TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093248
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208873
出願日
2023-12-11
発明の名称
複合材料積層体。
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B32B
5/18 20060101AFI20250616BHJP(積層体)
要約
【課題】曲げ剛性及び生産性に優れた複合材料積層体を提供する。
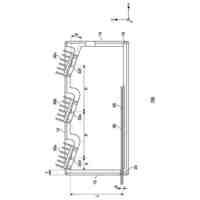
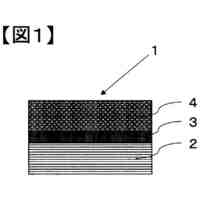
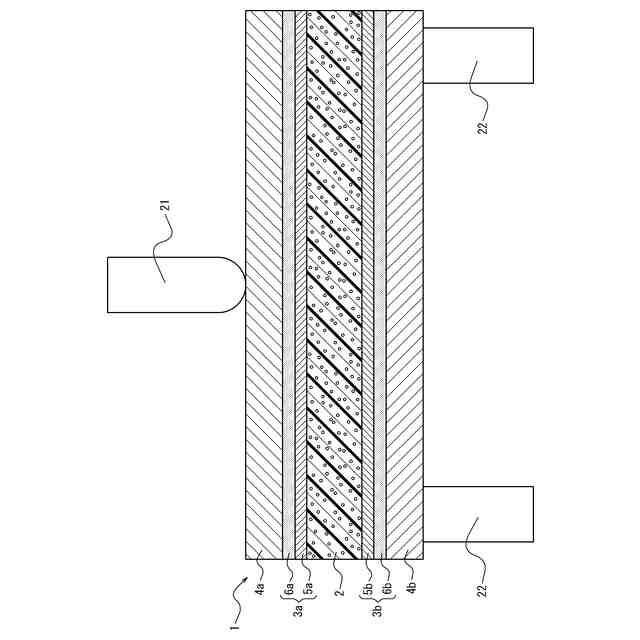
【解決手段】発泡樹脂層と、前記発泡樹脂層の一方の面に接着した第1の樹脂接着層と、前記発泡樹脂層の他方の面に接着した第2の樹脂接着層と、前記第1の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第1の金属層と、前記第2の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第2の金属層と、を含む、複合材料積層体であって、前記第1の樹脂接着層が、第1の延伸フィルムと、第1の接着性樹脂層の2層以上を積層して含み、前記第2の樹脂接着層が、第2の延伸フィルムと、第2の接着性樹脂層の2層以上を積層して含み、前記第1及び第2の延伸フィルムの少なくとも一方の引張弾性率が、2GPa以上であり、第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順に各層を積層して含む、複合材料積層体。
【選択図】図1
特許請求の範囲
【請求項1】
発泡樹脂層と、
前記発泡樹脂層の一方の面に接着した第1の樹脂接着層と、
前記発泡樹脂層の他方の面に接着した第2の樹脂接着層と、
前記第1の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第1の金属層と、
前記第2の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第2の金属層と、
を含む、複合材料積層体であって、
前記第1の樹脂接着層が、第1の延伸フィルムと、第1の接着性樹脂層の2層以上を積層して含み、
前記第2の樹脂接着層が、第2の延伸フィルムと、第2の接着性樹脂層の2層以上を積層して含み、
前記第1及び第2の延伸フィルムの少なくとも一方の引張弾性率が、2GPa以上であり、
第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順に各層を積層して含む、
複合材料積層体。
続きを表示(約 1,200 文字)
【請求項2】
