように、前記生産ラインに引き当てる、スケジューリング方法。
【請求項7】
複数のブロックのそれぞれが備える複数の生産ラインと、前記生産ラインを構成する複数の設備と、2つの前記ブロックの間に配置され、製品の仕掛品を一次的に取り置く中間置き場とを備え、1種類の複数の製品で構成されるロット単位で製品を前記生産ラインで生産する場合のフローショップ型の生産計画を立案するコンピュータプログラムであって、
生産予定の複数種類の製品の生産数および納期と、前記ロット単位で前記複数種類の製品を前記設備で処理する際に要する処理時間と、前記設備によりロットが処理された後に別のロットを処理する段取り時の制約と、前記段取り時に要する段取り替え時間と、を取得する取得機能と、
生産予定の全てのロットを、ロットの納期が近い納期共通グループに分割する第1分割機能と、
前記第1分割機能により分割された前記納期共通グループのそれぞれを、前記制約を用いて、前記納期共通グループに含まれる前記段取り替え時間が短い複数のロットを結合した段取り替えグループに更に分割する第2分割機能と、
複数の前記ブロックのうち、前記生産ラインの流れに沿って下流側の前記ブロックから順番に選択し、選択された前記ブロックで処理されるロットのそれぞれを前記生産ラインに引き当てることにより生産計画を立案する引当機能と、
をコンピュータに実現させ、
前記引当機能は、
選択された前記ブロックで処理される前記納期共通グループを納期が遅い順番に選択し、
選択された前記納期共通グループに含まれる複数の前記段取り替えグループを、前記納期共通グループの処理終了時刻と、前記納期共通グループの納期との差が小さくなるとともに、前記納期共通グループの処理の開始時刻が最も遅くなるように、前記生産ラインに引き当てる、コンピュータプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スケジューリング装置、スケジューリング方法、およびコンピュータプログラムに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
複数種類の製品を生産する生産ラインのスケジューリング方法として、バックワードスケジューリングやフォーワードスケジューリングなどが知られている(例えば、非特許文献1参照)。非特許文献1には、1つの生産ラインに対するバックワードスケジューリングおよびフォーワードスケジューリングについて記載されている。特許文献1,2には、前後する生産ライン間に発生する中間在庫について記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-14533号公報
特許第5442526号公報
【非特許文献】
【0004】
冬木正彦、井上一郎、「バックワード/フォワード・ハイブリッドシミュレーション法に基づく個別受注生産における納期重視型生産スケジューリング」、日本経営工学会誌1995年46巻2号、p.144-151
【発明の概要】
【発明が解決しようとする課題】
【0005】
フレキシブルフローショップ型の生産ラインを対象とする場合に、生産ラインで別のロットの生産する場合に発生する段取り替え時間などの現実的な条件を踏まえた上で生産計画が立案されることが好ましい。しかしながら、非特許文献1に記載されたスケジューリング方法では、段取り替え時間が考慮されていないため、現実的な好ましい生産計画が立案されないおそれがある。特許文献1,2に記載された技術では、ルールベースで生産計画が立案されているため、例えば、前後する2つの生産ラインでロットを処理する時刻を調整することによる中間在庫の抑制等について考慮されていない。そのため、立案者の要望に応じたフレキシブルフローショップ型の生産ラインの生産計画の立案には改善の余地があった。
【0006】
本発明は、上述した課題の少なくとも一部を解決するためになされたものであり、現実的な条件を踏まえた上で、生産ラインの能力を活用した円滑な生産計画を立案することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態として実現できる。
【0008】
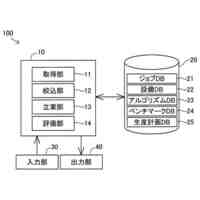
(1)本発明の一形態によれば、複数のブロックのそれぞれが備える複数の生産ラインと、前記生産ラインを構成する複数の設備と、2つの前記ブロックの間に配置され、製品の仕掛品を一次的に取り置く中間置き場とを備え、1種類の複数の製品で構成されるロット単位で製品を前記生産ラインで生産する場合のフローショップ型の生産計画を立案するスケジューリング装置が提供される。このスケジューリング装置は、生産予定の複数種類の製品の生産数および納期と、前記ロット単位で前記複数種類の製品を前記設備で処理する際に要する処理時間と、前記設備によりロットが処理された後に別のロットを処理する段取り時の制約と、前記段取り時に要する段取り替え時間と、を取得する取得部と、生産予定の全てのロットを、ロットの納期が近い納期共通グループに分割する第1分割部と、前記第1分割部により分割された前記納期共通グループのそれぞれを、前記制約を用いて、前記納期共通グループに含まれる前記段取り替え時間が短い複数のロットを結合した段取り替えグループに更に分割する第2分割部と、複数の前記ブロックのうち、前記生産ラインの流れに沿って下流側の前記ブロックから順番に選択し、選択された前記ブロックで処理されるロットのそれぞれを前記生産ラインに引き当てることにより生産計画を立案する引当部と、を備え、前記引当部は、選択された前記ブロックで処理される前記納期共通グループを納期が遅い順番に選択し、選択された前記納期共通グループに含まれる複数の前記段取り替えグループを、前記納期共通グループの処理終了時刻と、前記納期共通グループの納期との差が小さくなるとともに、前記納期共通グループの処理の開始時刻が最も遅くなるように、前記生産ラインに引き当てる。
