TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025082629
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023196086
出願日
2023-11-17
発明の名称
接合装置、接合方法及び電池の製造方法
出願人
株式会社東芝
代理人
弁理士法人鈴榮特許綜合事務所
主分類
H01M
50/536 20210101AFI20250522BHJP(基本的電気素子)
要約
【課題】鉛直方向について電極群を反転することなく、電極群において厚さ方向に並ぶ2つの集電束部をリードに適切に接合可能にする接合装置を提供すること。
【解決手段】実施形態の接合装置は、接合処理ユニットを備え、接合処理ユニットは、第1の集電束部及び第2の集電束部が隙間を挟んで厚さ方向に並ぶ電極群に対して、厚さ方向の少なくとも一方側から第1の集電束部に圧力を印加することにより、第1の集電束部をリードに接合する。接合処理ユニットは、電極群に対して、厚さ方向の少なくとも一方側から第2の集電束部に圧力を印加することにより、第2の集電束部をリードに接合し、水平面に対する電極群の姿勢角を、リードへの第1の集電束部の接合での電極群の姿勢から維持したまま、第2の集電束部を接合する。
【選択図】図4
特許請求の範囲
【請求項1】
第1の集電束部及び第2の集電束部が隙間を挟んで厚さ方向に並ぶ電極群に対して、前記厚さ方向の少なくとも一方側から前記第1の集電束部に圧力を印加することにより、前記第1の集電束部をリードに接合し、
前記電極群に対して、前記厚さ方向の少なくとも一方側から前記第2の集電束部に圧力を印加することにより、前記第2の集電束部を前記リードに接合し、水平面に対する前記電極群の姿勢角を、前記リードへの前記第1の集電束部の接合での前記電極群の姿勢から維持したまま、前記第2の集電束部を接合する、
接合処理ユニットを具備する、接合装置。
続きを表示(約 3,400 文字)
【請求項2】
前記接合処理ユニットは、第1の電極群主面及び第2の電極群主面が、前記厚さ方向について互いに対して反対側を向き、かつ、前記第1の集電束部及び前記第2の集電束部が、前記厚さ方向に交差する長さ方向に突出する前記電極群に対して、前記第1の集電束部及び前記第2の集電束部のそれぞれを前記リードに接合し、
