TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025123042
公報種別
公開特許公報(A)
公開日
2025-08-22
出願番号
2024018885
出願日
2024-02-09
発明の名称
慣性力センサおよび慣性力センサの製造方法
出願人
株式会社豊田中央研究所
,
株式会社ミライズテクノロジーズ
,
トヨタ自動車株式会社
,
株式会社デンソー
代理人
弁理士法人 快友国際特許事務所
主分類
G01C
19/5783 20120101AFI20250815BHJP(測定;試験)
要約
【課題】高真空化されたパッケージに気密封止されたセンサ部を備える慣性力センサを提供する。
【解決手段】慣性力センサは、開口枠を備えるパッケージと、パッケージの内部に配置されているセンサ部と、開口枠の全体を覆っているとともに開口枠に接合している蓋部と、を備える。パッケージの内部には、蓋部によって閉じられた閉空間が形成されている。慣性力センサは、閉空間に配置されているガス吸着部を備えている。ガス吸着部は、内部に複数の空孔を備えている。
【選択図】図2
特許請求の範囲
【請求項1】
開口枠を備えるパッケージと、
前記パッケージの内部に配置されているセンサ部と、
前記開口枠の全体を覆っているとともに前記開口枠に接合している蓋部と、
を備える慣性力センサであって、
前記パッケージの内部には、前記蓋部によって閉じられた閉空間が形成されており、
前記慣性力センサは、前記閉空間に配置されているガス吸着部を備えており、
前記ガス吸着部は、内部に複数の空孔を備えている、
慣性力センサ。
続きを表示(約 1,600 文字)
【請求項2】
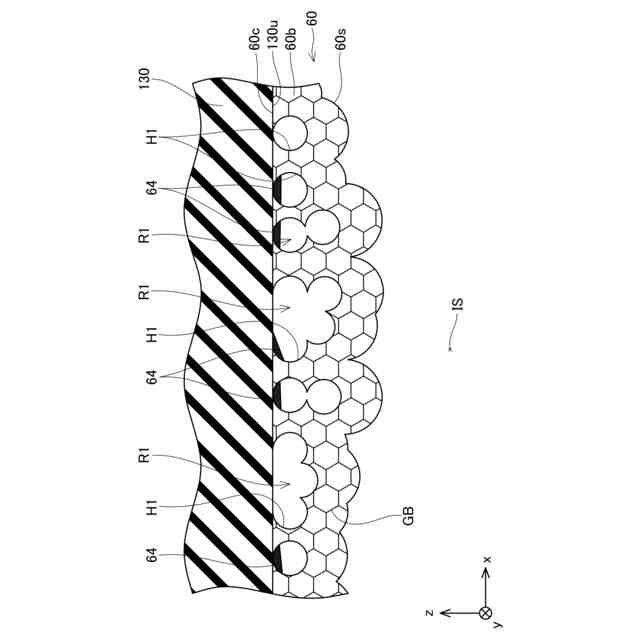
前記ガス吸着部は、前記閉空間内の壁面に接触している接触面と、前記閉空間内に露出している外表面と、前記接触面と前記外表面との間のバルク領域と、を備えており、
前記バルク領域における前記空孔の空孔率が、前記接触面側よりも前記外表面側の方が高い、請求項1に記載の慣性力センサ。
【請求項3】
複数の前記空孔は、複数の第1種空孔および複数の第2種空孔を含んでおり、
複数の前記第2種空孔の平均空孔体積は、複数の前記第1種空孔の平均空孔体積よりも小さく、
複数の前記第2種空孔の存在密度の深さ方向ピークは、複数の前記第1種空孔の存在密度の深さ方向ピークよりも、前記ガス吸着部の外表面側に位置している、請求項1に記載の慣性力センサ。
【請求項4】
複数の前記空孔は、複数の前記第2種空孔が互いに連結されて形成されている連結孔を含んでおり、
