TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098462
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214601
出願日
2023-12-20
発明の名称
蓄電装置の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
主分類
H01M
10/04 20060101AFI20250625BHJP(基本的電気素子)
要約
【課題】製造工程時間を短縮可能な蓄電装置の製造方法の提供。
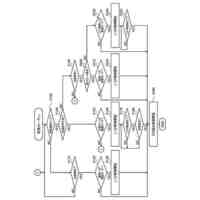
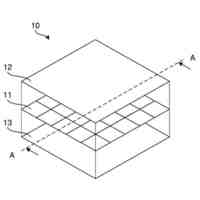
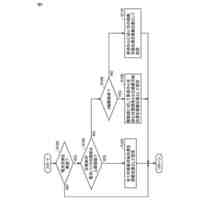
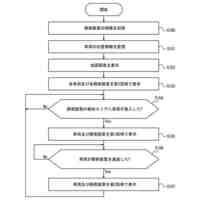
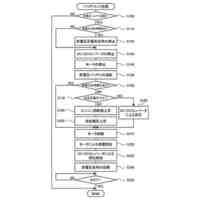
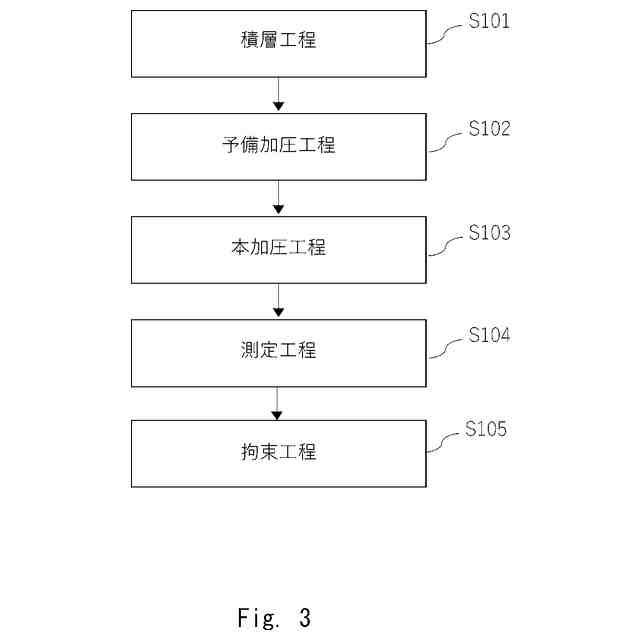
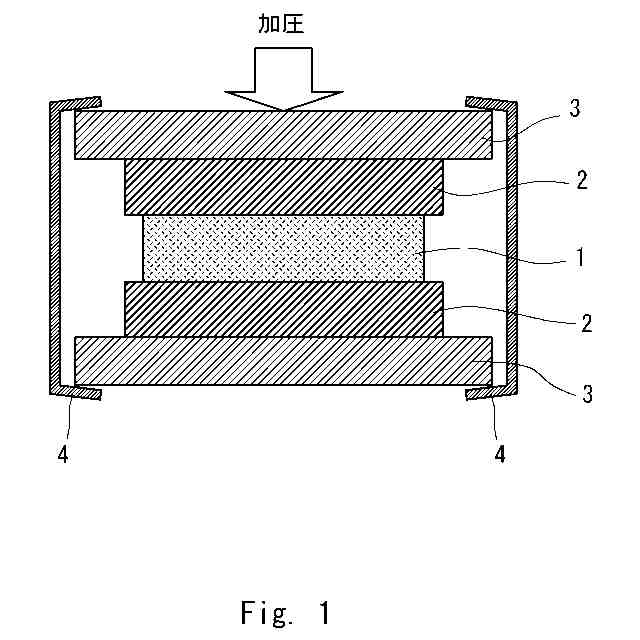
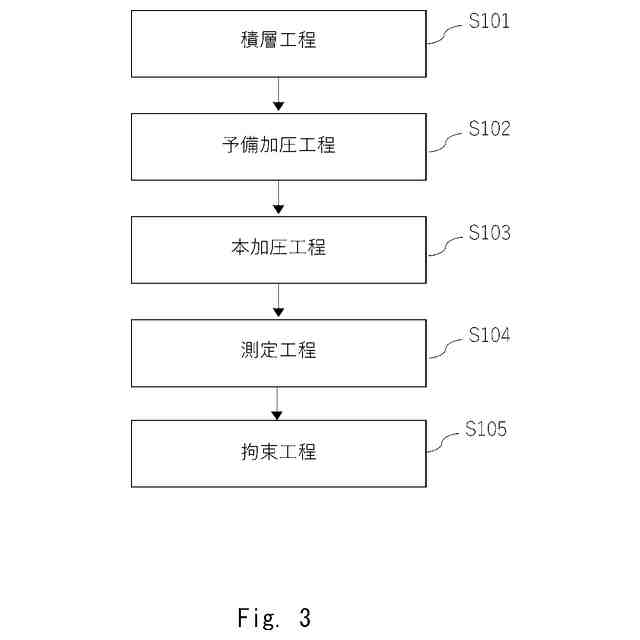
【解決手段】本発明にかかる蓄電装置の製造方法は、複数の電極が積層された電極積層体11を備える蓄電モジュール1を1又は複数備える蓄電装置の製造方法であって、予備加圧によって、弾性体2を介して前記蓄電モジュール1を加圧する予備加圧工程(ステップS102)と、前記予備加圧工程(ステップS102)の後に、前記予備加圧よりも低い本加圧によって、前記弾性体2を介して前記蓄電モジュール1を加圧する本加圧工程(ステップS103)と、前記本加圧工程(ステップS103)の後に、少なくとも前記蓄電モジュール1と前記弾性体2を含む積層構造における積層方向の距離を測定する測定工程(ステップS104)とを備えるものである。
【選択図】図3
特許請求の範囲
【請求項1】
複数の電極が積層された電極積層体を備える蓄電モジュールを1又は複数備える蓄電装置の製造方法であって、
予備加圧によって、弾性体を介して前記蓄電モジュールを加圧する予備加圧工程と、
前記予備加圧工程の後に、前記予備加圧よりも低い本加圧によって、前記弾性体を介して前記蓄電モジュールを加圧する本加圧工程と、
前記本加圧工程の後に、少なくとも前記蓄電モジュールと前記弾性体を含む積層構造における積層方向の距離を測定する測定工程と、
を備えた蓄電装置の製造方法。
続きを表示(約 480 文字)
【請求項2】
前記弾性体は、発泡材料を含む、
請求項1に記載の蓄電装置の製造方法。
【請求項3】
前記弾性体は、前記蓄電モジュールを挟む一対の部材である、
請求項1又は2に記載の蓄電装置の製造方法。
【請求項4】
前記測定工程の後に、前記積層構造を拘束する拘束体の位置を拘束治具により固定する拘束工程を備える、
請求項1又は2に記載の蓄電装置の製造方法。
【請求項5】