前記接合処理ユニットは、前記リードへの前記第1の集電束部の接合において、前記第1の電極群主面が鉛直上側を向く前記電極群の姿勢で、前記厚さ方向の少なくとも一方側から前記第1の集電束部に前記圧力を印加し、
前記接合処理ユニットは、前記リードへの前記第2の集電束部の接合において、前記第1の電極群主面が前記鉛直上側を向く状態を、前記リードへの前記第1の集電束部の接合での前記電極群の前記姿勢から維持したまま、前記厚さ方向の少なくとも一方側から前記第2の集電束部に前記圧力を印加する、
請求項1の接合装置。
【請求項3】
前記接合処理ユニットは、第1の電極群主面及び第2の電極群主面が、前記厚さ方向について互いに対して反対側を向き、かつ、前記第1の集電束部及び前記第2の集電束部が、前記厚さ方向に交差する長さ方向に突出し、かつ、第1の電極群縁面及び第2の電極群縁面が、前記厚さ方向及び前記長さ方向の両方に交差する幅方向について互いに対して反対側を向く前記電極群に対して、前記第1の集電束部及び前記第2の集電束部のそれぞれを前記リードに接合し、
前記接合処理ユニットは、前記リードへの前記第1の集電束部の接合において、前記第1の電極群縁面が鉛直上側を向く前記電極群の姿勢で、前記厚さ方向の少なくとも一方側から前記第1の集電束部に前記圧力を印加し、
前記接合処理ユニットは、前記リードへの前記第2の集電束部の接合において、前記第1の電極群縁面が前記鉛直上側を向く状態を、前記リードへの前記第1の集電束部の接合での前記電極群の前記姿勢から維持したまま、前記厚さ方向の少なくとも一方側から前記第2の集電束部に前記圧力を印加する、
請求項1の接合装置。
【請求項4】
前記接合処理ユニットは、第1の接合ツール、及び、前記第1の接合ツールとは別の第2の接合ツールを備え、
前記接合処理ユニットは、前記リードへの前記第1の集電束部の接合において、前記第1の接合ツールを前記隙間へ挿入することにより、前記隙間へ前記第1の接合ツールが挿入された状態で前記第1の集電束部へ前記圧力を印加し、
前記接合処理ユニットは、前記リードへの前記第2の集電束部の接合において、前記第2の接合ツールを前記隙間へ挿入することにより、前記隙間へ前記第2の接合ツールが挿入された状態で前記第2の集電束部へ前記圧力を印加する、
請求項1乃至3のいずれか1項の接合装置。