前記連結孔は、前記ガス吸着部の前記閉空間内に露出している外表面と、前記第1種空孔と、を接続している、請求項3に記載の慣性力センサ。
【請求項5】
複数の前記空孔は、複数の第1種空孔および複数の第2種空孔を含んでおり、
複数の前記第2種空孔の平均空孔体積は、複数の前記第1種空孔の平均空孔体積よりも小さく、
前記ガス吸着部は、
複数の前記第1種空孔の存在密度が複数の前記第2種空孔の存在密度よりも高い第1層と、
複数の前記第2種空孔の存在密度が複数の前記第1種空孔の存在密度よりも高い第2層と、
を備えており、
前記第2層は、前記第1層よりも、前記ガス吸着部の外表面側に位置している、請求項1に記載の慣性力センサ。
【請求項6】
複数の前記空孔は、複数の前記第2種空孔が互いに連結されて形成されている連結孔を含んでおり、
前記連結孔は、前記ガス吸着部の外表面と、前記第1種空孔と、を接続している、請求項5に記載の慣性力センサ。
【請求項7】
前記ガス吸着部は、前記閉空間内の壁面に接触している接触面と、前記閉空間内に露出している外表面と、を備えており、
前記ガス吸着部は合金製であり、
複数の前記空孔の少なくとも1つの内部には、酸化シリコンまたはシリコンが存在しており、
前記酸化シリコンまたは前記シリコンの存在量が、前記外表面側よりも前記接触面側の方が多い、請求項1に記載の慣性力センサ。
【請求項8】
前記閉空間には、凹凸を備える特定壁面が配置されており、
前記ガス吸着部は、前記特定壁面の前記凹凸に沿って配置されている、請求項1に記載の慣性力センサ。
【請求項9】
前記ガス吸着部は、前記閉空間の一部を形成している前記蓋部、または、前記センサ部に配置されている、請求項1に記載の慣性力センサ。
【請求項10】
開口枠を備えるパッケージと、
前記パッケージの内部に配置されているセンサ部と、
前記開口枠の全体を覆っているとともに前記開口枠に接合している蓋部と、
を備える慣性力センサの製造方法であって、
前記パッケージの内部には、前記蓋部によって閉じられた閉空間が形成されており、
前記慣性力センサは、前記閉空間に配置されているガス吸着部を備えており、
前記ガス吸着部は、内部に複数の空孔を備えており、
前記パッケージの内部に前記センサ部を固定する工程と、
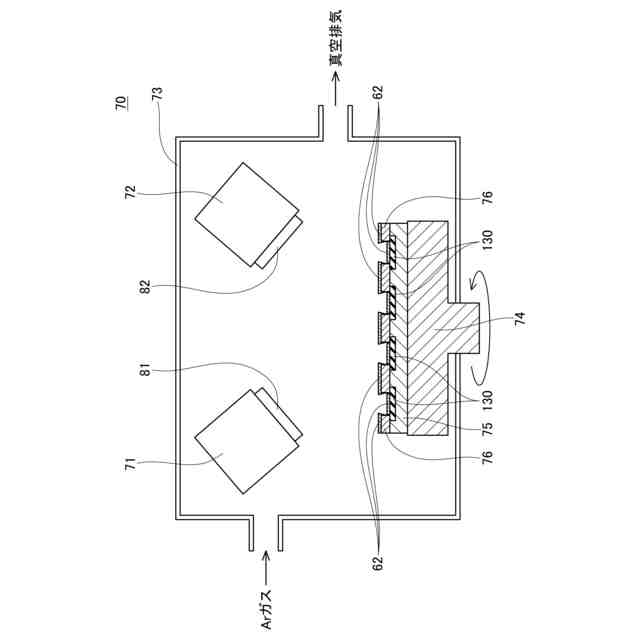
ナノ粒子または犠牲粒子の少なくとも一方を含んだスパッタ膜を成膜する工程と、
前記スパッタ膜中の前記ナノ粒子および前記犠牲粒子をエッチングにより除去する工程と、
前記開口枠と前記蓋部とを真空雰囲気内で接合する工程と、