複数の電極が積層された積層体を備える蓄電モジュールを1又は複数備える蓄電装置の製造方法であって、
予備加圧によって、弾性体を介して前記蓄電モジュールを加圧する予備加圧工程と、
前記予備加圧工程の後に、前記予備加圧よりも低い本加圧によって、前記弾性体を介して前記蓄電モジュールを加圧する本加圧工程と、
前記本加圧工程において前記本加圧によって加圧した状態において前記弾性体の体積変化が収束した段階で、前記蓄電モジュールと前記弾性体を固定する拘束工程と、
を備えた蓄電装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は蓄電装置の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
蓄電装置の一種として、複数の電極が積層された積層体を備える蓄電モジュールを1又は複数備える蓄電装置がある。蓄電モジュールは、例えば、セパレータを介して複数のバイポーラ電極が積層された積層体を備えている。このような構造の蓄電装置を製造する、複数の工程の一部では、バイポーラ電極同士の接触を維持した状態で各種の作業を実行する必要がある。
例えば、特許文献1では、蓄電モジュールに対して付加した拘束圧を維持した状態で、所定の製造工程を行う手法について開示している。この文献において、蓄電モジュールは、弾性体と拘束体を介して拘束圧が付加されている。そして、付加した拘束圧を拘束治具によって維持した状態において、所定の製造工程が実行されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-19710号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された蓄電装置の製造方法に関し、発明者らは以下の問題点を見出した。
蓄電モジュールに対して拘束治具によって所望の拘束圧を付加した状態を維持するためには、例えば、加圧装置によって所望の拘束圧が付加された状態において、拘束体に挟まれた弾性体と蓄電モジュールの厚みを測定し、その厚みを維持するために、拘束治具で固定する必要がある。
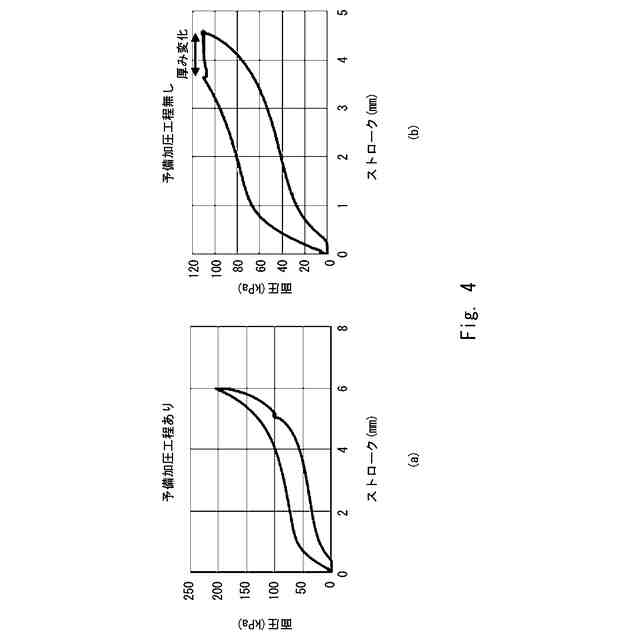
発明者らは、実験により、測定工程において、拘束圧を付加することに伴い、弾性体の厚みが徐々に減少し、弾性体と蓄電モジュールの厚みが変化してしまう現象を見出した。このように、徐々に弾性体の厚みが変化している状態では、所望の拘束圧を生じさせるための弾性体と蓄電モジュールの厚みを正確に測定できない。このため、弾性体の厚みの時間変化が無くなるまで待つ必要がある。したがって、測定工程の時間が長くなり、そして、蓄電装置の製造工程時間も長くなる。
【0005】
本発明は、このような課題を解決するためになされたものであり、製造工程時間を短縮可能な、蓄電装置の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明にかかる蓄電装置の製造方法は、複数の電極が積層された電極積層体を備える蓄電モジュールを1又は複数備える蓄電装置の製造方法であって、予備加圧によって、弾性体を介して前記蓄電モジュールを加圧する予備加圧工程と、前記予備加圧工程の後に、前記予備加圧よりも低い本加圧によって、前記弾性体を介して前記蓄電モジュールを加圧する本加圧工程と、前記本加圧工程の後に、少なくとも前記蓄電モジュールと前記弾性体を含む積層構造における積層方向の距離を測定する測定工程とを備えるものである。
