TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025108454
公報種別
公開特許公報(A)
公開日
2025-07-23
出願番号
2025051496,2023554662
出願日
2025-03-26,2022-10-14
発明の名称
ケーブル加工装置
出願人
新明和工業株式会社
代理人
個人
,
個人
,
個人
主分類
H02G
1/14 20060101AFI20250715BHJP(電力の発電,変換,配電)
要約
【課題】ケーブルの先端部の加工を高品質に行うことができるケーブル加工装置を提供する。
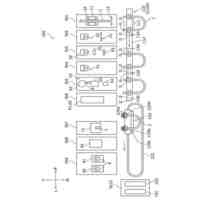
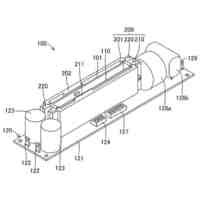
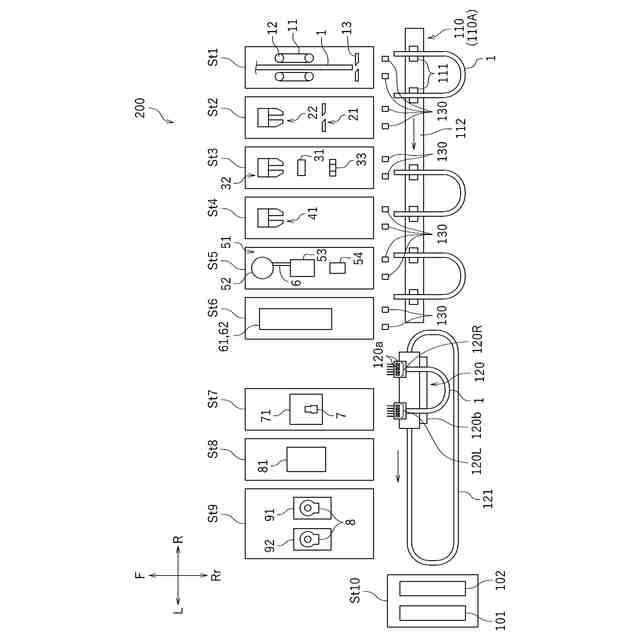
【解決手段】ケーブル加工装置200は、複数の加工ステーションSt2~St6を有する第1ステーションと、他の複数の加工ステーションSt7~St9を有する第2ステーションと、第1ステーションの複数の加工ステーションSt2~St6にケーブル1を搬送する第1搬送装置110と、第2ステーションの他の複数の加工ステーションSt7~St9にケーブル1を搬送する第2搬送装置と、を備える。第2搬送装置は、ケーブル1を把持可能なキャリア120と、キャリアを移動させるキャリア移動装置121と、を備える。キャリア移動装置は、ケーブル1を引き取る引き取り位置と、第2ステーションの他の複数の加工ステーションSt7~St9にそれぞれ対向した複数の対向位置と、加工終了後のケーブルを離すリリース位置との間でキャリアを移動させる。
【選択図】図2
特許請求の範囲
【請求項1】
それぞれがケーブルの先端部を加工するように構成され、並んで配置された複数の加工ステーションを有する第1ステーションと、
それぞれが前記ケーブルの先端部を加工するように構成され、並んで配置された他の複数の加工ステーションを有する第2ステーションと、
前記第1ステーションの前記複数の加工ステーションに前記ケーブルを搬送する第1搬送装置と、
前記第2ステーションの前記他の複数の加工ステーションに前記ケーブルを搬送する第2搬送装置と、を備え、
前記第2ステーションは、前記第1ステーションよりも前記ケーブルの搬送経路の下流側に配置され、
前記第2搬送装置は、
前記ケーブルを把持可能なキャリアと、
前記キャリアを移動させるキャリア移動装置と、を備え、
前記キャリア移動装置は、前記ケーブルを引き取る引き取り位置と、前記第2ステーションの前記他の複数の加工ステーションにそれぞれ対向した複数の対向位置と、加工終了後の前記ケーブルを離すリリース位置との間で前記キャリアを移動させる、
ケーブル加工装置。
続きを表示(約 1,700 文字)