熱処理を行う工程と、
を備える、慣性力センサの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、慣性力センサおよび慣性力センサの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
パッケージ内に真空気密封止された慣性力センサが知られている。真空の度合いを高めるほど、慣性力センサの振動エネルギを減衰させる阻害要因を減少させることができるため、より高精度のジャイロセンサを実現できる。なお、特許文献1には、関連する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-129055号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
パッケージ内部の構成物からアウトガスが発生する場合や、パッケージの封止部を介して外部から活性ガスが侵入する場合がある。これらの場合、パッケージ内部を高真空化することや、高真空状態を維持することが困難となってしまう。
【課題を解決するための手段】
【0005】
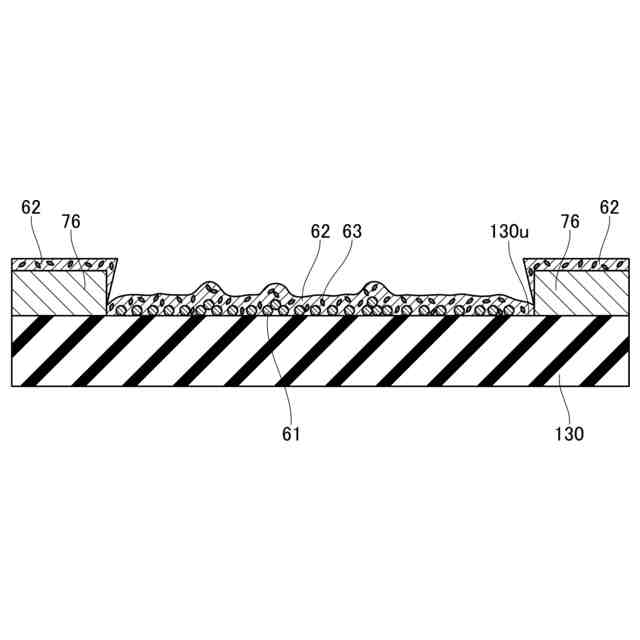
本明細書が開示する慣性力センサは、開口枠を備えるパッケージと、パッケージの内部に配置されているセンサ部と、開口枠の全体を覆っているとともに開口枠に接合している蓋部と、を備える。パッケージの内部には、蓋部によって閉じられた閉空間が形成されている。慣性力センサは、閉空間に配置されているガス吸着部を備えている。ガス吸着部は、内部に複数の空孔を備えている。
【0006】
上記の構造によると、ガス吸着部の内部に複数の空孔が備えられているため、活性ガスを吸着できる単位体積あたりの表面積を増大させることができる。その結果、活性ガスの吸着容量を大きくできるため、閉空間中の構成物からのアウトガスや、閉空間に侵入してきた活性ガスを、長期間吸着し続けることが可能となる。パッケージ内部の高真空状態を、長期間維持することができる。
【図面の簡単な説明】
【0007】
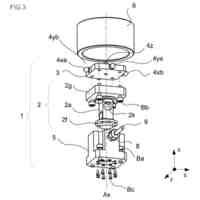
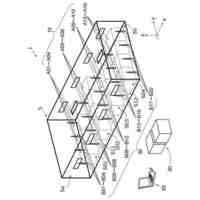
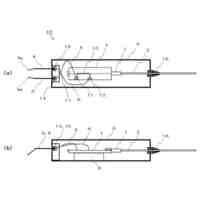
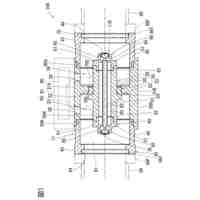
ジャイロセンサ1の上面図である。
