TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097900
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2024172643
出願日
2024-10-01
発明の名称
処理不要印刷版ベース用のアルミニウム合金板ベルト材及びその製造方法
出願人
チナルコ マテリアルズ アプリケーション リサーチ インスティテューション カンパニー,リミテッド
,
Chinalco Materials Application Research Institution Co.,Ltd.
,
チナルコ ルイミン カンパニー,リミテッド
,
CHINALCO RUIMIN CO.,LTD.
代理人
弁理士法人藤本パートナーズ
主分類
C22C
21/00 20060101AFI20250624BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】処理不要印刷版ベース用のアルミニウム合金板ベルト材の引張強さと砂目性能を適合させることが可能な、前記アルミニウム合金板ベルト材及びその製造方法を提供する。
【解決手段】アルミニウム合金板ベルト材は、質量百分率で、含有量0.02%~0.10%のSi、含有量0.10%~0.35%のFe、含有量<0.05%のCu、含有量<0.02%のMn、含有量0.17%~0.35%のMg、含有量<0.02%のZn、及び含有量<0.03%のTiを含み、残量がAlといくつかの種類の不可避的不純物であり、不純物の合計含有量が<0.15%で、単一の不純物の含有量が<0.05%である。上記含有量の元素を含む処理不要印刷版ベース用のアルミニウム合金板ベルト材は、高い抗軟化変形能力、高い解像度及び耐印刷能力を有するため、引張強さと砂目性能を適合させることができる。
【選択図】図1
特許請求の範囲
【請求項1】
処理不要印刷版ベース用のアルミニウム合金板ベルト材であって、質量百分率で、前記アルミニウム合金板ベルト材は、含有量0.02%~0.10%のSi、含有量0.10%~0.35%のFe、含有量<0.05%のCu、含有量<0.02%のMn、含有量0.17%~0.35%のMg、含有量<0.02%のZn、及び含有量<0.03%のTiを含み、残量がAlといくつかの種類の不可避的不純物であり、不純物の合計含有量が<0.15%で、単一の不純物の含有量が<0.05%であり、
ただし、前記アルミニウム合金板ベルト材の引張強さが170MPa~210MPaであり、
前記アルミニウム合金板ベルト材の電解砂目粗さRaが0.45μm~0.55μmで、Rzが3.50μm~4.60μmであり、
前記アルミニウム合金板ベルト材の電極電位が-0.7V~-0.9Vであり、
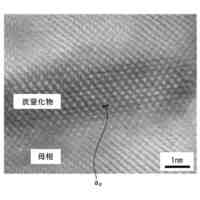
前記アルミニウム合金板ベルト材における長さ5μmを超えるFe含有第2相の個数密度が≦10個/mm
2
であり、前記アルミニウム合金板ベルト材における変形結晶粒子の占める面積割合が≧90%であることを特徴とする、アルミニウム合金板ベルト材。
続きを表示(約 990 文字)
【請求項2】
前記アルミニウム合金板ベルト材の粗さRaが0.2μm~0.3μmで、Rzが1.5μm~2.5μmであることを特徴とする、請求項1に記載のアルミニウム合金板ベルト材。
【請求項3】
陽極酸化後、前記アルミニウム合金板ベルト材の陽極酸化表面のピット欠陥の直径は<0.2mmであり、及び/又は前記アルミニウム合金板ベルト材の陽極酸化表面の色差ΔEは<0.25であり、及び/又は前記アルミニウム合金板ベルト材の陽極酸化表面の輝度差ΔLは<0.25であることを特徴とする、請求項1又は2に記載のアルミニウム合金板ベルト材。
【請求項4】
前記アルミニウム合金板ベルト材の降伏強さは≧160MPaであり、及び/又は前記アルミニウム合金板ベルト材の伸び率は≧1%で、好ましくは≧4%であることを特徴とする、請求項1又は2に記載のアルミニウム合金板ベルト材。
【請求項5】
製造方法は、鋳造、加熱処理、熱間圧延、一次冷間圧延、中間焼鈍、及び二次冷間圧延を順次行う工程を含み、
ただし、中間焼鈍工程の温度は420℃~440℃で、鋳造工程の冷却水温度は19℃~25℃であることを特徴とする、請求項1又は2に記載のアルミニウム合金板ベルト材の製造方法。
【請求項6】
前記中間焼鈍工程では、昇温速度は20℃/時間~30℃/時間で、保温時間は2時間~4時間であることを特徴とする、請求項5に記載の製造方法。
【請求項7】
鋳造工程後の静置時間は30分~50分で、及び/又は加熱処理工程の温度は440℃~480℃であることを特徴とする、請求項5に記載の製造方法。
【請求項8】
熱間圧延工程の圧延開始温度は420℃~460℃で、及び/又は最終圧延温度は270℃~310℃であることを特徴とする、請求項5に記載の製造方法。
【請求項9】
一次冷間圧延工程における圧延速度は300m/分間~1000m/分間であることを特徴とする、請求項5に記載の製造方法。
【請求項10】
二次冷間圧延工程における圧延ローラの表面粗さは0.3μm~0.4μmで、及び/又は前記二次冷間圧延工程における冷間圧延率は80%~90%であることを特徴とする、請求項5に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金鋳造の技術分野に関し、具体的には、処理不要印刷版ベース用のアルミニウム合金板ベルト材及びその製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
