TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091036
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023205997
出願日
2023-12-06
発明の名称
光学素子の加工方法
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
B24B
27/06 20060101AFI20250611BHJP(研削;研磨)
要約
【課題】ガラス柱などの透明体の角柱ワークから光学素子を高精度に生成することができる光学素子の加工方法を提供する。
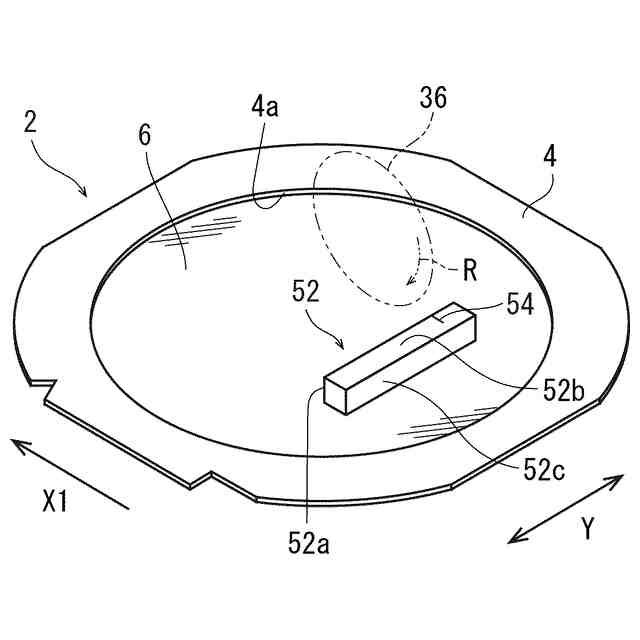
【解決手段】 光学素子の加工方法は、フレーム4に粘着テープ6が配設されたフレームユニット2を準備するフレームユニット準備工程と、切削装置準備工程と、透明体の角柱ワーク52をフレームユニット2の粘着テープ6に貼着する貼着工程と、角柱ワーク52の厚みに対して1/2を超える深さに切削ブレード36の切り刃を位置づける位置づけ工程と、角柱ワーク52の第一の面52aに第一のハーフカット溝54を施す第一のハーフカット溝形成工程と、第一の面52aに隣接する第二の面52bを上方に位置づけて第一のハーフカット溝54に一致する第二のハーフカット溝56を施す第二のハーフカット溝形成工程と、第二の面52bに隣接する第三の面52cを上方に位置づけて第二のハーフカット溝56に一致する第三のハーフカット溝58を施す第三のハーフカット溝形成工程と、を含む。
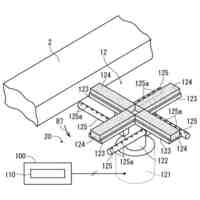
【選択図】図8
特許請求の範囲
【請求項1】
光学素子の加工方法であって、
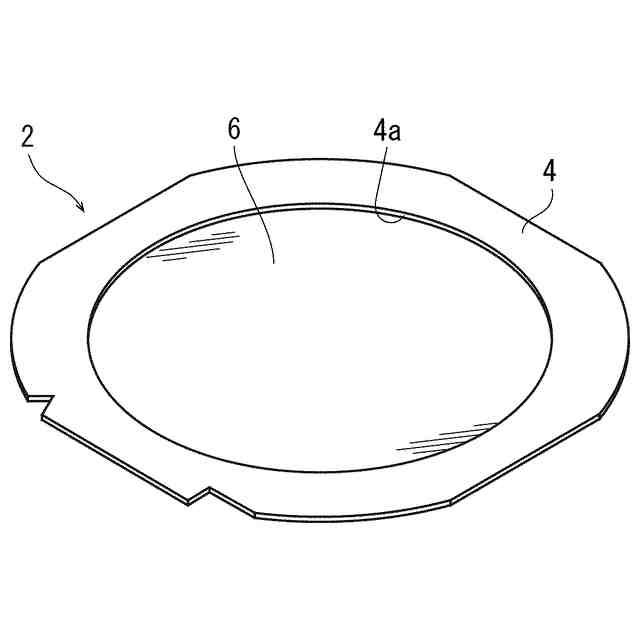
開口部を中央に備えたフレームに粘着テープが配設されたフレームユニットを準備するフレームユニット準備工程と、
被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する切り刃を外周に備えた切削ブレードを回転可能に装着した切削手段と、該チャックテーブルと該切削手段とをX軸方向に相対的に切削送りするX軸送り手段と、該チャックテーブルと該切削手段とをX軸方向に直交するY軸方向に相対的に割り出し送りするY軸送り手段と、を含む切削装置を準備する切削装置準備工程と、
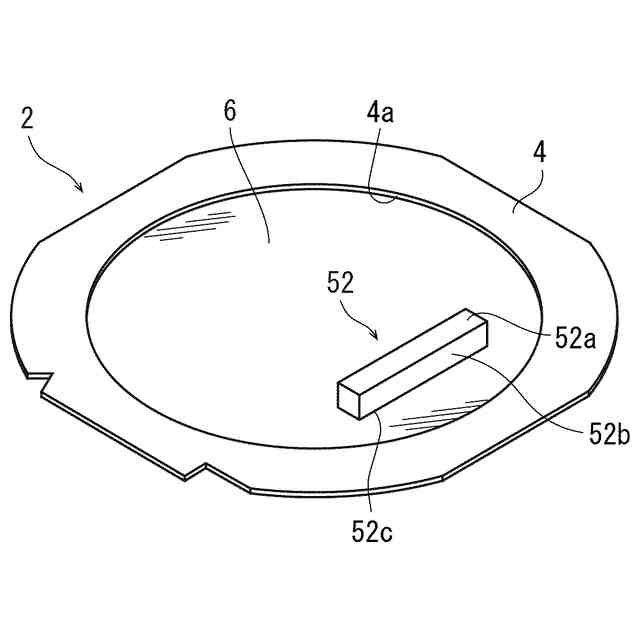