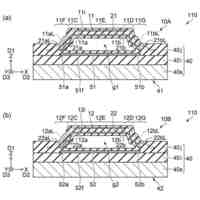
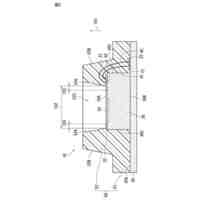
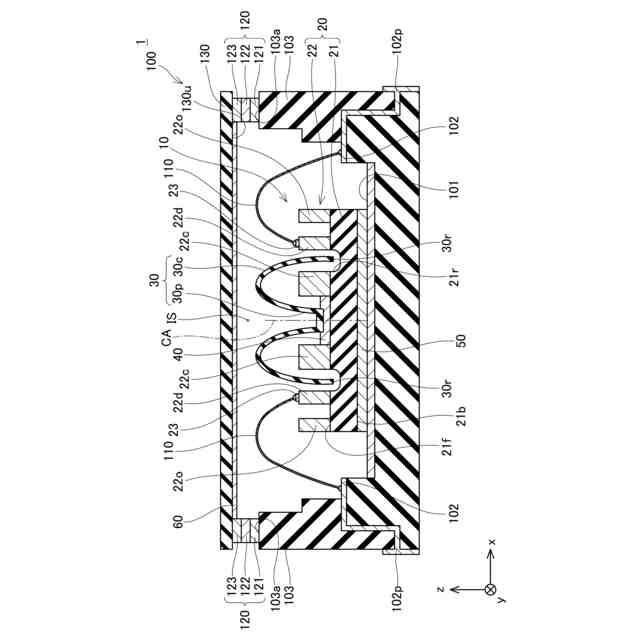
ジャイロセンサ1の断面図である。
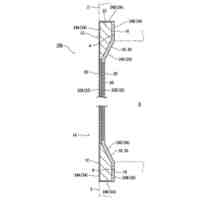
ガス吸着部60の拡大断面図である。
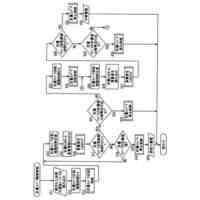
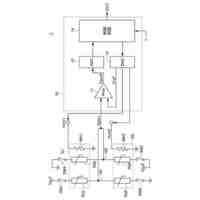
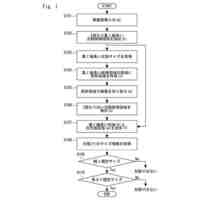
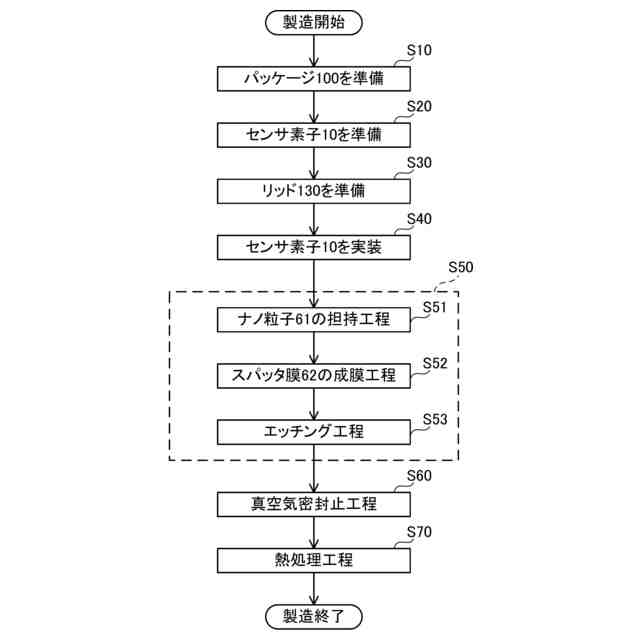
ジャイロセンサ1の製造工程の概略を示すフローチャートである。
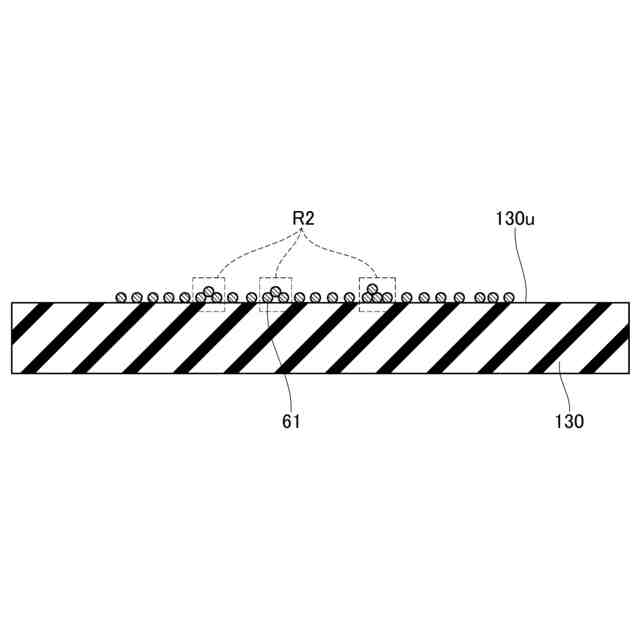
ナノ粒子の担持工程を説明する断面図である。
スパッタ膜の成膜工程を説明する断面図である。
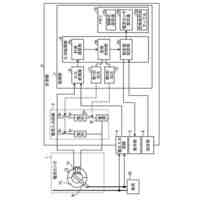
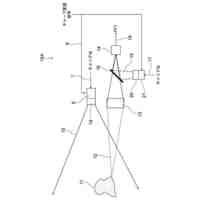
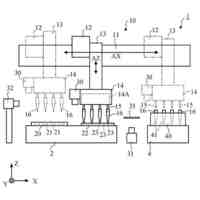
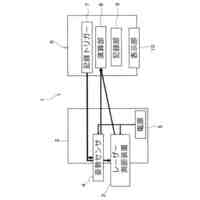
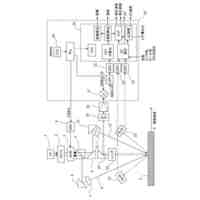
スパッタ装置70の概略構成図である。
実施例2におけるガス吸着部60の拡大断面図である。
実施例2の第1変形例におけるガス吸着部60の拡大断面図である。
実施例3におけるガス吸着部60の拡大断面図である。
実施例4におけるガス吸着部60の拡大断面図である。
実施例5のジャイロセンサ1の断面図である。
実施例6のジャイロセンサ1の断面図である。
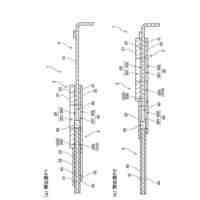
Siウエハ接合前の状態を示す斜視図である。
センサ素子240の断面構造を示す図である。
【発明を実施するための形態】
【実施例】
【0008】
図1に、本実施例に係るジャイロセンサ1の上面図を示す。図1では、見やすさのために、リッド130を取り除いた状態を示している。また図2に、図1のII-II線における断面図を示す。図2は、中心軸CAを通る断面図である。ジャイロセンサ1は、センサ素子10、パッケージ100、リッド130を主に備えている。センサ素子10は、パッケージ100内に真空気密封止されている。