前記第1及び第2の延伸フィルムの少なくとも一方のガラス転移温度における熱収縮率が、MD方向及びTD方向の少なくとも一方に10%以上である、請求項1に記載の複合材料積層体。
【請求項3】
前記第1及び第2の延伸フィルムの少なくとも一方と前記発泡樹脂層が、同種の樹脂材料を含む、請求項1又は2に記載の複合材料積層体。
【請求項4】
前記第1の樹脂接着層が、平均厚さが500μm以下の第1の延伸フィルムと、平均厚さが100μm以下の第1の接着性樹脂層の2層以上を積層して含み、
前記第2の樹脂接着層が、平均厚さが500μm以下の第2の延伸フィルムと、平均厚さが100μm以下の第2の接着性樹脂層の2層以上を積層して含む、
請求項1又は2に記載の複合材料積層体。
【請求項5】
前記第1及び第2の延伸フィルムの少なくとも一方の平均厚さが、100μm以下である、請求項1に記載の複合材料積層体。
【請求項6】
前記第1及び第2の接着性樹脂層の少なくとも一方のTgが、-10℃以上である、請求項1に記載の複合材料積層体。
【請求項7】
前記発泡樹脂層が、ビーズ樹脂発泡体を含有する、請求項1に記載の複合材料積層体。
【請求項8】
請求項1~7のいずれか一項に記載の複合材料積層体の製造方法であって、
圧力と熱を供給できる加工装置内に、前記第1の金属層と、前記第1の樹脂接着層と、前記発泡樹脂層の原料と、前記第2の樹脂接着層と、前記第2の金属層とを、第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層の原料、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順となるように積層させ設置し、前記発泡樹脂層の原料を発泡させて発泡樹脂層を形成させつつ、前記発泡樹脂層の一方の面に前記第1の樹脂接着層を介して前記第1の金属層を接着させ、前記発泡樹脂層の他方の面に前記第2の樹脂接着層を介して前記第2の金属層を接着させて、前記複合材料積層体を得る、発泡接合工程
を含む、複合材料積層体の製造方法。
【請求項9】
請求項1~7のいずれか一項に記載の複合材料積層体の製造方法であって、
同一の金型内に、前記第1の金属層と、前記第1の樹脂接着層と、前記発泡樹脂層と、前記第2の樹脂接着層と、前記第2の金属層とを、第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順となるように積層させて設置する、設置工程と、
前記金型を加熱することにより、前記発泡樹脂層の一方の面に前記第1の樹脂接着層を介して前記第1の金属層を接着させ、前記発泡樹脂層の他方の面に前記第2の樹脂接着層を介して前記第2の金属層を接着させて、前記複合材料積層体を得る、接合工程と、
を含む、複合材料積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、複合材料積層体に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