透明体の角柱ワークを該フレームユニットの該開口部の該粘着テープに貼着する貼着工程と、
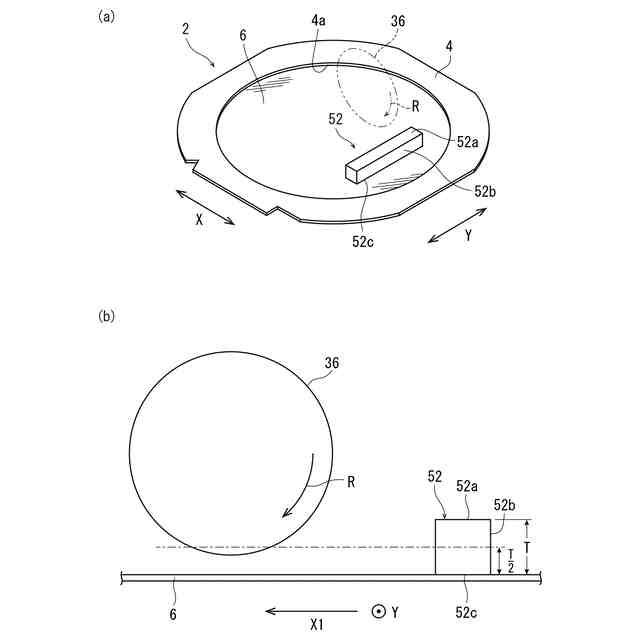
該角柱ワークの長手方向をY軸方向に位置づけて該フレームユニットを該チャックテーブルに保持させ、該切削ブレードを該角柱ワークの長手方向の所要位置に位置づけるとともに該角柱ワークの厚みに対して1/2を超える深さに該切削ブレードの切り刃を位置づける位置づけ工程と、
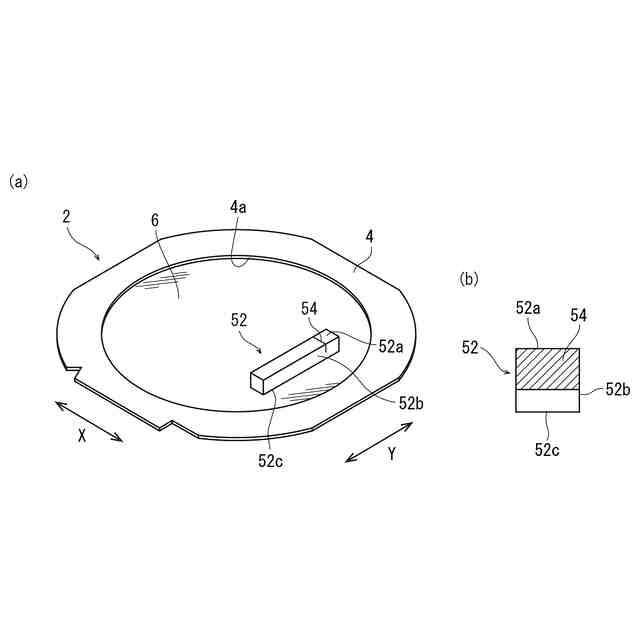
該X軸送り手段を作動して該角柱ワークの第一の面に第一のハーフカット溝を施す第一のハーフカット溝形成工程と、
該角柱ワークをX軸方向に転動させて該第一の面に隣接する第二の面を上方に位置づけて該第一のハーフカット溝に一致する第二のハーフカット溝を施す第二のハーフカット溝形成工程と、
該角柱ワークをX軸方向に転動させて該第二の面に隣接する第三の面を上方に位置づけて該第二のハーフカット溝に一致する第三のハーフカット溝を施す第三のハーフカット溝形成工程と、を含む光学素子の加工方法。
続きを表示(約 52 文字)
【請求項2】
該光学素子はキュービックプリズムである請求項1記載の光学素子の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光学素子の加工方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
IC、LSIなどの複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、切削装置によって個々のデバイスチップに分割され、分割された各デバイスチップは携帯電話、パソコンなどの電気機器に利用される。
【0003】
また、プリズム、偏光板、回折格子、LEDなどの光学素子を切り出す場合にも、切削装置が使用される(たとえば、特許文献1参照)。たとえば、ガラス柱からキュービックプリズムを生成する場合において、ガラス柱の太さが切削ブレードの切り込み深さの許容値を超えているときは、ガラス柱の表面からハーフカットし、次いで、ガラス柱の裏面からハーフカットすることにより、ガラス柱からキュービックプリズムを生成する。
【先行技術文献】
【特許文献】
【0004】
特開2018-129341号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、ガラス柱の表面から形成したハーフカットの位置と、ガラス柱の裏面から形成したハーフカットの位置とがずれてしまう場合がある。このような場合には、高精度なキュービックプリズムを生成できないという問題がある。