【請求項2】
前記ケーブルは、シースと前記シースに挿通された複数の芯線とを有する多芯ケーブルであり、
前記第1ステーションは、前記ケーブルの前記シースを加工するように構成され、
前記第2ステーションは、前記ケーブルの前記複数の芯線を加工するように構成されている、
請求項1に記載のケーブル加工装置。
【請求項3】
前記第2搬送装置は、複数の前記キャリアを備え、
前記キャリア移動装置は、前記複数のキャリアを循環移動させる、
請求項1または2に記載のケーブル加工装置。
【請求項4】
前記第1搬送装置から前記ケーブルを受け取り、前記第2搬送装置に前記ケーブルを引き渡す受け渡し装置をさらに備えている、
請求項1~3のいずれか一つに記載のケーブル加工装置。
【請求項5】
前記第1搬送装置は、
一端と他端とが前記複数の加工ステーションの並び方向に並ぶように曲げられた前記ケーブルを把持する移動把持装置と、
前記移動把持装置を前記複数の加工ステーションの並び方向に移動させる把持装置移動装置と、を備え、
前記複数の加工ステーションのうちの1の加工ステーションは、他の加工ステーションが前記ケーブルの前記他端を加工しているときに前記一端を加工する、
請求項1~4のいずれか一つに記載のケーブル加工装置。
【請求項6】
前記ケーブルは、シースと前記シースに挿通された複数の芯線とを有する多芯ケーブルであり、
前記キャリアは、それぞれ1本の芯線を把持可能な複数の把持部材を備えている、
請求項1~5のいずれか一つに記載のケーブル加工装置。
【請求項7】
前記第2搬送装置は、複数の前記キャリアを備え、
前記キャリア移動装置は、前記複数のキャリアを循環移動させ、
前記キャリアの循環移動は、前記引き取り位置および前記複数の対向位置の間の横移動と、前記引き取り位置および前記複数の対向位置よりも下方位置との間の上下移動とを含む循環移動であり、
前記キャリアの前記複数の把持部材は、前記キャリアが前記引き取り位置よりも下方位置から前記引き取り位置に移動するときに前記複数の芯線を把持する、
請求項6に記載のケーブル加工装置。
【請求項8】
前記第1搬送装置は、
前記複数の加工ステーションにそれぞれ対向するように設けられ、前記ケーブルを把持する複数の固定把持装置と、
それぞれ前記ケーブルを把持するように構成され、前記複数の固定把持装置のうち隣り合った2つの固定把持装置の間を往復移動する1つまたは複数の移動把持装置と、を備えている、
請求項1~7のいずれか一つに記載のケーブル加工装置。
【請求項9】
前記第1ステーションの前記複数の加工ステーションよりも上流側に配置され、両端が前記複数の加工ステーションの並び方向に並ぶように前記ケーブルを略U字に曲げる屈曲装置をさらに備え、
前記複数の固定把持装置は、それぞれ、前記屈曲装置によって曲げられた前記ケーブルの一端を把持するように構成され、
