TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104985
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223223
出願日
2023-12-28
発明の名称
蓄電デバイスの製造方法
出願人
プライムプラネットエナジー&ソリューションズ株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
H01M
50/169 20210101AFI20250703BHJP(基本的電気素子)
要約
【課題】封口体の面変位量に応じて矯正変形量を変更して、封口体の精度必要面を基準値内に矯正できる蓄電デバイスの製造方法を提供すること。
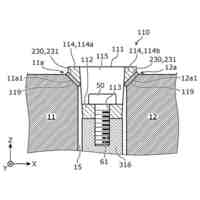
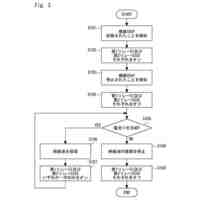
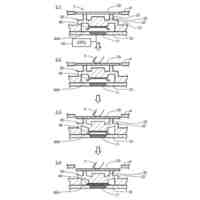
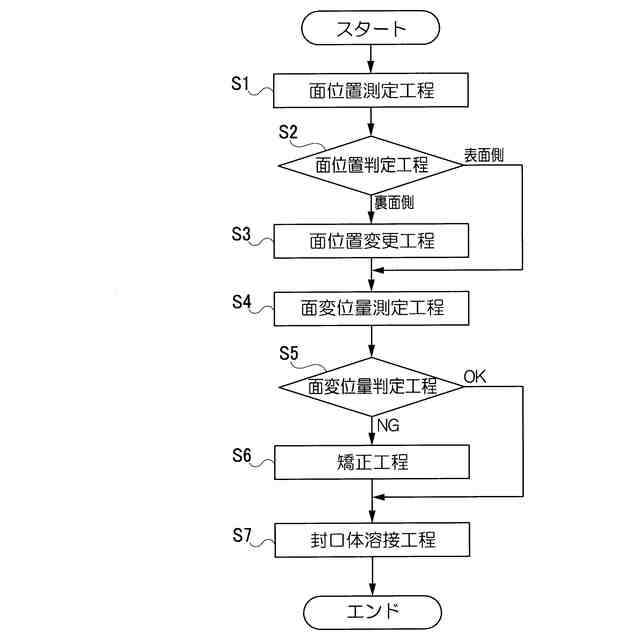
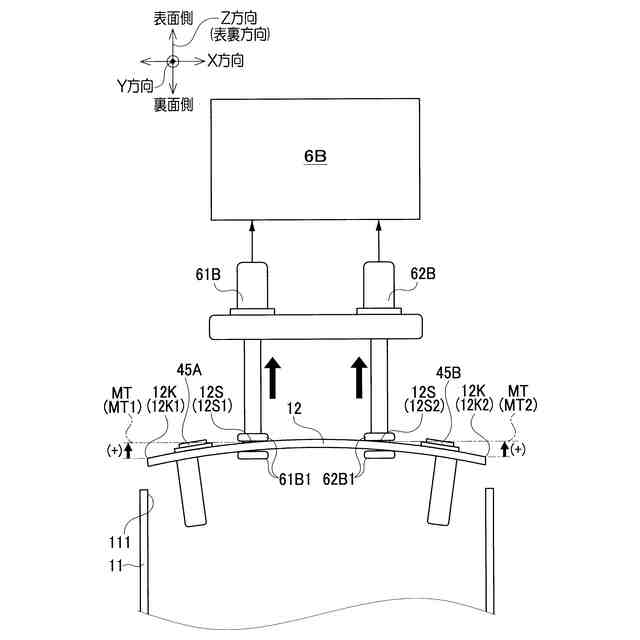
【解決手段】封口体12を矯正する矯正工程S6を備えた蓄電デバイス10の製造方法であって、封口体には精度必要面12Sを有し、精度必要面の面位置MTが支持点12Kより裏面側に位置すると判定した場合、精度必要面の面位置を表面側に予め変位させる。精度必要面の面位置を表面側に変位させた封口体を開口部111に挿入した状態で、精度必要面の支持点に対する面変位量Qが、所要の基準値KJを満たすか否かを判定する。矯正工程S6では、面変位量が基準値を満たさないと判定した場合、精度必要面に対して、面変位量と封口体を面変位量が零となる正規位置SKに自己の弾性力で復元させる弾性変形量DHとを加算した矯正変形量Pが生じる位置まで、裏面側へ負荷Fをかけた後、当該負荷を解放する。
【選択図】 図5
特許請求の範囲
【請求項1】
電極体を収納したケースの開口部を封止する封口体を、前記開口部と溶接する封口体溶接工程の以前に、矯正する矯正工程を備えた蓄電デバイスの製造方法であって、
前記封口体の表面には、所要の面位置精度が必要な精度必要面を有し、
前記封口体の表裏方向における前記精度必要面の面位置を測定する面位置測定工程と、
前記面位置測定工程にて測定した前記精度必要面の面位置が、前記開口部に挿入したときの前記封口体の支持点より、表面側に位置するか裏面側に位置するかを判定する面位置判定工程と、
