TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025096584
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2025067057,2022169318
出願日
2025-04-15,2022-10-21
発明の名称
立体賦形シート及びヒトの頭皮用ブラシ
出願人
花王株式会社
代理人
弁理士法人翔和国際特許事務所
主分類
A45D
19/00 20060101AFI20250619BHJP(手持品または旅行用品)
要約
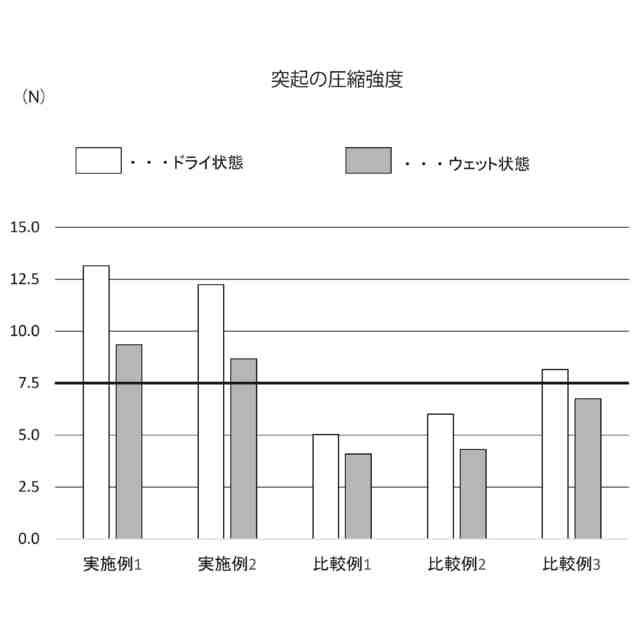
【課題】ウェット状態においても突起の圧縮強度に優れ、該突起による押圧力を維持できる、立体賦形シート及びこの製造方法を提供すること。
【解決手段】本発明の立体賦形シート1は、基板2及び該基板2の一面から突出した多数の突起3を有し、不織布から形成されている。立体賦形シート1は、ウェット状態における突起3の圧縮強度が7.5N以上である。本発明の立体賦形シート1の製造方法は、不織布原反を熱処理して、少なくとも一方向に70%以上90%以下に収縮させる工程と、収縮した不織布原反に対して、該不織布原反の溶融温度以下でプレス加工を施す工程とを具備する。
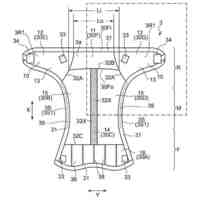
【選択図】図3
特許請求の範囲
【請求項1】
基板及び該基板の一面から突出した多数の突起を有し、不織布から形成されており、
ウェット状態における前記突起の圧縮強度が7.5N以上である、立体賦形シート。
続きを表示(約 670 文字)
【請求項2】
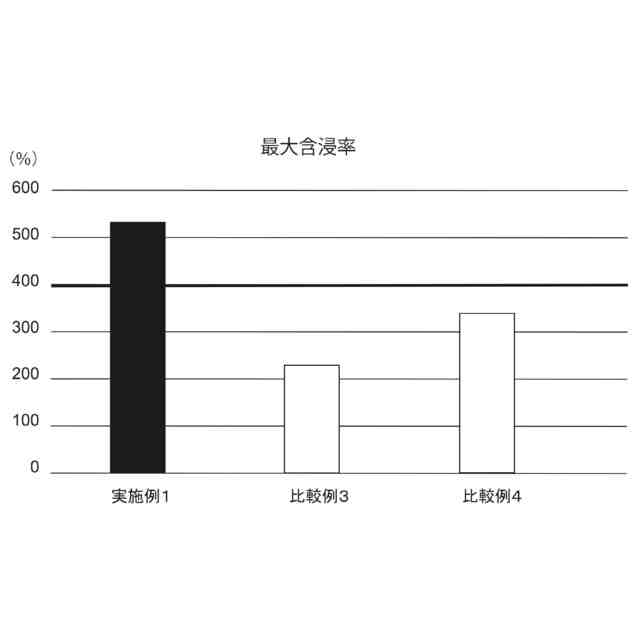
1.0質量%ポリオキシエチレンラウリルエーテル水溶液の最大含浸率が300%以上である、請求項1に記載の立体賦形シート。
【請求項3】
0.1質量%ポリオキシエチレンラウリルエーテル水溶液の最大含浸率が300%以上である、請求項1又は2に記載の立体賦形シート。