前記第1ステーションの前記各加工ステーションは、上流側に隣接する加工ステーションが前記曲げられた前記ケーブルの上流側の端部を加工しているときに下流側の端部を加工する、
請求項8に記載のケーブル加工装置。
【請求項10】
前記ケーブルは、シースと前記シースに挿通された複数の芯線とを有する多芯ケーブルであり、
前記キャリアは、それぞれ1本の芯線を把持可能な複数の把持部材を備え、
前記複数の把持部材は、
前記曲げられたケーブルの上流側の端部に露出している前記複数の芯線を把持する上流側グループと、
前記上流側グループよりも下流側に配置され、前記曲げられたケーブルの下流側の端部に露出している前記複数の芯線を把持する下流側グループと、を含んでいる、
請求項9に記載のケーブル加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケーブル加工装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
ドレイン線を有する多芯シールドケーブルのドレイン線を絶縁処理する方法が従来から提案されている。例えば特許文献1には、シースを除去して被覆電線(コア線)とドレイン線とを露出させた後に、ドレイン線を90度曲げてコア線から分離し、熱収縮チューブにドレイン線を挿入するドレイン線の絶縁処理方法が開示されている。特許文献1に開示された方法では、その後、熱収縮チューブが加熱収縮されることにより、ドレイン線が絶縁処理される。
【先行技術文献】
【特許文献】
【0003】
特開2016-123215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここでは、ケーブルの先端部の加工を高品質に行うことができるケーブル加工装置を提案する。
【課題を解決するための手段】
【0005】
本発明に係るケーブル加工装置は、それぞれがケーブルの先端部を加工するように構成され、並んで配置された複数の加工ステーションを有する第1ステーションと、それぞれが前記ケーブルの先端部を加工するように構成され、並んで配置された他の複数の加工ステーションを有する第2ステーションと、前記第1ステーションの前記複数の加工ステーションに前記ケーブルを搬送する第1搬送装置と、前記第2ステーションの前記他の複数の加工ステーションに前記ケーブルを搬送する第2搬送装置と、を備える。前記第2ステーションは、前記第1ステーションよりもケーブルの搬送経路の下流側に配置されている。前記第2搬送装置は、前記ケーブルを把持可能なキャリアと、前記キャリアを移動させるキャリア移動装置と、を備えている。前記キャリア移動装置は、前記ケーブルを引き取る引き取り位置と、前記第2ステーションの前記他の複数の加工ステーションにそれぞれ対向した複数の対向位置と、加工終了後の前記ケーブルを離すリリース位置との間で前記キャリアを移動させる。