【請求項5】
前記リードへの前記第1の集電束部の接合が終了したことに対応させて、前記第1の接合ツールによって接合が行われた位置から前記第2の接合ツールによって接合が行われる位置まで、前記電極群を移動させる移動ユニットをさらに具備し、
前記移動ユニットは、前記水平面に対する前記電極群の前記姿勢角を、前記リードへの前記第1の集電束部の接合での前記電極群の前記姿勢から維持したまま、前記電極群を移動させる、
請求項4の接合装置。
【請求項6】
前記リードへの前記第1の集電束部の接合が終了したことに対応させて、前記第1の集電束部と前記第2の集電束部との間の前記隙間へ挿入する挿入対象を、前記第1の接合ツールから前記第2の接合ツールへ交換する交換ユニットをさらに具備する、請求項4の接合装置。
【請求項7】
前記第1の接合ツール及び前記第2の接合ツールのそれぞれは、接合チップ部を備え、
前記第1の接合ツール及び前記第2の接合ツールのそれぞれの前記接合チップ部の外表面は、前記接合チップ部の先端を形成する先端面、前記接合チップ部の先端方向に交差する前記接合チップ部の厚さ方向の一方側へ突出する突起、及び、前記接合チップ部の厚さ方向について前記突起の突出する側とは反対側を向く背面を備え、
前記第1の接合ツール及び前記第2の接合ツールのそれぞれの前記接合チップ部の前記背面は、前記接合チップ部の前記先端に近づくほど、前記接合チップ部の前記厚さ方向について前記突起が突出する側に位置する状態で、前記先端方向に対して傾斜する傾斜面を備え、
前記接合処理ユニットは、前記リードへの前記第1の集電束部の接合において、前記突起が前記第1の集電束部に向かって突出し、かつ、前記背面が前記第2の集電束部と対向する姿勢で、前記第1の接合ツールの前記接合チップ部を前記先端から前記隙間へ挿入し、
前記接合処理ユニットは、前記リードへの前記第2の集電束部の接合において、前記突起が前記第2の集電束部に向かって突出し、かつ、前記背面が前記第1の集電束部と対向する姿勢で、前記第2の接合ツールの前記接合チップ部を前記先端から前記隙間へ挿入する、
請求項4の接合装置。
【請求項8】
前記接合処理ユニットは、前記リードへの前記第1の集電束部及び前記第2の集電束部の接合で共用される接合ツールを備え、