【0007】
ここで、前記弾性体は、発泡材料を含むことが好ましい。本発明にかかる蓄電装置の製造方法は、このような構成において、特に弾性体の時間経過による厚みの変化を抑えることができる。
【0008】
また、前記弾性体は、前記蓄電モジュールを挟む一対の部材であることが好ましい。このような構成により、蓄電モジュールへより均一に圧力を付加できる。
【0009】
さらに、前記測定工程後に、前記積層構造を拘束する拘束体の位置を拘束治具により固定する拘束工程を備えることが好ましい。このような構成により、蓄電モジュールへ付加した拘束圧を維持した状態において、所定の製造工程が実行できる。
【0010】
本発明にかかる蓄電装置の製造方法は、複数の電極が積層された積層体を備える蓄電モジュールを1又は複数備える蓄電装置の製造方法であって、予備加圧によって、弾性体を介して前記蓄電モジュールを加圧する予備加圧工程と、前記予備加圧工程後に、前記予備加圧よりも低い本加圧によって、前記弾性体を介して前記蓄電モジュールを加圧する本加圧工程と、前記本加圧工程において前記本加圧によって加圧した状態において前記弾性体の体積変化が収束した段階で、前記蓄電モジュールと前記弾性体を固定する拘束工程とを備えるものであってもよい。
このような構成により、本加圧工程の後に、測定工程を実行することなく、拘束工程を実行できる。この場合においても、拘束治具による拘束状態で、蓄電モジュールに対して所望の拘束圧を付加し続けた状態を維持することができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
膜体
10日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
方法
25日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電極
1か月前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
8日前
トヨタ自動車株式会社
電極
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
装置
1か月前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
方法
22日前
トヨタ自動車株式会社
充電器
22日前
トヨタ自動車株式会社
自動車
2日前
トヨタ自動車株式会社
自動車
1か月前
トヨタ自動車株式会社
電極体
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
軸部材
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