【0006】
上記ケーブル加工装置によれば、第2ステーションでのケーブルの先端部の加工の間、ケーブルを掴み替えることなく搬送することができる。そのため、ケーブルの先端部の位置が掴み替えによって変わるおそれがなく、安定する。これにより、ケーブルの先端部の加工を高品質に行うことができる。
【図面の簡単な説明】
【0007】
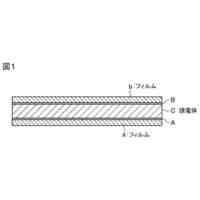
多芯シールドケーブルの模式的な断面図である。
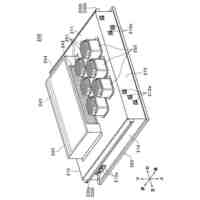
一実施形態に係る多芯シールドケーブルの加工装置の模式的な平面図である。
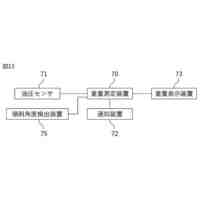
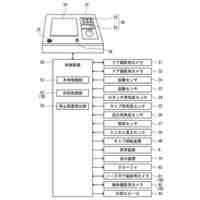
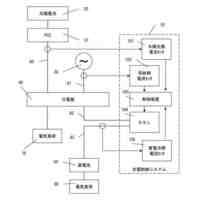
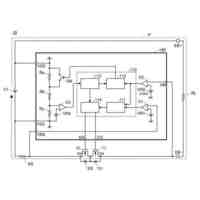
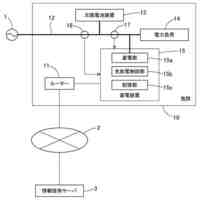
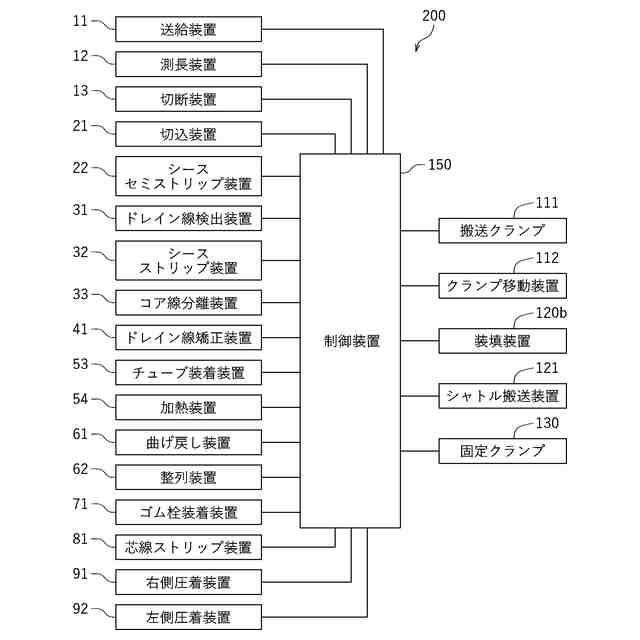
多芯シールドケーブルの加工装置のブロック図である。
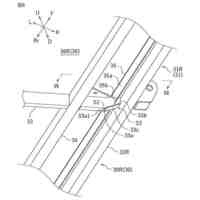
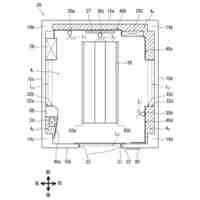
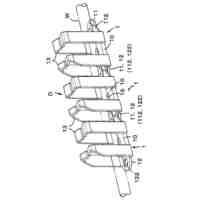
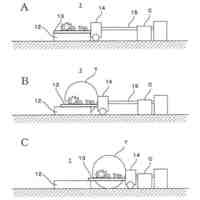
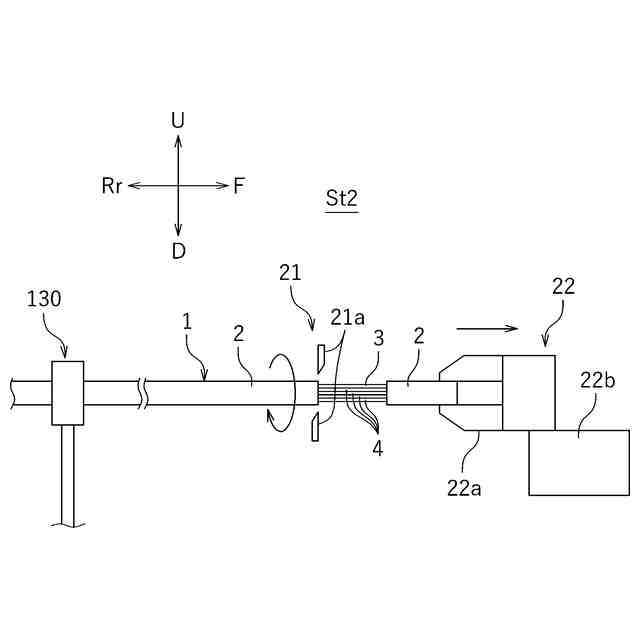
第2ステーションの模式的な側面図である。
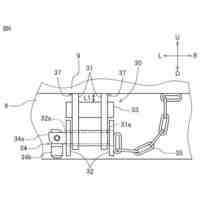
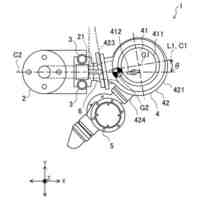
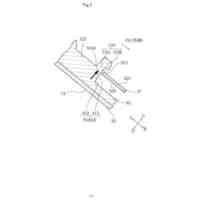
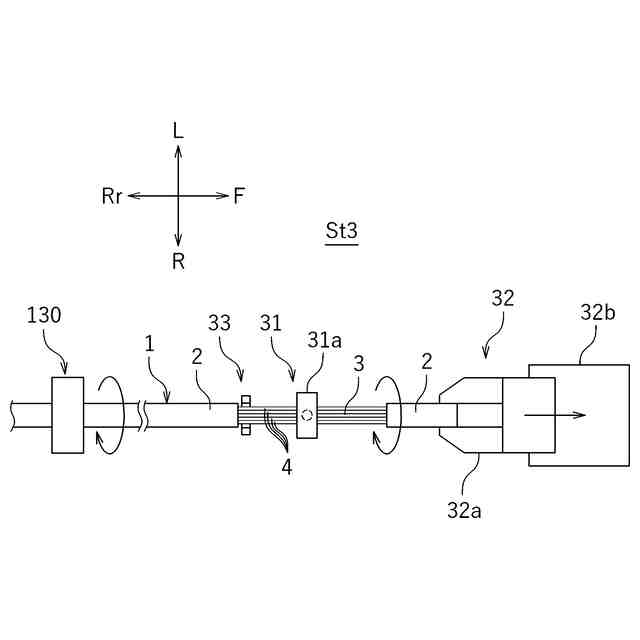
第3ステーションの模式的な平面図である。
第3ステーションの模式的な正面図であって、コア線が分離された状態を示す図である。
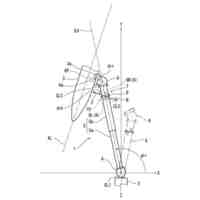
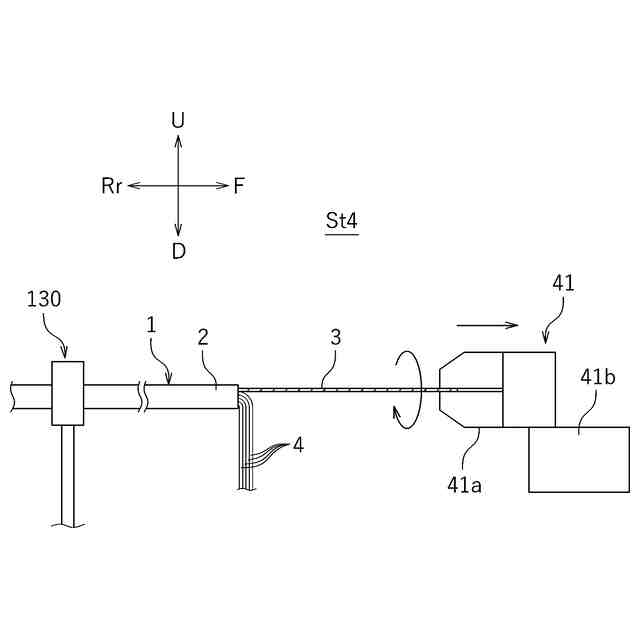
第4ステーションの模式的な側面図である。
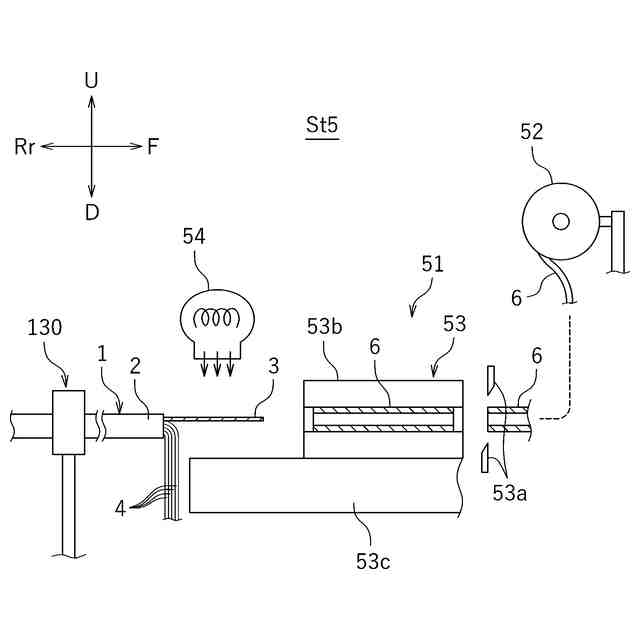
第5ステーションの模式的な側面図である。
第6ステーションの模式的な平面図である。