前記接合処理ユニットは、前記リードへの前記第1の集電束部の接合において、前記接合ツールを前記隙間へ挿入することにより、隙間に前記接合ツールが挿入された状態で前記第1の集電束部へ前記圧力を印加し、
前記接合処理ユニットは、前記リードへの前記第2の集電束部の接合において、前記リードへの前記第1の集電束部の接合での前記接合ツールの姿勢から、前記電極群の前記厚さ方向について前記接合ツールを反転させて前記接合ツールを前記隙間へ挿入することにより、前記隙間に前記接合ツールが挿入された状態で前記第2の集電束部へ前記圧力を印加する、
請求項1乃至3のいずれか1項の接合装置。
【請求項9】
前記接合ツールは、接合チップ部を備え、
前記接合ツールの前記接合チップ部の外表面は、前記接合チップ部の先端を形成する先端面、前記接合チップ部の先端方向に交差する前記接合チップ部の厚さ方向の一方側へ突出する突起、及び、前記接合チップ部の厚さ方向について前記突起の突出する側とは反対側を向く背面を備え、
前記接合ツールの前記接合チップ部の前記背面は、前記接合チップ部の前記先端に近づくほど、前記接合チップ部の前記厚さ方向について前記突起が突出する側に位置する状態で、前記先端方向に対して傾斜する傾斜面を備え、
前記接合処理ユニットは、前記リードへの前記第1の集電束部の接合において、前記突起が前記第1の集電束部に向かって突出し、かつ、前記背面が前記第2の集電束部と対向する姿勢で、前記接合ツールの前記接合チップ部を前記先端から前記隙間へ挿入し、
前記接合処理ユニットは、前記リードへの前記第2の集電束部の接合において、前記突起が前記第2の集電束部に向かって突出し、かつ、前記背面が前記第1の集電束部と対向する姿勢で、前記接合ツールの前記接合チップ部を前記先端から前記隙間へ挿入する、
請求項8の接合装置。
【請求項10】
第1の集電束部及び第2の集電束部が隙間を挟んで厚さ方向に並ぶ電極群に対して、前記厚さ方向の少なくとも一方側から前記第1の集電束部に圧力を印加することにより、前記第1の集電束部をリードに接合することと、
前記電極群に対して、前記厚さ方向の少なくとも一方側から前記第2の集電束部に圧力を印加することにより、前記第2の集電束部を前記リードに接合することであって、水平面に対する前記電極群の姿勢角を、前記リードへの前記第1の集電束部の接合での前記電極群の姿勢から維持したまま、前記第2の集電束部を接合することと、