【請求項4】
水を350%含浸させた状態で前記立体賦形シートを対象物に接触させたとき、該対象物への該水の移行量が2.0g以上である、請求項1~3の何れか1項に立体賦形シート。
【請求項5】
液状物が250%以上含浸されている、請求項1~4の何れか1項に記載の立体賦形シート。
【請求項6】
坪量が200g/m
2
以上である、請求項1~5の何れか1項に記載の立体賦形シート。
【請求項7】
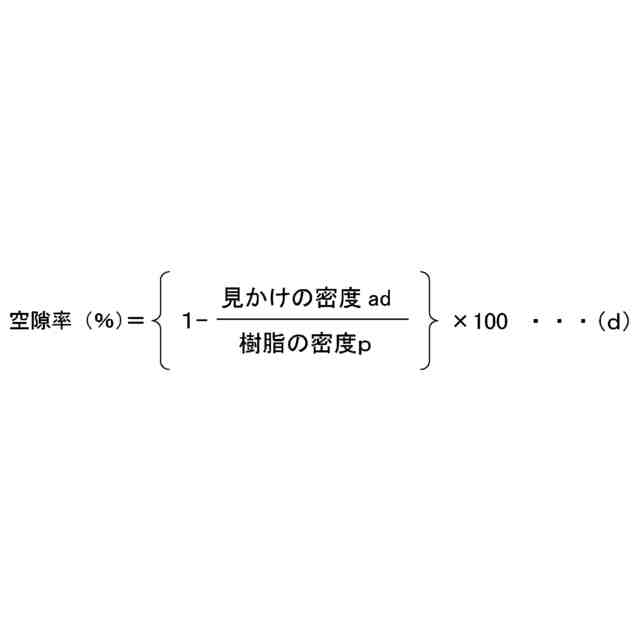
構成繊維間の空隙率が74%以上85%以下である、請求項1~6の何れか1項に記載の立体賦形シート。
【請求項8】
請求項1~7の何れか1項に記載の立体賦形シートの製造方法であって、
不織布原反を熱処理して、少なくとも一方向に70%以上90%以下に収縮させる工程と、
収縮した前記不織布原反に対して、該不織布原反の溶融温度以下でプレス加工を施す工程とを具備する、立体賦形シートの製造方法。
【請求項9】
前記熱処理により、前記不織布原反の坪量を該熱処理前の110%以上の坪量にする、請求項8に記載の立体賦形シートの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、立体賦形シート及びこの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
不織布からなる基板の一面に複数の突起が形成された、立体賦形シートが知られている。斯かる立体賦形シートは、頭髪及び頭皮の洗浄やマッサージ、ペットのブラッシングに用いられるブラシとして開示されている(特許文献1~4)。
また特許文献1及び4には、短繊維ニードルパンチ不織布からなる素材布を、雄型側成形部と雌型側成形部との間に挟持されないようにしつつ、該雄型側成形部で該素材布を雌型側成形部の内側へ突き出し熱プレス成形して突起を形成する、立体賦形シートの製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平11-309017号公報