金属材料と発泡材料を積層した複合材料積層体は、車両又は電気機器の部材、或いは建築又は容器の構造材料等の様々な技術分野で、例えば、衝撃吸収部材として使用されている。複合材料積層体としては、金属と樹脂発泡体を接着層で接合した積層体が知られている。また、金属と樹脂発泡体を積層する方法も知られている。例えば、前者の一例として特許文献1及び2の技術が挙げられる。特許文献1には、金属と樹脂発泡体を樹脂発泡体と同一組成の樹脂接着層を用いて接合した積層体が開示されている。また、特許文献2には、発泡樹脂材の原料と前記金属素形材とを同一の金型内に設置する設置し、金型内において原料を発泡させつつ、金属素形材と発泡樹脂材とを接合させる方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2001―246995号公報
特開2001-334605号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1の技術では、接着層は規定されているが、接着層組成の厚みおよび引張り剛性が不十分で、複合材料積層体の曲げ剛性が低下する問題があった。また、上記特許文献2の技術では、金属と樹脂発泡層の界面の接着層およびその接着強度に関して何ら検討されていない。
そこで、本開示の目的は、曲げ剛性及び生産性に優れた複合材料積層体およびその製造方法を提供することである。
【課題を解決するための手段】
【0005】
本発明者は、上記問題点に鑑み、鋭意研究し、実験を重ねた結果、金属と発泡体層の界面接着層に延伸性フィルムを用いることにより、上記の課題を解決し得ることを見出し、本発明を完成するに至った。すなわち、本発明は以下のとおりである。
【0006】
[1]
発泡樹脂層と、
前記発泡樹脂層の一方の面に接着した第1の樹脂接着層と、
前記発泡樹脂層の他方の面に接着した第2の樹脂接着層と、
前記第1の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第1の金属層と、
前記第2の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第2の金属層と、
を含む、複合材料積層体であって、
前記第1の樹脂接着層が、第1の延伸フィルムと、第1の接着性樹脂層の2層以上を積層して含み、
前記第2の樹脂接着層が、第2の延伸フィルムと、第2の接着性樹脂層の2層以上を積層して含み、
前記第1及び第2の延伸フィルムの少なくとも一方の引張弾性率が、2GPa以上であり、
第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順に各層を積層して含む、
複合材料積層体。
[2]
前記第1及び第2の延伸フィルムの少なくとも一方のガラス転移温度における熱収縮率が、MD方向及びTD方向の少なくとも一方に10%以上である、[1]に記載の複合材料積層体。
[3]
前記第1及び第2の延伸フィルムの少なくとも一方と前記発泡樹脂層が、同種の樹脂材料を含む、[1]又は[2]に記載の複合材料積層体。
[4]
前記第1の樹脂接着層が、平均厚さが500μm以下の第1の延伸フィルムと、平均厚さが100μm以下の第1の接着性樹脂層の2層以上を積層して含み、