前記面位置判定工程にて前記精度必要面の面位置が前記支持点より裏面側に位置すると判定した場合、前記精度必要面の面位置を前記支持点より表面側に変位させる面位置変更工程と、
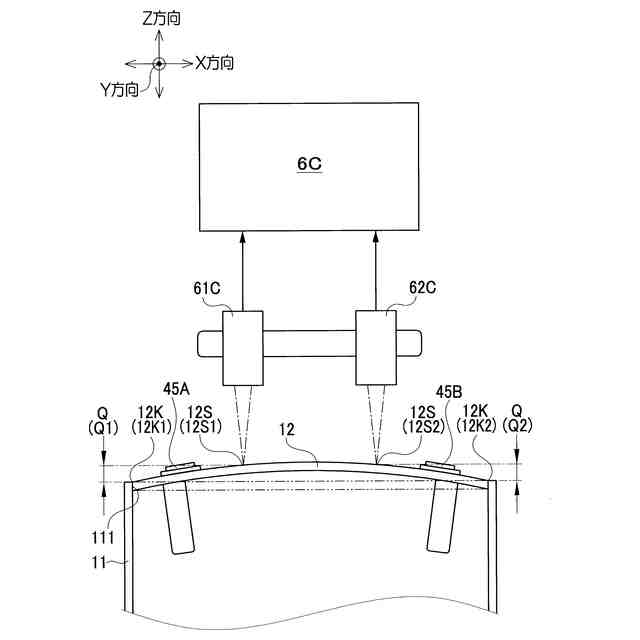
前記面位置判定工程にて前記精度必要面の面位置が前記支持点より表面側に位置すると判定された前記封口体、又は前記面位置変更工程にて前記精度必要面の面位置を前記支持点より表面側に変位させた前記封口体を、前記開口部に挿入した状態で、前記精度必要面の面位置の前記支持点に対する表裏方向への面変位量を測定する面変位量測定工程と、
前記面変位量測定工程で測定した前記面変位量が、所要の基準値を満たすか否かを判定する面変位量判定工程と、を備え、
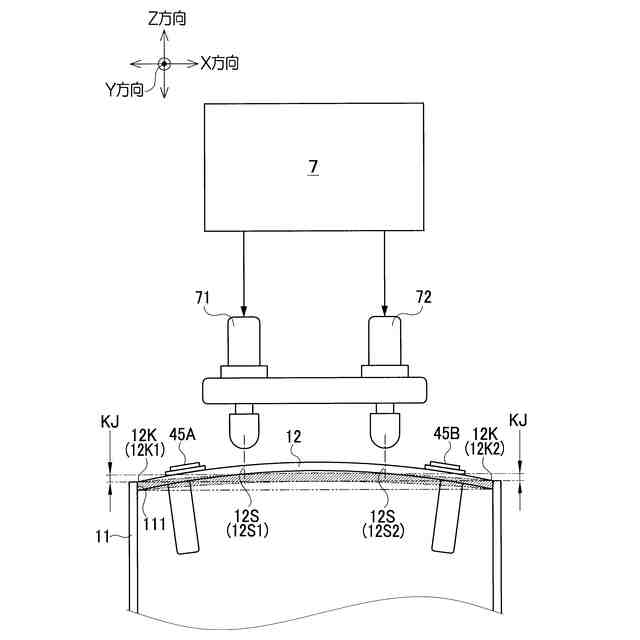
前記矯正工程では、前記面変位量判定工程にて前記面変位量が前記基準値を満たさないと判定した場合、前記精度必要面に対して、前記面変位量と前記封口体を前記面変位量が零となる正規位置に自己の弾性力で復元させる弾性変形量とを加算した矯正変形量が生じる位置まで、前記封口体の裏面側へ負荷をかけた後、当該負荷を解放する
畜電デバイスの製造方法。
続きを表示(約 640 文字)
【請求項2】
請求項1に記載された畜電デバイスの製造方法において、
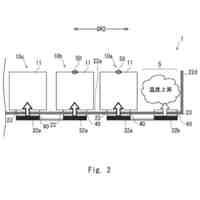
前記精度必要面は、前記蓄電デバイスの温度を監視する温度センサと接触可能に形成されたセンサ接触面である
畜電デバイスの製造方法。
【請求項3】
請求項1又は請求項2に記載された蓄電デバイスの製造方法において、
前記封口体の表面には、前記精度必要面を複数有し、
前記面位置測定工程では、それぞれの前記精度必要面の面位置を測定し、
前記面位置判定工程にて、少なくとも1つの前記精度必要面の面位置が前記支持点より裏面側に位置すると判定した場合、前記面位置変更工程では、全ての前記精度必要面の面位置を前記支持点より表面側に変位させる
蓄電デバイスの製造方法。
【請求項4】
請求項1又は請求項2に記載された蓄電デバイスの製造方法において、
前記封口体の表面には、前記精度必要面を複数有し、
前記面変位量測定工程では、それぞれの前記精度必要面の前記面変位量を測定し、