特開平11-332650号公報
特開2002-209633号公報
特開2004-097825号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
立体賦形シートをブラシとして用いる際、シャワーを浴びながらブラッシングしたり、毛髪化粧料を塗布しながらブラッシングしたりすることがある。この場合、立体賦形シートが水や毛髪化粧料でウェット状態となり、濡れた突起が軟化して、該突起の圧縮強度が低下する傾向にある。これにより、頭皮等の対象物への押圧力が低下して、毛髪を突起で梳く感触やマッサージ性能が損なわれる虞がある。特許文献1~4の技術は、ウェット状態下の突起の性能について検討されたものではない。
【0005】
本発明は、ウェット状態でも突起の圧縮強度に優れた、立体賦形シート及びこれの製造方法を提供することに関する。
【課題を解決するための手段】
【0006】
本発明は、基板及び該基板の一面から突出した多数の突起を有し、不織布から形成されている、立体賦形シートに関する。
前記立体賦形シートは、ウェット状態における前記突起の圧縮強度が7.5N以上であることが好ましい。
【0007】
また本発明は、前記立体賦形シートの製造方法に関する。
前記製造方法は、不織布原反を熱処理して、少なくとも一方向に10%以上30%以下に収縮させる工程を具備することが好ましい。
前記製造方法は、収縮した前記不織布原反に対して、該不織布原反の溶融温度以下でプレス加工を施す工程を具備することが好ましい。
【発明の効果】
【0008】
本発明の立体賦形シートによれば、ウェット状態においても突起の圧縮強度に優れ、該突起による押圧力を維持できる。
本発明の立体賦形シートの製造方法によれば、ウェット状態においても突起の圧縮強度に優れる立体賦形シートを製造できる。
【図面の簡単な説明】
【0009】
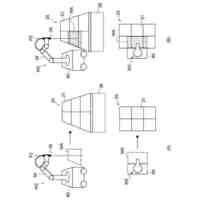