前記第2の樹脂接着層が、平均厚さが500μm以下の第2の延伸フィルムと、平均厚さが100μm以下の第2の接着性樹脂層の2層以上を積層して含む、
[1]~[3]のいずれかに記載の複合材料積層体。
[5]
前記第1及び第2の延伸フィルムの少なくとも一方の平均厚さが、100μm以下である、[1]~[4]のいずれかに記載の複合材料積層体。
[6]
前記第1及び第2の接着性樹脂層の少なくとも一方のTgが、-10℃以上である、[1]~[5]のいずれかに記載の複合材料積層体。
[7]
前記発泡樹脂層が、ビーズ樹脂発泡体を含有する、[1]~[6]のいずれかに記載の複合材料積層体。
[8]
[1]~[7]のいずれかに記載の複合材料積層体の製造方法であって、
圧力と熱を供給できる加工装置内に、前記第1の金属層と、前記第1の樹脂接着層と、前記発泡樹脂層の原料と、前記第2の樹脂接着層と、前記第2の金属層とを、第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層の原料、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順となるように積層させ設置し、前記発泡樹脂層の原料を発泡させて発泡樹脂層を形成させつつ、前記発泡樹脂層の一方の面に前記第1の樹脂接着層を介して前記第1の金属層を接着させ、前記発泡樹脂層の他方の面に前記第2の樹脂接着層を介して前記第2の金属層を接着させて、前記複合材料積層体を得る、発泡接合工程
を含む、複合材料積層体の製造方法。
[9]
[1]~[7]のいずれかに記載の複合材料積層体の製造方法であって、
同一の金型内に、前記第1の金属層と、前記第1の樹脂接着層と、前記発泡樹脂層と、前記第2の樹脂接着層と、前記第2の金属層とを、第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順となるように積層させて設置する、設置工程と、
前記金型を加熱することにより、前記発泡樹脂層の一方の面に前記第1の樹脂接着層を介して前記第1の金属層を接着させ、前記発泡樹脂層の他方の面に前記第2の樹脂接着層を介して前記第2の金属層を接着させて、前記複合材料積層体を得る、接合工程と、
を含む、複合材料積層体の製造方法。
【発明の効果】
【0007】
本開示によれば、曲げ剛性及び生産性に優れた複合材料積層体を提供することができる。
【図面の簡単な説明】
【0008】
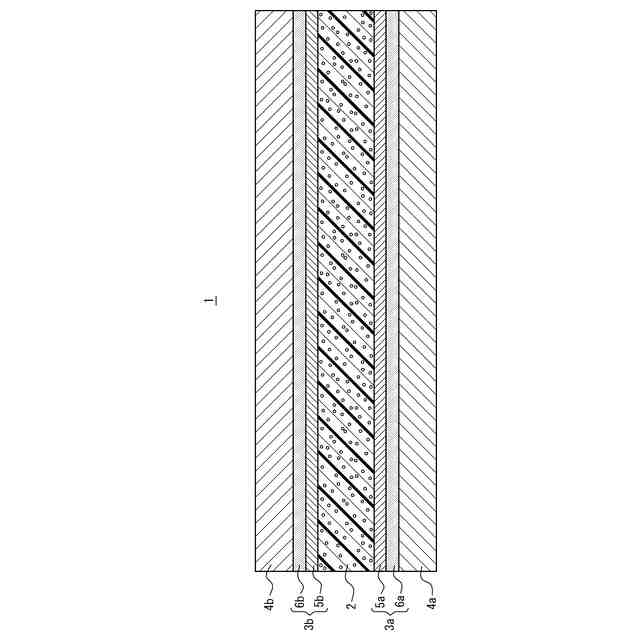
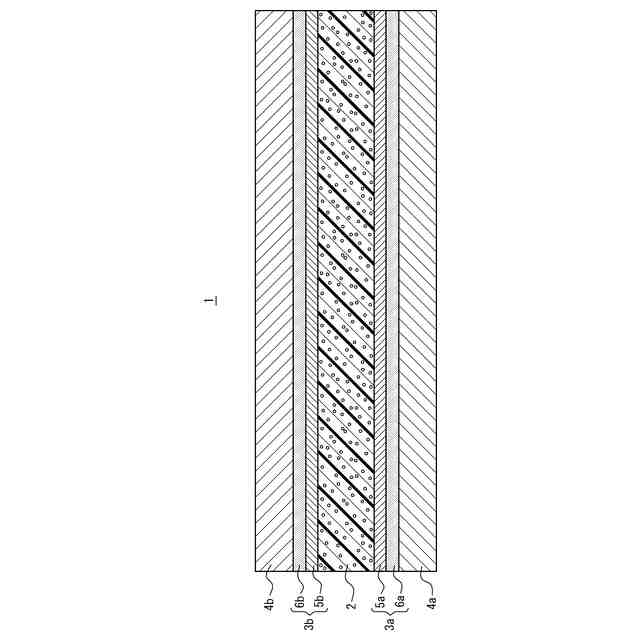
図1は、本実施形態の複合材料積層体の一例を示す断面図である。
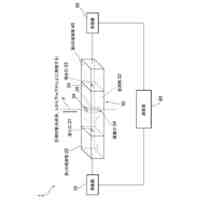
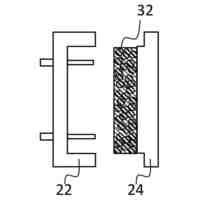
図2は、実施例に記載の衝撃圧縮試験の手順を表す概略図である。