第6ステーションの模式的な正面図であって、ドレイン線およびコア線が整列した状態を示す図である。
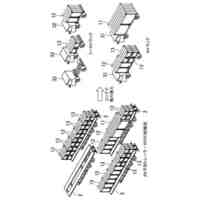
第7ステーションの模式的な平面図である。
第8ステーションの模式的な平面図である。
第9ステーションの模式的な平面図である。
多芯シールドケーブルの搬送装置の背面図である。
他の実施形態に係る多芯シールドケーブルの搬送装置の背面図である。
【発明を実施するための形態】
【0008】
[加工装置の概要]
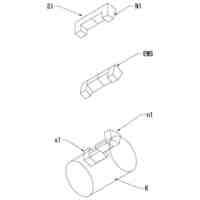
以下、図面を参照しながら、本発明の実施の形態について説明する。まず、ここでの線処理の対象である多芯ケーブル、ここでは、シールドを有する多芯シールドケーブル1について図1を参照しながら説明する。図1は、一例に係る多芯シールドケーブル1の模式的な断面図である。図1に示すように、多芯シールドケーブル1は、シース2と、シース2に挿通されたドレイン線3および複数のコア線4と、シールド5と、を有している。多芯シールドケーブル1は、ドレイン線3と複数のコア線4とシールド5とがシース2によって覆われた電線である。複数のコア線4は、例えば、電気信号を伝達する信号線として使用される。複数のコア線4は、それぞれ、芯線4aと芯線4aを覆う絶縁体の被覆4bとを有している。シールド5は、コア線4を外部のノイズから遮蔽する導体である。シールド5は、複数のコア線4の外側を覆っている。ドレイン線3は、シールド5に電気的に接続されている。ドレイン線3は接地され、これによりシールド5が接地される。ドレイン線3は、複数の細い導体素線からなり、絶縁体による被覆はされていない。図示は省略するが、ドレイン線3と複数のコア線4とはシールド5の内部において撚り合わされている。シールド5は、絶縁体のシース2によって覆われている。コア線4の本数は特に限定されない。以下では、ドレイン線3と複数のコア線4とを特に区別しない場合には、総称して芯線と呼ぶことがある。
【0009】
図2は、一実施形態に係る多芯シールドケーブル1の加工装置(以下、単に加工装置と呼ぶ)200の模式的な平面図である。加工装置200は、ドレイン線3を絶縁処理するとともにその先端に端子8を圧着し、さらに、複数のコア線4の先端にも端子8を圧着する装置である。ドレイン線3に対する絶縁処理は、ここでは、ドレイン線3に熱収縮チューブ6を被せ、熱収縮チューブ6を熱収縮させる処理である。本実施形態では、ドレイン線3および複数のコア線4に防水用のゴム栓7も装着されるが、多芯シールドケーブル1の仕様により、ゴム栓7の装着は省略されてもよい。
【0010】