前記矯正工程では、前記面変位量判定工程にて少なくとも1つの前記面変位量が所要の基準値を満たさないと判定した場合、それぞれの前記精度必要面に対して、前記面変位量測定工程で測定したそれぞれの前記面変位量とそれぞれの前記弾性変形量とを加算した矯正変形量の平均値が生じる位置まで負荷をかけた後、当該負荷を解放する
蓄電デバイスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示技術は、蓄電デバイスの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
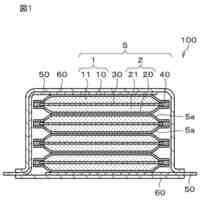
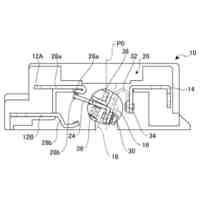
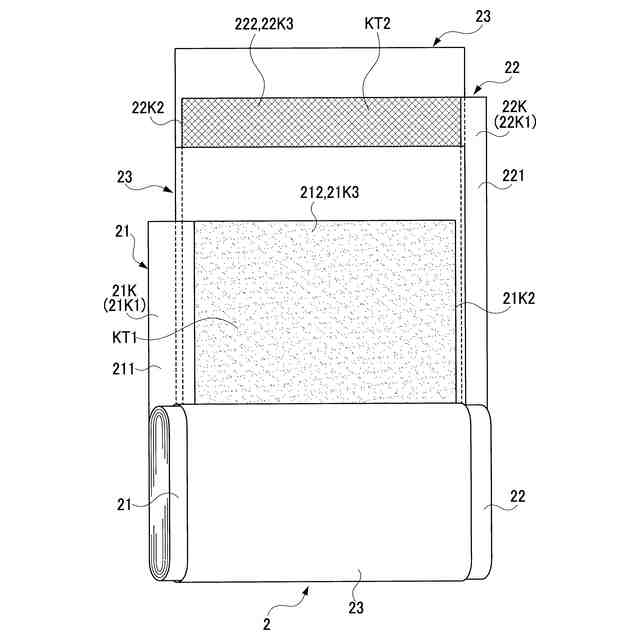
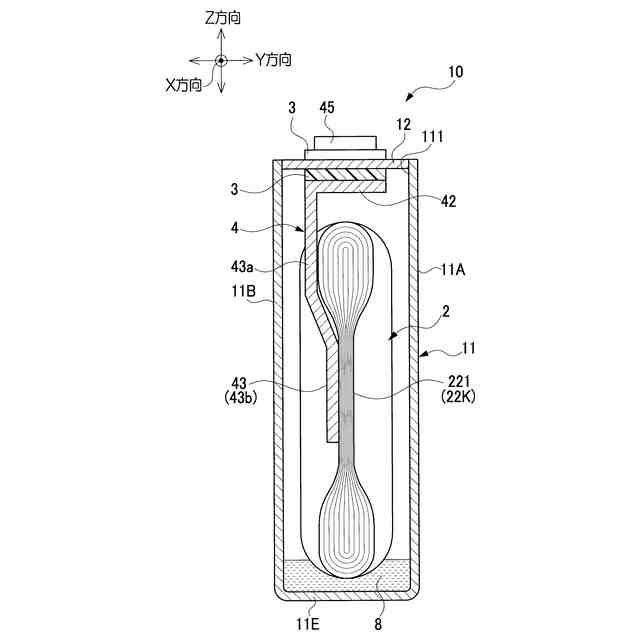
従来、ケース内に電極体を備えた蓄電デバイスでは、電極体の端部(活物質の非塗工部)と集電端子とを接合する際等において、外力が集電端子に加わり、集電端子が変形する現象が発生していた。そして、この集電端子の変形等に起因して、正負の集電端子が長手方向の両端部に結合されたケースの封口体は、左右非対称に表裏方向へ変位する面変位量が生じる場合があった。
【0003】
この点、例えば、特許文献1や特許文献2には、集電端子の剛性を高めることによって、外力に対する集電端子の変形を低減させる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-26705号公報
特開2019-125486号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
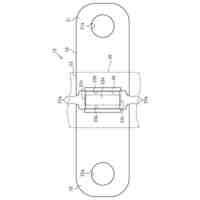
ところが、集電端子の剛性を高めても、封口体の剛性は、一般に集電端子の剛性よりも低いので、集電端子に作用する外力が、集電端子が結合された封口体に略そのまま伝達されて、封口体の面変位量を十分抑制できないという問題があった。また、封口体の面変位量は、製造する蓄電デバイス毎に、その大きさが異なるという問題があった。そして、通常、封口体の表面には、例えば、蓄電デバイスの温度を監視する温度センサと接触可能に形成されたセンサ接触面のように、他の部位より良好な面位置精度を確保することが必要な精度必要面が存在し、当該精度必要面の面位置精度を所要の基準値内に保証する必要があった。
【0006】