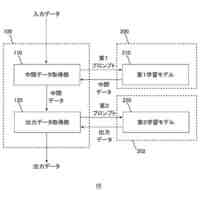
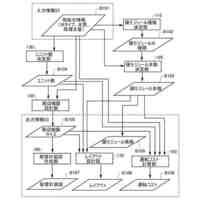
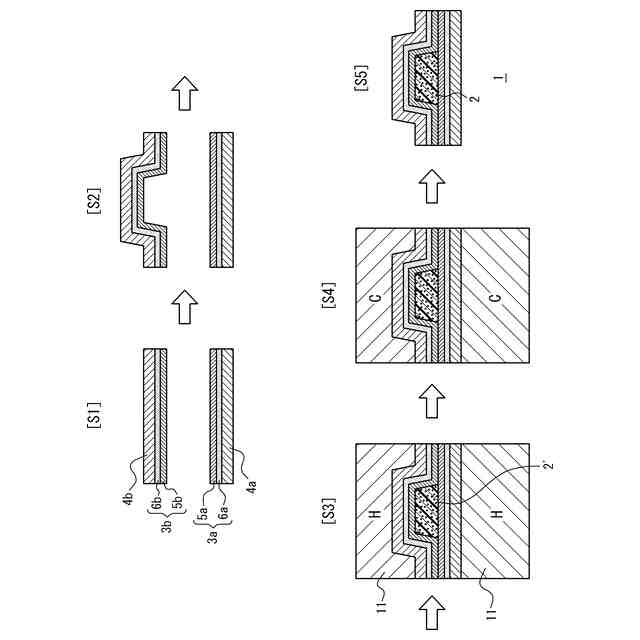
図3は、実施例に記載のインサート方式による複合材料積層体の製造方法の一例を示す概略図である。
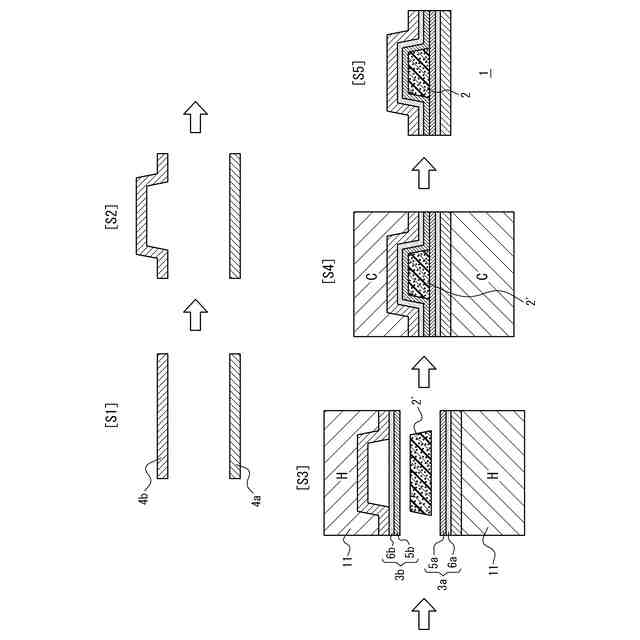
図4は、実施例に記載の熱プレス方式による複合材料積層体の製造方法の一例を示す概略図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態(以下、「本実施形態」と言う。)について詳細に説明するが、本発明は以下の記載に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。なお、本実施形態において、「A(数値)~B(数値)」とは、A以上B以下を意味する。
【0010】
本実施形態の複合材料積層体は、例えば、物品の外部から受ける衝撃を吸収して、物品の内部に設置された部品又は部材等を衝撃から保護するための衝撃吸収部材として用いることができる。本実施形態の複合材料積層体は、物品の外面カバー、例えば、自動車の下部に装着され、自動車に積載されたバッテリーを衝撃から保護するためのアンダーカバーとして、好適に用いることができる。本実施形態の複合材料積層体は、
発泡樹脂層と、
前記発泡樹脂層の一方の面に接着した第1の樹脂接着層と、
前記発泡樹脂層の他方の面に接着した第2の樹脂接着層と、
前記第1の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第1の金属層と、
前記第2の樹脂接着層の前記発泡樹脂層に接着した面と反対側の面に接着した第2の金属層と、
を含む。そして、前記第1の樹脂接着層は、第1の延伸フィルムと、第1の接着性樹脂層の2層以上を積層して含む。前記第2の樹脂接着層は、第2の延伸フィルムと、第2の接着性樹脂層の2層以上を積層して含む。前記第1及び第2の延伸フィルムの少なくとも一方の引張弾性率は、2GPa以上である。複合材料積層体は、第1の金属層、第1の接着性樹脂層、第1の延伸フィルム、発泡樹脂層、第2の延伸フィルム、第2の接着性樹脂層、第2の金属層の順に各層を積層して含む。なお、「第1」及び「第2」が付された構成要素の名称は、複合材料積層体に含まれる2つの同種の構成要素を区別するための便宜的な呼び方にすぎないが、特に、「第1」が付された構成要素は、衝撃を受け得る側の構成要素を指し(例、「第1の金属層」は自動車の下部に装着されるパネルを指す。)、「第2」が付された構成要素は、衝撃から保護されるべき部品又は部材等(例、自動車に積載されたバッテリー)が設置され得る側のプレート部材を指す(例、「第2の金属層」はベースプレート又はプレート部材を指す。)ことがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
旭化成株式会社
ゴム組成物
27日前