を具備する、接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、接合装置、接合方法及び電池の製造方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
電池の製造では、電極群において集電帯部が束ねられた集電束部を、リードに接合することにより、リードを介して電極群の集電束部を端子に接続する。また、電池としては、電極群において、2つの集電束部が隙間を挟んで電極群の厚さ方向に並ぶものがある。このような電池では、2つの集電束部のそれぞれに隙間が位置する側とは反対側からリードが隣接する状態で、2つの集電束部のそれぞれにリードが接合される。
【0003】
電極群において2つの集電束部が厚さ方向に並ぶ電池の製造では、2つの集電束部の一方である第1の集電束部に、接合ツール等を用いて厚さ方向の少なくとも一方側から圧力を印加することにより、第1の集電束部をリードに接合する。そして、リードへの第1の集電束部の接合が終了すると、水平面に沿う軸を中心として電極群を回転する等して、リードへの第1の集電束部の接合での電極群の姿勢から、鉛直方向について電極群を反転させる。そして、第1の集電束部の接合での姿勢から鉛直方向に反転させた電極群において、2つの集電束部の他方である第2の集電束部に、接合ツール等を用いて厚さ方向の少なくとも一方側から圧力を印加することにより、第2の集電束部をリードに接合する。
【0004】
前述のようにして第1の集電束部の接合での姿勢から鉛直方向に電極群を反転させて第2の集電束部を接合する場合、電極群を反転させる機構、及び、電極群の反転に起因する電極群の位置ずれを抑制する機構等を、設ける必要がある。ただし、電池を製造する装置の大型化及び重量化を抑制する観点、及び、電池の製造におけるスループットを向上させる観点等から、電極群を反転させる機構、及び、電極群の反転に起因する電極群の位置ずれを抑制する機構等を設けることなく、電極群において厚さ方向に並ぶ2つの集電束部をリードに適切に接合することが、求められている。すなわち、鉛直方向について電極群を反転することなく、電極群において厚さ方向に並ぶ2つの集電束部をリードに適切に接合することが、求められている。
【先行技術文献】
【特許文献】
【0005】
特許第5491081号公報