【0009】
(センサ素子10の構成)
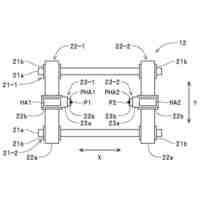
センサ素子10は、台座電極20、ガラス振動子30、ペースト40、を主に備えている。台座電極20は、ガラス基板21上にシリコン基板22が積層された構造を備えている。
【0010】
ガラス基板21は、シリコン基板22と陽極接合可能なガラス材料である。ガラス基板21の表面21fには、環状のリング溝21rが形成されている。リング溝21rには、ガラス振動子30のリム部30rが挿入されている。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ユニパルス株式会社
力変換器
20日前
横浜ゴム株式会社
音響窓
22日前
三菱電機株式会社
計測器
14日前
個人
センサーを備えた装置
24日前
日置電機株式会社
測定装置
21日前
株式会社辰巳菱機
システム
8日前
IPU株式会社
距離検出装置
20日前
日本精機株式会社
施工管理システム
24日前
株式会社FRPカジ
FRP装置
10日前
株式会社東芝
センサ
23日前
富士レビオ株式会社
嵌合システム
13日前
株式会社カワタ
サンプリング装置
3日前
大和製衡株式会社
組合せ計量装置
10日前
日本精工株式会社
分注装置
6日前
TDK株式会社
ガスセンサ
2日前
株式会社精工技研
光電圧プローブ
今日
学校法人立命館
液面レベルセンサ
7日前
本多電子株式会社
超音波ソナー装置
15日前
富士電機株式会社
半導体パッケージ
16日前
アズビル株式会社
火炎状態判定装置
21日前
三菱マテリアル株式会社
温度センサ
6日前
戸田建設株式会社
測量機
6日前
已久工業股ふん有限公司
空気圧縮機構造
23日前
トヨタ自動車株式会社
表面傷の検査方法
22日前
トヨタ自動車株式会社
データの補正方法
15日前
株式会社豊田自動織機
自律走行車
今日
東ソー株式会社
クロマトグラムの形状判定方法
16日前
三和テッキ株式会社
架線の高さ、偏位測定装置
8日前
本田技研工業株式会社
物体検出装置
6日前
本田技研工業株式会社
外界認識装置
10日前
株式会社村田製作所
圧力センサ装置
1日前
大豊建設株式会社
鉛直精度測定装置
10日前
アクト電子株式会社
レーザドップラ速度計
10日前
大豊建設株式会社
直線精度測定装置
10日前
愛知時計電機株式会社
超音波流量計
20日前
株式会社エイアンドティー
電解質分析装置
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