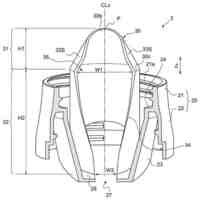
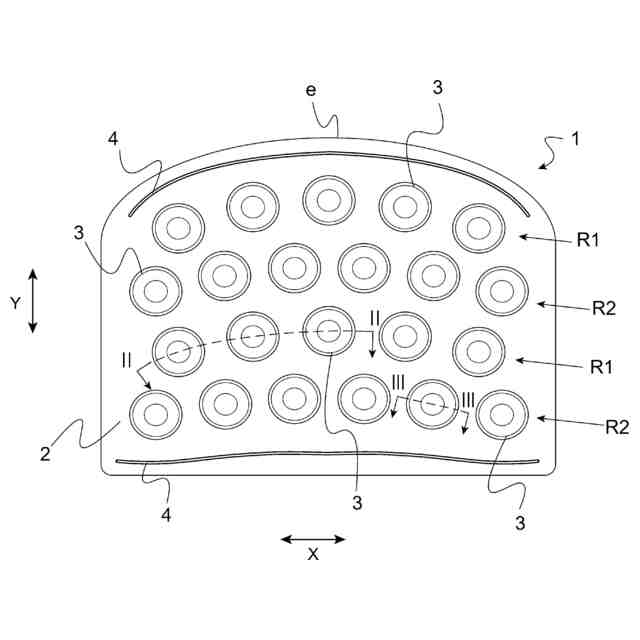
図1は、本発明に係る立体賦形シートの一実施形態を示す平面図である。
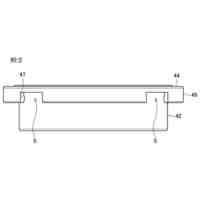
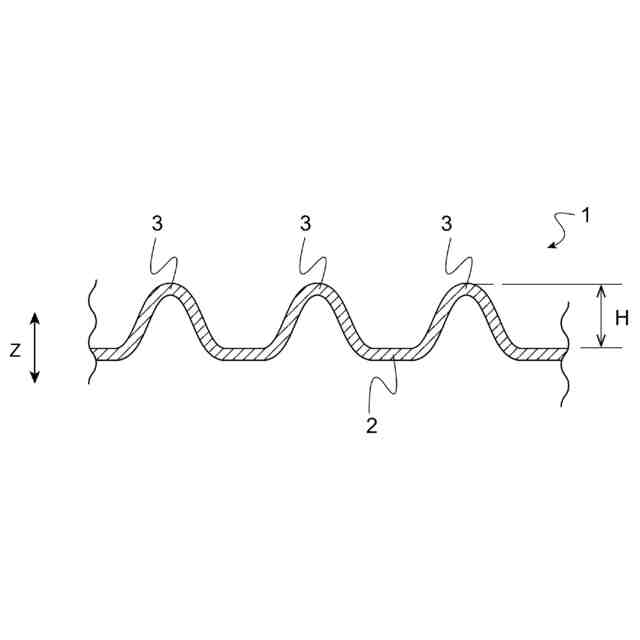
図2は、図1のII-II線端面図である。
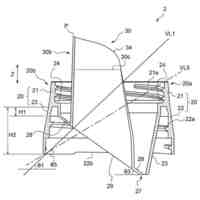
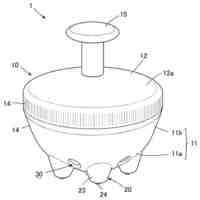
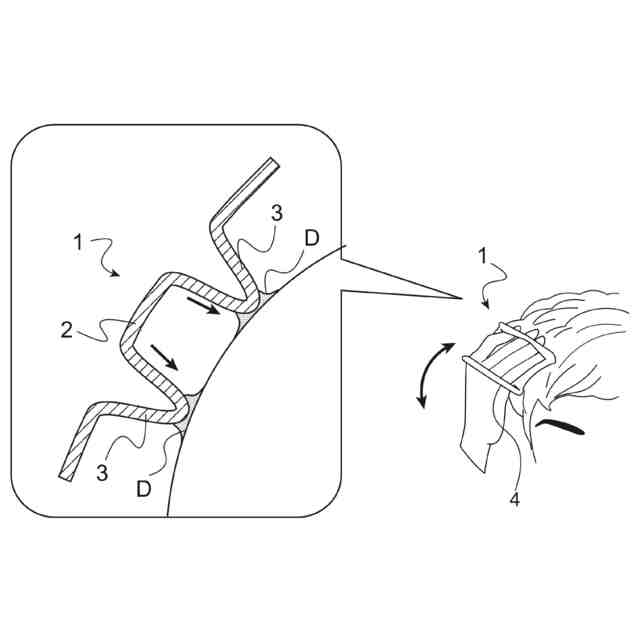
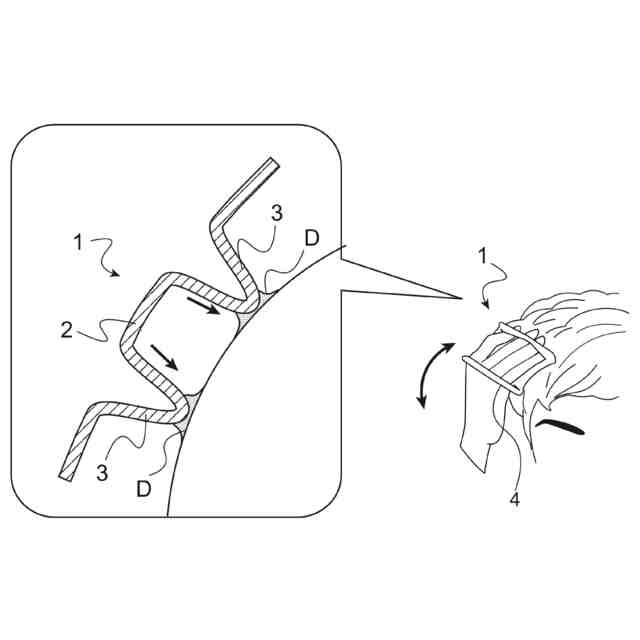
図3は、図1の立体賦形シートをブラシとして使用した場合の模式図である。
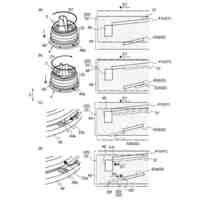
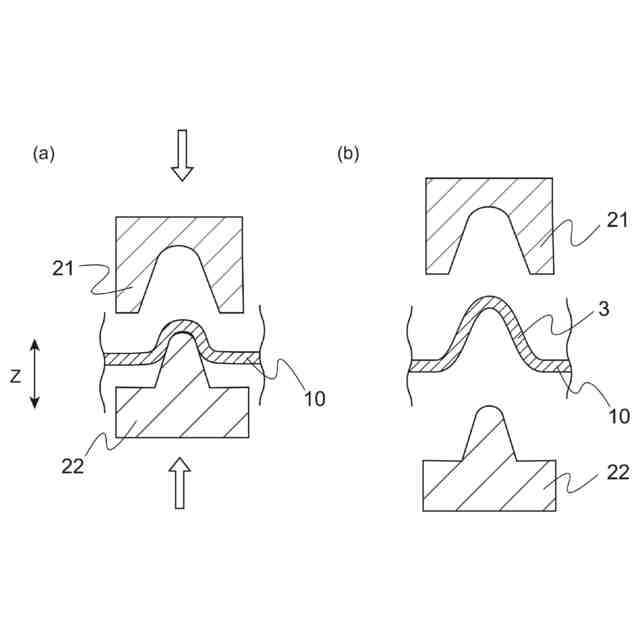
図4は、図1の立体賦形シートの製造方法における熱処理工程を示す概略図である。
図5は、図1の立体賦形シートの製造方法におけるプレス加工工程を示す概略図である。
図6は、実施例1、2及び比較例1~3における立体賦形シートの突起について、ドライ状態及びウェット状態それぞれの圧縮強度を示すグラフである。
図7は、実施例1及び比較例3、4における立体賦形シートについて、最大含浸率を示すグラフである。
図8は、実施例2及び比較例1における立体賦形シートについて、水の移行量を示すグラフである。
図9は、実施例2及び比較例1における立体賦形シートについて、水の移行率を示すグラフである。
図10は、図1のIII-III線断面図であって、立体賦形シートの全体厚みtの測定方法を説明するための拡大断面図である。
図11は、構成繊維間の空隙率と、最大含浸率及びウェット状態における突起の圧縮強度との関係を示すグラフである。