図2に示すように、本実施形態に係る加工装置200は、第1ステーションSt1~第10ステーションSt10の10のステーションを備えている。多芯シールドケーブル1は、第1ステーションSt1から第10ステーションSt10に向かってステーション間を搬送される。第1ステーションSt1~第9ステーションSt9は、多芯シールドケーブル1の搬送方向(ここでは、図2の左右方向)に並んで設けられている。第1ステーションSt1では、多芯シールドケーブル1を測長し、所定の長さに切断する処理が行われる。第2ステーションSt2では、シース2に切れ目を入れ、先端側のシース2を引き抜く処理が行われる。この処理では、シース2は多芯シールドケーブル1から離脱するまで引き抜かれず、多芯シールドケーブル1に差し込まれたままにされる。また、シース2を引き抜く際にシース2を周方向に回転させ、多芯シールドケーブル1の撚り合わされた芯線を撚り戻す処理が行われる。以下、第2ステーションSt2で行われる処理を「シース2のセミストリップ」とも呼ぶ。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
新明和工業株式会社
コンテナ
2日前
新明和工業株式会社
ダンプカー
1か月前
新明和工業株式会社
ダンプトラック
6日前
新明和工業株式会社
コンテナ輸送方法、コンテナ及びトレーラ
7日前
新明和工業株式会社
水中ポンプの接続管及び水中ポンプユニット
6日前
新明和工業株式会社
プログラム、情報処理装置及び情報処理方法
1か月前
新明和工業株式会社
貨物自動車および貨物自動車の積載重量測定システム
20日前
新明和工業株式会社
機械式駐車設備
1か月前
新明和工業株式会社
空港地上支援機材
6日前
新明和工業株式会社
空港地上支援機材
12日前
新明和工業株式会社
ケーブル加工装置
1か月前
個人
充電制御システム
27日前
個人
永久磁石モーター
1日前
個人
電流制御形AC-DC電源
1か月前
株式会社ナユタ
電源装置
27日前
個人
移動体を用いる駐車場発電所
5日前
スズキ株式会社
移動システム
27日前
竹内工業株式会社
配線ダクト
12日前
エイブリック株式会社
バッテリ装置
2日前
カヤバ株式会社
モータ制御装置
1か月前
カヤバ株式会社
モータ制御装置
1か月前
株式会社ダイヘン
移動装置
5日前
ダイハツ工業株式会社
グロメット
26日前
個人
回転力発生装置
1か月前
富士電機株式会社
整流装置
20日前
三菱ケミカル株式会社
電池
1日前
株式会社ダイヘン
給電装置
28日前
住友電装株式会社
電気接続箱
15日前
愛知電機株式会社
巻線方法および巻線装置
今日
株式会社デンソー
携帯機
26日前
富士電機株式会社
電力変換装置
9日前
株式会社ダイヘン
電力変換装置
今日
ローム株式会社
半導体集積回路
14日前
富士電機株式会社
電力変換装置
1か月前
大阪瓦斯株式会社
蓄電装置
1日前
株式会社マキタ
充電器
9日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