特開2019-217537号公報
特許第5465195号公報
特開2019-29116号公報
特許第5537094号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明が解決しようとする課題は、鉛直方向について電極群を反転することなく、電極群において厚さ方向に並ぶ2つの集電束部をリードに適切に接合可能にする接合装置、接合方法及び電池の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
実施形態によれば、接合装置は、接合処理ユニットを備え、接合処理ユニットは、第1の集電束部及び第2の集電束部が隙間を挟んで厚さ方向に並ぶ電極群に対して、厚さ方向の少なくとも一方側から第1の集電束部に圧力を印加することにより、第1の集電束部をリードに接合する。接合処理ユニットは、電極群に対して、厚さ方向の少なくとも一方側から第2の集電束部に圧力を印加することにより、第2の集電束部をリードに接合し、水平面に対する電極群の姿勢角を、リードへの第1の集電束部の接合での電極群の姿勢から維持したまま、第2の集電束部を接合する。
【図面の簡単な説明】
【0008】
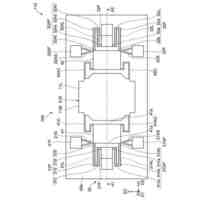
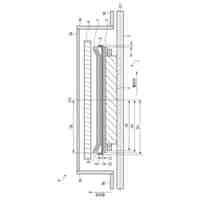
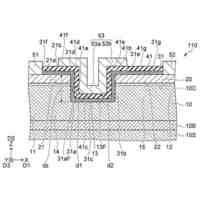
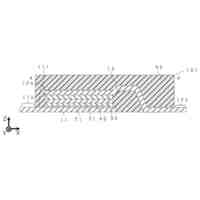
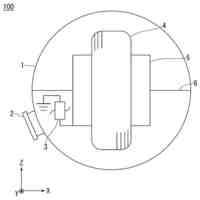
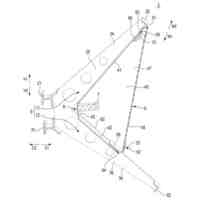
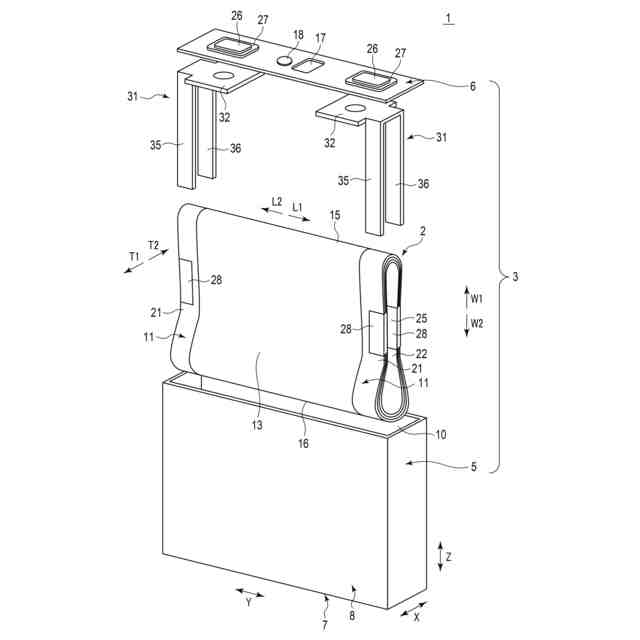
図1は、実施形態等において製造される電池の構成の一例を概略的に示す分解斜視図である。
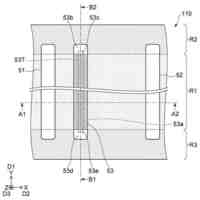
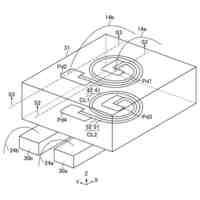
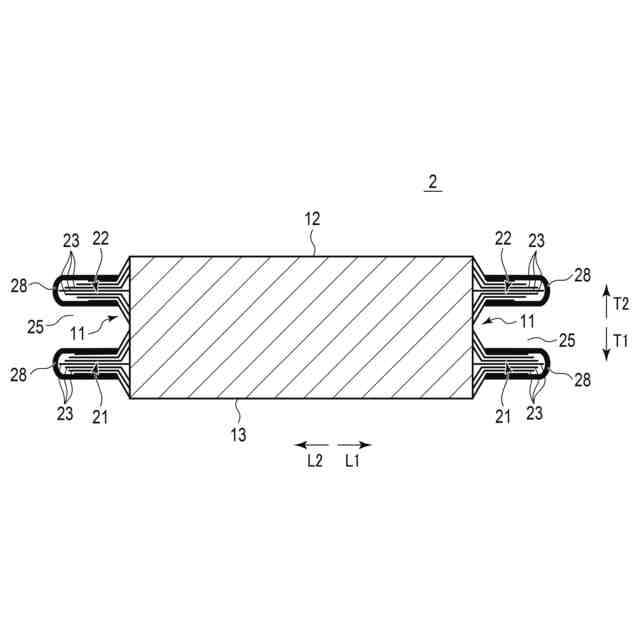
図2は、図1の一例の電池において、電極群の構成を、電極群の幅方向に対して直交又は略直交する断面で示す概略図である。