【発明を実施するための形態】
【0010】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。図1~3には、本発明の立体賦形シートの一実施形態が示されている。本実施形態の立体賦形シート1は、基板2及び該基板2の一面から突出した多数の突起3を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
容器
1か月前
花王株式会社
飲料
23日前
花王株式会社
飲料
1か月前
花王株式会社
容器
17日前
花王株式会社
容器
1か月前
花王株式会社
研磨液
1か月前
花王株式会社
研磨液
1か月前
花王株式会社
製造装置
1か月前
花王株式会社
注出部材
17日前
花王株式会社
注出部材
17日前
花王株式会社
消臭方法
17日前
花王株式会社
カプセル剤
23日前
花王株式会社
吸収性物品
23日前
花王株式会社
皮膚化粧料
1日前
花王株式会社
空洞充填材
1か月前
花王株式会社
樹脂組成物
16日前
花王株式会社
物品保持具
2か月前
花王株式会社
香料組成物
2か月前
花王株式会社
皮膚外用剤
16日前
花王株式会社
皮膚化粧料
1か月前
花王株式会社
皮膚化粧料
1か月前
花王株式会社
アイマスク
19日前
花王株式会社
エッチング液
1日前
花王株式会社
洗浄剤組成物
1か月前
花王株式会社
発泡剤組成物
1か月前
花王株式会社
皮膚洗浄方法
1か月前
花王株式会社
口腔用組成物
1か月前
花王株式会社
多層型化粧料
1か月前
花王株式会社
洗浄剤組成物
1か月前
花王株式会社
パッドカバー
23日前
花王株式会社
洗浄剤組成物
2か月前
花王株式会社
抗菌剤組成物
18日前
花王株式会社
洗浄剤組成物
1か月前
花王株式会社
マッサージ具
2か月前
花王株式会社
抗菌剤組成物
16日前
花王株式会社
消臭剤組成物
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