【0009】
この構成によれば、納期を基準として分割された納期共通グループが、生産の流れに沿って下流側から順番に、処理されるそれぞれのブロックに割り当てられる。割り当て後に、各ブロックで処理される段取り替えグループは、段取り替え時間が短くなるロットの結合、すなわち、結合後のロットの処理時間のみではなく、段取り替え時間も考慮した総時間が短くなるように構成されている。そのため、本構成では、設備の交換に要する段取り替え時間といった現実的な条件を満たした生産計画が立案される。そして、ロットの生産ラインへの引き当てでは、各ブロックに割り当てられた後に、納期共通グループの割り当てを変更した生産計画の立案が行われない。そのため、各ブロック間での納期共通グループの変更を考慮した生産計画の立案と比較して、本構成の生産計画の立案に要する時間は短縮される。さらに、各ブロックでは、設定された納期が遅い納期共通グループに属する段取り替えグループから順番に、開始時刻が遅くなるように生産ラインに引き当てられるため、ロットの完成時間が納期に近いジャストインタイム方式の生産計画が立案される。すなわち、本構成では、生産ラインの能力や納期を活用した円滑な生産計画が立案される。
【0010】
(2)上記態様のスケジューリング装置において、前記引当部は、タブーサーチアルゴリズムを用いて、前記納期共通グループの処理終了時刻と、前記納期共通グループの納期との差が小さくなるとともに、前記納期共通グループの処理の開始時刻が最も遅くなるように、前記段取り替えグループ前記生産ラインに引き当ててもよい。
この構成によれば、タブーサーチアルゴリズムが用いられてロットが生産ラインに引き当てられるため、生産ラインへのロットの引き当て時に局所最適解に陥るリスクが軽減され、好適な解が探索される。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田中央研究所
匂いセンサ
14日前
株式会社豊田中央研究所
匂いセンサ
14日前
株式会社豊田中央研究所
レーダ装置
4日前
株式会社豊田中央研究所
半導体装置
10日前
株式会社豊田中央研究所
コンバータ回路
14日前
株式会社豊田中央研究所
電力供給システム
10日前
株式会社豊田中央研究所
目視検査支援装置
12日前
株式会社豊田中央研究所
検出器、及び検出方法
7日前
株式会社豊田中央研究所
接合構造の非破壊評価方法
10日前
株式会社豊田中央研究所
多層薄膜およびその製造方法
19日前
株式会社豊田中央研究所
逐次成形装置および逐次成形方法
14日前
株式会社豊田中央研究所
炭素繊維、及び炭素繊維の製造方法
18日前
株式会社豊田中央研究所
皮膚ガス捕集装置および皮膚ガス捕集方法
11日前
株式会社豊田中央研究所
窒素電池、燃料合成装置及び燃料合成方法
今日
株式会社豊田中央研究所
慣性力センサおよび慣性力センサの製造方法
11日前
株式会社豊田中央研究所
慣性力センサおよび慣性力センサの製造方法
10日前
株式会社豊田中央研究所
慣性力センサおよび慣性力センサの製造方法
今日
株式会社豊田中央研究所
包接水和物生成器、およびヒートポンプシステム
14日前
株式会社豊田中央研究所
プログラム、情報処理方法及び情報処理システム
20日前
株式会社豊田中央研究所
接合評価方法、接合評価装置および溶接システム
4日前
株式会社豊田中央研究所
環境由来核酸回収装置および環境由来核酸回収方法
7日前
株式会社豊田中央研究所
せん断力センサ、力覚センサシート、及び、力覚センサ
11日前
株式会社豊田中央研究所
集電体、電極構造体、蓄電デバイス及び集電体の製造方法
12日前
株式会社豊田中央研究所
搬送計画装置、搬送計画方法、及びコンピュータプログラム
10日前
株式会社豊田中央研究所
注意喚起装置、注意喚起方法、および、コンピュータプログラム
7日前
株式会社豊田中央研究所
成形装置、成形条件の決定方法、およびコンピュータプログラム
14日前
株式会社豊田中央研究所
還元反応用触媒、還元反応用触媒電極、および化合物合成システム
6日前
株式会社豊田中央研究所
多能性幹細胞用足場基材、細胞培養用容器、および、多能性幹細胞の培養方法
19日前
株式会社豊田中央研究所
スケジューリング装置、スケジューリング方法、およびコンピュータプログラム
7日前
株式会社豊田中央研究所
フレキシブルジョブショップ型の生産計画立案装置、生産計画立案方法、およびコンピュータプログラム
7日前
株式会社豊田中央研究所
ケミカルルーピングシステム用組成物およびLa-Co-Al系複合酸化物をケミカルルーピングシステムに用いる方法
10日前
個人
生産早送り装置
20日前
株式会社豊田自動織機
産業車両
10日前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
移動体
2か月前
株式会社FUJI
加工機械ライン
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