【0006】
本発明の課題は、ガラス柱などの透明体の角柱ワークから光学素子を高精度に生成することができる光学素子の加工方法を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、上記課題を解決する以下の光学素子の加工方法が提供される。すなわち、
「光学素子の加工方法であって、
開口部を中央に備えたフレームに粘着テープが配設されたフレームユニットを準備するフレームユニット準備工程と、
被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する切り刃を外周に備えた切削ブレードを回転可能に装着した切削手段と、該チャックテーブルと該切削手段とをX軸方向に相対的に切削送りするX軸送り手段と、該チャックテーブルと該切削手段とをX軸方向に直交するY軸方向に相対的に割り出し送りするY軸送り手段と、を含む切削装置を準備する切削装置準備工程と、
透明体の角柱ワークを該フレームユニットの該開口部の該粘着テープに貼着する貼着工程と、
該角柱ワークの長手方向をY軸方向に位置づけて該フレームユニットを該チャックテーブルに保持させ、該切削ブレードを該角柱ワークの長手方向の所要位置に位置づけるとともに該角柱ワークの厚みに対して1/2を超える深さに該切削ブレードの切り刃を位置づける位置づけ工程と、
該X軸送り手段を作動して該角柱ワークの第一の面に第一のハーフカット溝を施す第一のハーフカット溝形成工程と、
該角柱ワークをX軸方向に転動させて該第一の面に隣接する第二の面を上方に位置づけて該第一のハーフカット溝に一致する第二のハーフカット溝を施す第二のハーフカット溝形成工程と、
該角柱ワークをX軸方向に転動させて該第二の面に隣接する第三の面を上方に位置づけて該第二のハーフカット溝に一致する第三のハーフカット溝を施す第三のハーフカット溝形成工程と、を含む光学素子の加工方法」が提供される。
【0008】
該光学素子はキュービックプリズムであるのが好ましい。
【発明の効果】
【0009】
本発明の光学素子の加工方法は、
開口部を中央に備えたフレームに粘着テープが配設されたフレームユニットを準備するフレームユニット準備工程と、
被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する切り刃を外周に備えた切削ブレードを回転可能に装着した切削手段と、該チャックテーブルと該切削手段とをX軸方向に相対的に切削送りするX軸送り手段と、該チャックテーブルと該切削手段とをX軸方向に直交するY軸方向に相対的に割り出し送りするY軸送り手段と、を含む切削装置を準備する切削装置準備工程と、