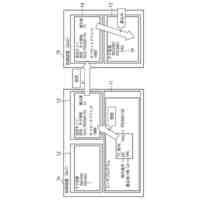
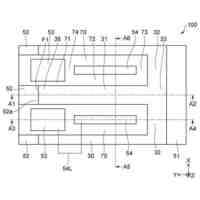
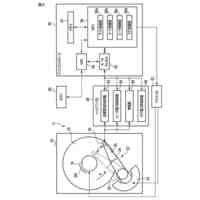
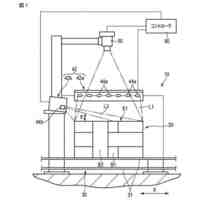
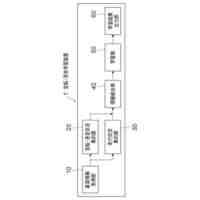
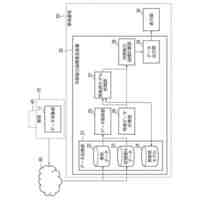
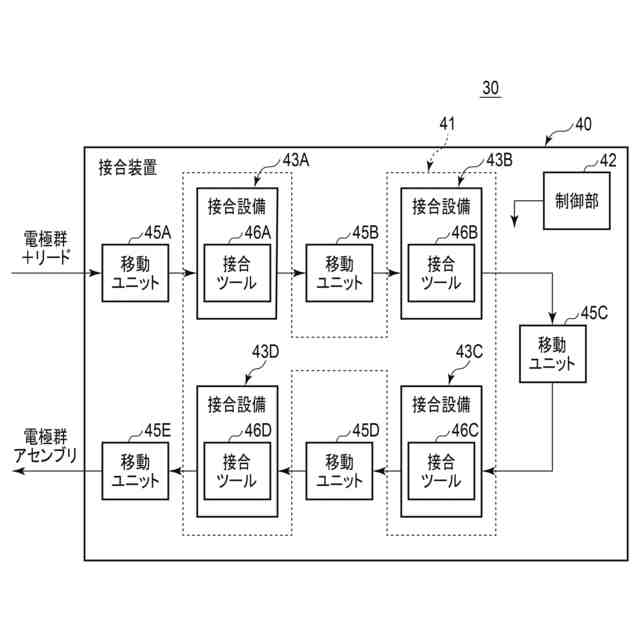
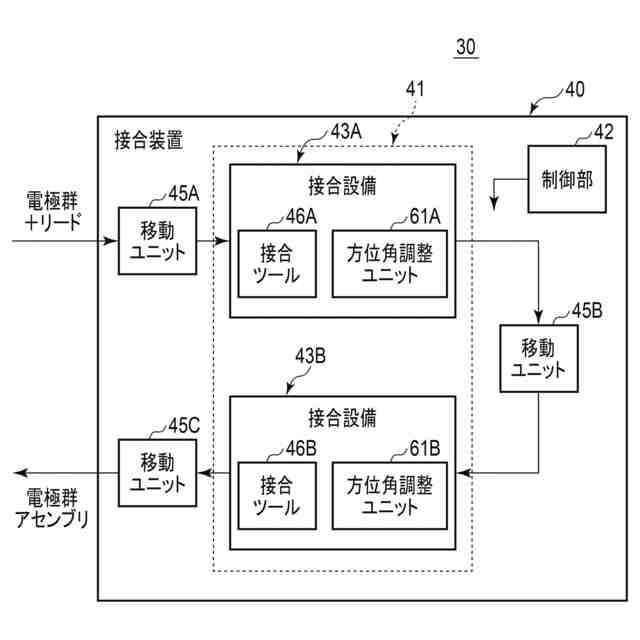
図3は、第1の実施形態における電池の製造システムの一例を概略的に示すブロック図である。
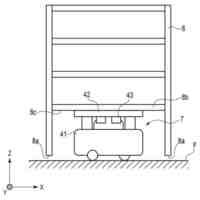
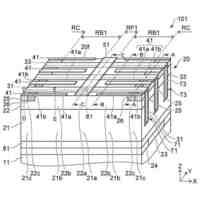
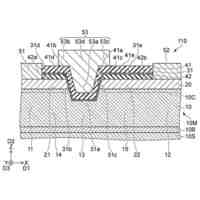
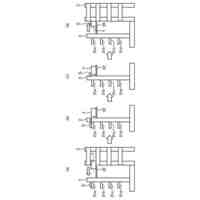
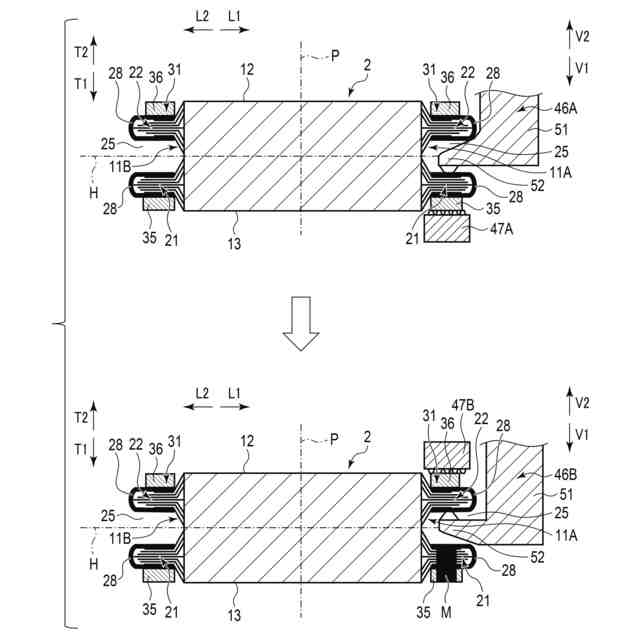
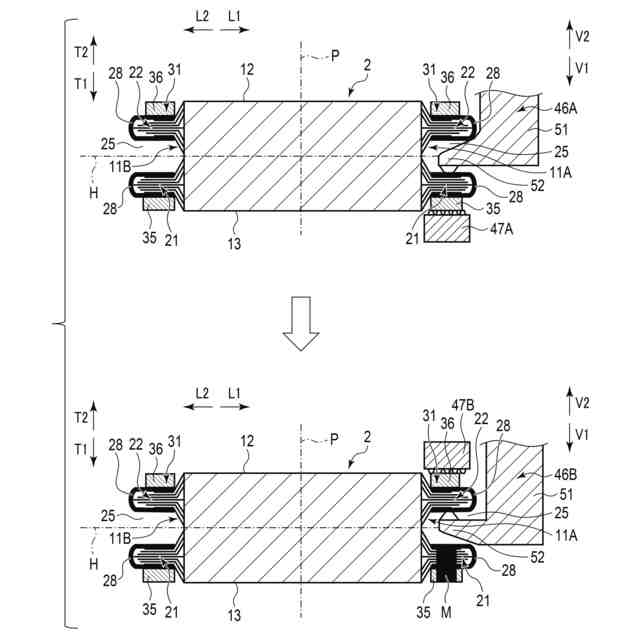
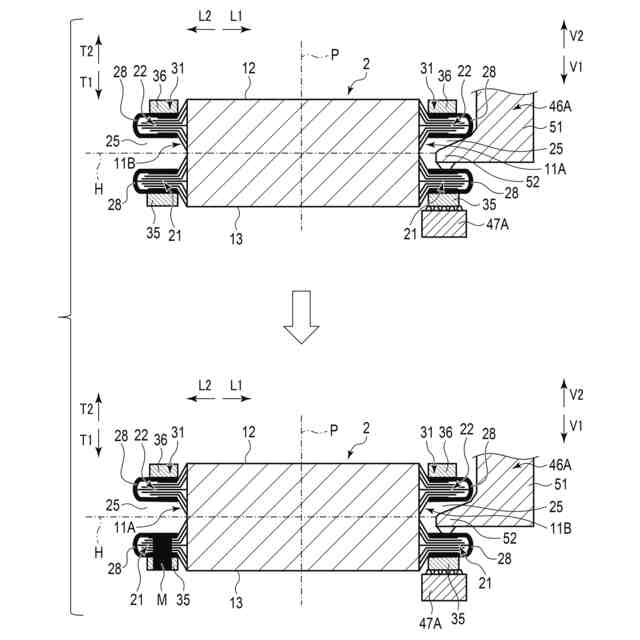
図4は、第1の実施形態に係る接合処理ユニットによって行われる、一対の未塗工部分の一方のリードへの接合について説明する概略図である。
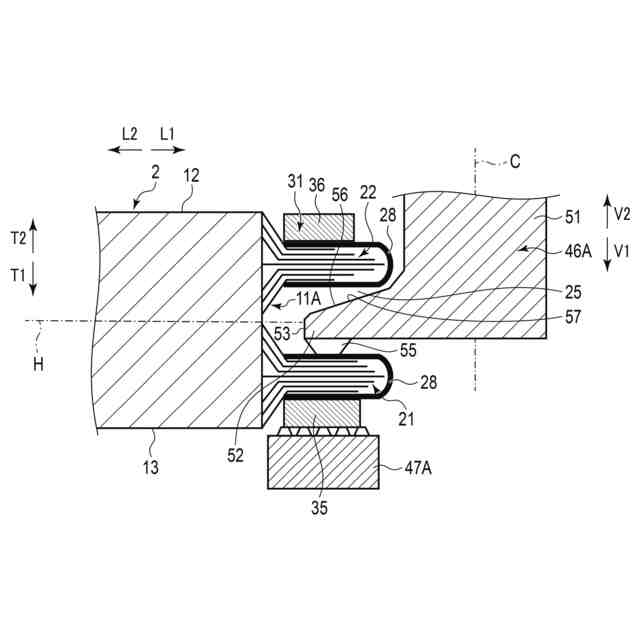
図5は、第1の実施形態に係る接合処理ユニットを用いて、一対の未塗工部分の一方である未塗工部分において、2つの集電束部の一方が接合されている状態を示す概略図である。
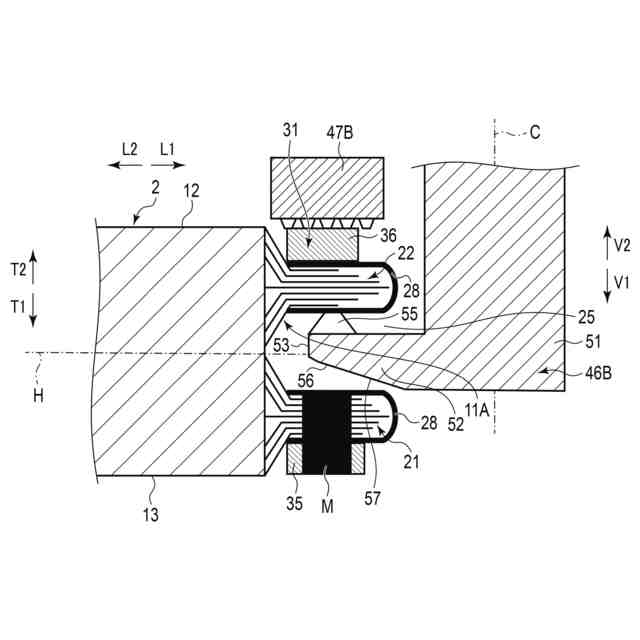
図6は、第1の実施形態に係る接合処理ユニットを用いて、一対の未塗工部分の一方である未塗工部分において、2つの集電束部の他方が接合されている状態を示す概略図である。
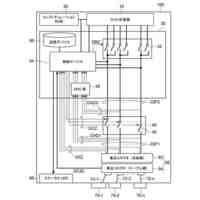