旭化成株式会社
紫外線照射装置
7日前
旭化成株式会社
積層体及び光学部材
3日前
旭化成株式会社
検査装置および検査システム
13日前
旭化成株式会社
硬化性組成物、及びその硬化物
27日前
旭化成株式会社
水素製造システム及び水素製造方法
3日前
旭化成株式会社
解析装置、システムおよびプログラム
6日前
旭化成株式会社
CNSLを用いたフェノールの製造方法
29日前
旭化成株式会社
設計支援プログラムおよび設計支援装置
1か月前
旭化成株式会社
ポリアセタール樹脂組成物及びその成形品
3日前
旭化成株式会社
予測システム、プログラム、及び予測方法
27日前
旭化成株式会社
セルロース微細繊維ウェットケークの梱包体
3日前
旭化成株式会社
ポリアセタール樹脂組成物及び医療器具部品
3日前
旭化成株式会社
フィルム、成形体、及びフィルムの貼替方法
13日前
旭化成株式会社
ホルムアルデヒド及びポリアセタールの製造方法
6日前
旭化成株式会社
ガラスクロス、プリプレグ、及びプリント配線板
3日前
旭化成株式会社
推定装置、濾過処理システム、推定方法およびプログラム
13日前
旭化成株式会社
変性共役ジエン系重合体、成形体、ゴム組成物、及びタイヤ
3日前
旭化成株式会社
異常予知装置、濾過処理システム、異常予知方法およびプログラム
13日前
旭化成株式会社
メタクリル酸メチル含有組成物の回収方法およびメタクリル樹脂組成物
3日前
旭化成株式会社
ブロックポリイソシアネート組成物、樹脂組成物、硬化樹脂及び積層体
15日前
旭化成株式会社
樹脂組成物及びその製造方法、3Dプリント用造形材料、並びに造形物
14日前
旭化成株式会社
学習モデル生成装置、推定システム、学習モデル生成方法、及びプログラム
15日前
旭化成株式会社
ポリオール組成物、塗料組成物、硬化物、塗装物、及び塗料組成物の製造方法
3日前
旭化成株式会社
人工大理石からメタクリル酸メチルを回収する方法およびメタクリル樹脂を製造する方法
3日前
旭化成株式会社
強化複合材料から強化材を再生回収する方法
3日前
旭化成株式会社
感光性樹脂組成物、並びにこれを用いた硬化レリーフパターンの製造方法、硬化膜及び層間絶縁膜
3日前
旭化成株式会社
メタクリル樹脂の製造方法、メタクリル樹脂、メタクリル樹脂組成物および人工大理石の製造方法
3日前
旭化成株式会社
感光性エレメント、及びレジストパターンの形成方法
15日前
旭化成株式会社
感光性エレメント、およびレジストパターンの形成方法
3日前
旭化成株式会社
感光性エレメント、およびレジストパターンの形成方法
3日前
旭化成株式会社
ポリイソシアネート組成物、ブロックポリイソシアネート組成物、コーティング組成物及びコーティング基材
1か月前
ユニチカ株式会社
積層体
1か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
積層フィルム
29日前
個人
鋼材の塗膜構造
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