透明体の角柱ワークを該フレームユニットの該開口部の該粘着テープに貼着する貼着工程と、
該角柱ワークの長手方向をY軸方向に位置づけて該フレームユニットを該チャックテーブルに保持させ、該切削ブレードを該角柱ワークの長手方向の所要位置に位置づけるとともに該角柱ワークの厚みに対して1/2を超える深さに該切削ブレードの切り刃を位置づける位置づけ工程と、
該X軸送り手段を作動して該角柱ワークの第一の面に第一のハーフカット溝を施す第一のハーフカット溝形成工程と、
該角柱ワークをX軸方向に転動させて該第一の面に隣接する第二の面を上方に位置づけて該第一のハーフカット溝に一致する第二のハーフカット溝を施す第二のハーフカット溝形成工程と、
該角柱ワークをX軸方向に転動させて該第二の面に隣接する第三の面を上方に位置づけて該第二のハーフカット溝に一致する第三のハーフカット溝を施す第三のハーフカット溝形成工程と、を含むので、第一・第二・第三のハーフカット溝がずれることなく連結される。したがって、本発明によれば、ガラス柱などの透明体の角柱ワークから光学素子を高精度に生成することができる。
【図面の簡単な説明】
【0010】
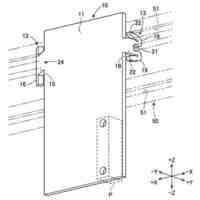
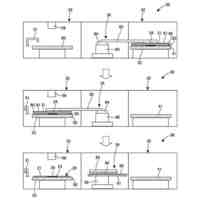
フレームユニットの斜視図。
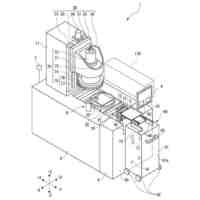
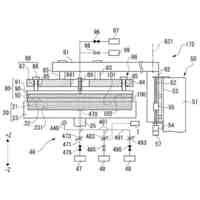
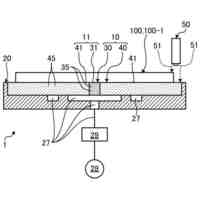
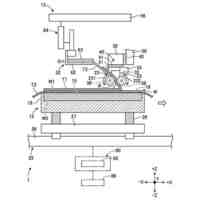
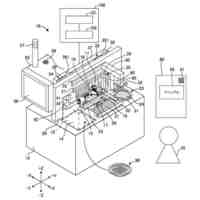
切削装置の斜視図。
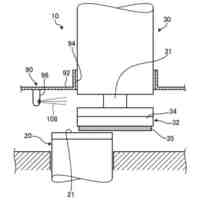
貼着工程を示す斜視図。
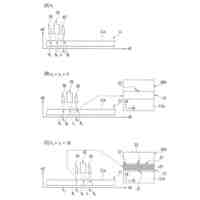
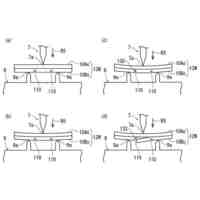
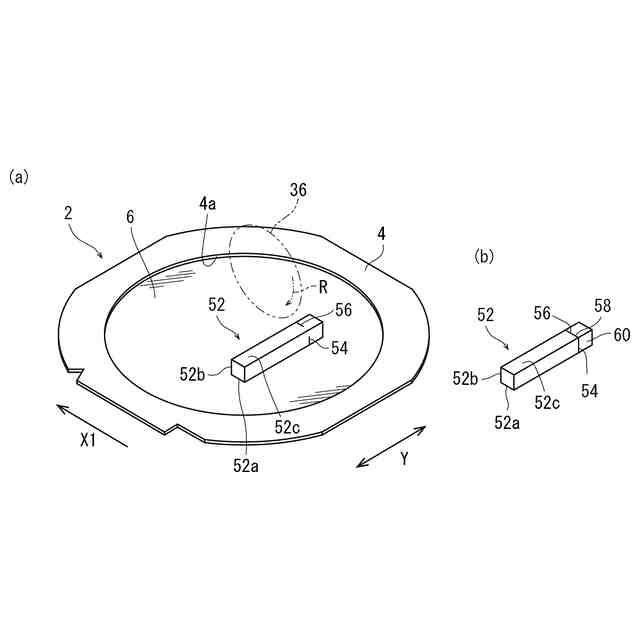
(a)位置づけ工程を示す斜視図、(b)位置づけ工程を示す断面模式図。
(a)第一のハーフカット溝が施された角柱ワークの斜視図、(b)第一のハーフカット溝が施された角柱ワークの断面図。