本開示技術は、かかる問題に鑑みてなされたものであって、製造する蓄電デバイス毎に封口体の面変位量が異なり、当該面変位量が左右非対称な場合でも、面変位量に応じて矯正変形量を変更して、封口体の精度必要面を基準値内に矯正することができ、信頼性の高い蓄電デバイスの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
(1)上記課題を解決するための本開示技術の一態様は、電極体を収納したケースの開口部を封止する封口体を、前記開口部と溶接する封口体溶接工程の以前に、矯正する矯正工程を備えた蓄電デバイスの製造方法であって、前記封口体の表面には、所要の面位置精度が必要な精度必要面を有し、前記封口体の表裏方向における前記精度必要面の面位置を測定する面位置測定工程と、前記面位置測定工程にて測定した前記精度必要面の面位置が、前記開口部に挿入したときの前記封口体の支持点より、表面側に位置するか裏面側に位置するかを判定する面位置判定工程と、前記面位置判定工程にて前記精度必要面の面位置が前記支持点より裏面側に位置すると判定した場合、前記精度必要面の面位置を前記支持点より表面側に変位させる面位置変更工程と、前記面位置判定工程にて前記精度必要面の面位置が前記支持点より表面側に位置すると判定された前記封口体、又は前記面位置変更工程にて前記精度必要面の面位置を前記支持点より表面側に変位させた前記封口体を、前記開口部に挿入した状態で、前記精度必要面の面位置の前記支持点に対する表裏方向への面変位量を測定する面変位量測定工程と、前記面変位量測定工程で測定した前記面変位量が、所要の基準値を満たすか否かを判定する面変位量判定工程と、を備え、前記矯正工程では、前記面変位量判定工程にて前記面変位量が前記基準値を満たさないと判定した場合、前記精度必要面に対して、前記面変位量と前記封口体を面変位量が零となる正規位置に自己の弾性力で復元させる弾性変形量とを加算した矯正変形量が生じる位置まで、封口体の裏面側へ負荷をかけた後、当該負荷を解放する畜電デバイスの製造方法である。
【0008】
(2)(1)に記載された畜電デバイスの製造方法において、前記精度必要面は、前記蓄電デバイスの温度を監視する温度センサと接触可能に形成されたセンサ接触面であることが好ましい。
【0009】
(3)(1)又は(2)に記載された蓄電デバイスの製造方法において、前記封口体の表面には、前記精度必要面を複数有し、前記面位置測定工程では、それぞれの前記精度必要面の面位置を測定し、前記面位置判定工程にて、少なくとも1つの前記精度必要面の面位置が前記支持点より裏面側に位置すると判定した場合、前記面位置変更工程では、全ての前記精度必要面の面位置を前記支持点より表面側に変位させることが好ましい。