アルミニウム材は、その強度が高く、表面処理性が良く、親水性が良いなどの性能特点により、印刷版ベースの製造に使用され、印刷版ベースに、安定性が良い、解像度が高い、及び耐印刷能力が強いという利点を有させる。その印刷の仕組みは、アルミニウム板を表面処理し、その後、一層の感光性樹脂を塗布して印刷版ベースとして製造し、感光性樹脂層の親インク性及び砂目層のアルミニウムベースの親水性という特性を依頼して印刷を完了することである。通常のCTP版やPS版と比較して、処理不要印刷版ベースは、多層砂目形貌表面を有し、解像度が高く、環境に優しく、発展スペースが非常に大きい。
【0003】
従って、処理不要印刷版ベース用のアルミニウム材の引張強さと砂目性能を適合させるという問題、及び処理不要印刷版ベース表面のスジ欠陥やピット欠陥は常に、この製品のバッチ的普及と応用を制限するボトルネック問題である。
【発明の概要】
【0004】
本発明の主な目的は、従来技術における処理不要印刷版ベース用のアルミニウム材の引張強さと砂目性能を適合させることが困難であるという問題を解決するために、処理不要印刷版ベース用のアルミニウム合金板ベルト材及びその製造方法を提供することである。
【0005】
上記目的を達成するために、本発明の第1態様によれば、処理不要印刷版ベース用のアルミニウム合金板ベルト材が提供され、質量百分率で、該アルミニウム合金板ベルト材は、含有量0.02%~0.10%のSi、含有量0.10%~0.35%のFe、含有量<0.05%のCu、含有量<0.02%のMn、含有量0.17%~0.35%のMg、含有量<0.02%のZn、及び含有量<0.03%のTiを含み、残量がAlといくつかの種類の不可避的不純物であり、不純物の合計含有量が<0.15%で、単一の不純物の含有量が<0.05%であり、ただし、アルミニウム合金板ベルト材の引張強さが170~210MPaであり、アルミニウム合金板ベルト材の電解砂目粗さRaが0.45~0.55μmで、Rzが3.50~4.60μmであり、アルミニウム合金板ベルト材の電極電位が-0.7V~-0.9Vであり、アルミニウム合金板ベルト材における長さ5μmを超えるFe含有第2相の個数密度が≦10個/mm
2
であり、アルミニウム合金板ベルト材における変形結晶粒子の占める面積割合が≧90%である。
【0006】
更に、上記アルミニウム合金板ベルト材の粗さRaが0.2~0.3μmで、Rzが1.5~2.5μmである。
【0007】
更に、陽極酸化後、上記アルミニウム合金板ベルト材の陽極酸化表面のピット欠陥の直径は<0.2mmであり、及び/又はアルミニウム合金板ベルト材の陽極酸化表面の色差ΔEは<0.25であり、及び/又はアルミニウム合金板ベルト材の陽極酸化表面の輝度差ΔLは<0.25である。
【0008】
更に、上記アルミニウム合金板ベルト材の降伏強さは≧160MPaであり、及び/又はアルミニウム合金板ベルト材の伸び率は≧1%で、好ましくは≧4%である。
【0009】
本発明の別の態様によれば、前記アルミニウム合金板ベルト材の製造方法が提供され、該製造方法は、順次に行われる鋳造、加熱処理、熱間圧延、一次冷間圧延、中間焼鈍、及び二次冷間圧延の工程を含み、ただし、中間焼鈍工程の温度は420~440℃で、鋳造工程の冷却水温度は19~25℃である。
【0010】
更に、上記中間焼鈍工程では、昇温速度は20~30℃/時間で、保温時間は2~4時間である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
19日前
宏幸株式会社
金属回収方法
4か月前
個人
高強度せん断補強筋用の鋼材
4か月前
株式会社神戸製鋼所
鋼材
3か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
株式会社神戸製鋼所
銅合金板
4日前
日本製鉄株式会社
鋼材
7日前
日本製鉄株式会社
鋼材
7日前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
7日前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
7日前
大同メタル工業株式会社
摺動材料
24日前
大同特殊鋼株式会社
鋼材及び金型
20日前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
JFEスチール株式会社
浸炭鋼部品
4か月前
住友金属鉱山株式会社
銅の製造方法
1か月前
JFEスチール株式会社
亜鉛回収方法
1か月前
JFEスチール株式会社
鋼および鋼部品
24日前
株式会社SCREENホールディングス
反応槽
19日前
日本製鉄株式会社
軸受用鋼管
2か月前
株式会社村田製作所
スズイオンの分離方法
3か月前
株式会社プロテリアル
合金部材及び合金部材の製造方法
2か月前
日本製鉄株式会社
ステンレス鋼材
26日前
日本製鉄株式会社
ステンレス鋼材
26日前
日本製鉄株式会社
焼結鉱の製造方法
2か月前
日本製鉄株式会社
ステンレス鋼材
27日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