角柱ワークをX軸方向に転動させて第一の面に隣接する第二の面を上方に位置づけた状態を示す斜視図。
(a)第二のハーフカット溝が施された角柱ワークの斜視図、(b)第二のハーフカット溝が施された角柱ワークの断面図。
(a)第三のハーフカット溝形成工程を示す斜視図、(b)第三のハーフカット溝が施された角柱ワークの斜視図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工装置
8日前
株式会社ディスコ
加工装置
27日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
研削装置
6日前
株式会社ディスコ
固定構造
22日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
8日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
研削装置
15日前
株式会社ディスコ
支持基板
20日前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
薬液管理方法
14日前
株式会社ディスコ
気液分離配管
26日前
株式会社ディスコ
基板の接合方法
18日前
株式会社ディスコ
基板の製造方法
18日前
株式会社ディスコ
基板の製造方法
19日前
株式会社ディスコ
ブレード着脱具
20日前
株式会社ディスコ
ドレッシング方法
11日前
株式会社ディスコ
ドレッシング方法
4日前
株式会社ディスコ
チャックテーブル
今日
株式会社ディスコ
接合強度検査方法
今日
株式会社ディスコ
ウェーハの分割方法
19日前
株式会社ディスコ
ウエーハの加工装置
11日前
株式会社ディスコ
ウエーハの加工方法
1日前
株式会社ディスコ
洗浄液供給システム
今日
株式会社ディスコ
研削ホイール着脱治具
21日前
株式会社ディスコ
剥離装置及び剥離方法
27日前
株式会社ディスコ
砥石及び研削ホイール
12日前
株式会社ディスコ
切削方法及び切削装置
15日前
株式会社ディスコ
測定方法及び測定治具
6日前
株式会社ディスコ
洗浄装置及び洗浄方法
4日前
株式会社ディスコ
加工装置及び加工方法
14日前
株式会社ディスコ
異常予知方法及び加工装置
1日前
株式会社ディスコ
処理装置、及び、処理方法
21日前
株式会社ディスコ
加工装置及び研磨面整形方法
11日前
株式会社ディスコ
処理装置のメンテナンス方法
21日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