【0010】
(4)(1)又は(2)に記載された蓄電デバイスの製造方法において、前記封口体の表面には、前記精度必要面を複数有し、前記面変位量測定工程では、それぞれの前記精度必要面の前記面変位量を測定し、前記矯正工程では、前記面変位量判定工程にて少なくとも1つの前記面変位量が所要の基準値を満たさないと判定した場合、それぞれの前記精度必要面に対して、前記面変位量測定工程で測定したそれぞれの前記面変位量とそれぞれの前記弾性変形量とを加算した矯正変形量の平均値が生じる位置まで負荷をかけた後、当該負荷を解放することが好ましい。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
1か月前
日東精工株式会社
端子部品
1か月前
株式会社ExH
電流開閉装置
13日前
株式会社潤工社
同軸ケーブル
11日前
レナタ・アーゲー
電池
28日前
株式会社クオルテック
空気電池
25日前
個人
鉄心用材料とその製造方法
18日前
株式会社メルビル
ステージ
20日前
エイブリック株式会社
半導体装置
13日前
ローム株式会社
半導体装置
1か月前
株式会社GSユアサ
蓄電装置
18日前
太陽誘電株式会社
コイル部品
1か月前
株式会社GSユアサ
蓄電装置
11日前
株式会社GSユアサ
蓄電装置
13日前
株式会社GSユアサ
蓄電装置
1か月前
三洲電線株式会社
撚線
1か月前
三菱電機株式会社
漏電遮断器
1か月前
オムロン株式会社
電磁継電器
14日前
豊田鉄工株式会社
コイル部品
27日前
株式会社GSユアサ
蓄電装置
18日前
株式会社GSユアサ
蓄電装置
18日前
株式会社GSユアサ
蓄電装置
18日前
株式会社GSユアサ
蓄電装置
18日前
オムロン株式会社
スイッチ装置
11日前
中国電力株式会社
移動用変圧器
27日前
株式会社高田製作所
電源切替器
1か月前
日星電気株式会社
ケーブルアセンブリ
12日前
トヨタ自動車株式会社
電源装置
13日前
株式会社村田製作所
電池
1か月前
トヨタ自動車株式会社
二次電池
1か月前
住友電装株式会社
端子台
12日前
株式会社ダイヘン
変圧器
4日前
株式会社GSユアサ
極板積層装置
1か月前
トヨタ自動車株式会社
電池パック
1か月前
東洋電装株式会社
操作装置
14日前
トヨタ自動車株式会社
電池パック
13日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