図7は、第2の実施形態における電池の製造システムの一例を概略的に示すブロック図である。
図8は、第2の実施形態において、接合処理ユニットの1つの接合設備によって行われる処理を説明する概略図である。
図9は、第3の実施形態における電池の製造システムの一例を概略的に示すブロック図である。
図10は、第3の実施形態に係る接合処理ユニットによって行われる、一対の未塗工部分の一方のリードへの接合について説明する概略図である。
図11は、第1の実施形態乃至第3の実施形態のある変形例に係る接合処理ユニットを用いて、一対の未塗工部分の一方である未塗工部分において、2つの集電束部の一方が接合されている状態を示す概略図である。
図12は、第1の実施形態乃至第3の実施形態のある変形例に係る接合処理ユニットを用いて、一対の未塗工部分の一方である未塗工部分において、2つの集電束部の他方が接合されている状態を示す概略図である。
図13は、第4の実施形態における電池の製造システムの一例を概略的に示すブロック図である。
図14は、第4の実施形態に係る接合処理ユニットによって行われる、一対の未塗工部分の一方のリードへの接合について説明する概略図である。
図15は、第5の実施形態において、一対の未塗工部分の一方をリードへ接合している状態を示す概略図である。
図16は、第5の実施形態に係る接合処理ユニットによって行われる、一対の未塗工部分の一方のリードへの接合について説明する概略図である。
【発明を実施するための形態】
【0009】
以下、実施形態について図面を参照して、説明する。
1.電池
まず、実施形態等において製造される電池について、説明する。図1は、実施形態等において製造される電池1の構成の一例を示す。図1の一例の電池1は、電極群2及び外装部3を備える。外装部3は、外装容器5及び蓋部材6を備える。ここで、電池1及び外装容器5では、奥行き方向(矢印Xで示す方向)、奥行き方向に対して交差する(直交又は略直交な)横方向(矢印Yで示す方向)、及び、奥行き方向及び横方向の両方に対して交差する(直交又は略直交な)高さ方向(矢印Zで示す方向)が、規定される。電池1及び外装容器5のそれぞれでは、奥行き方向に沿った寸法が、横方向に沿った寸法、及び、高さ方向に沿った寸法のそれぞれに比べて、小さい。なお、図1は、部材ごとに分解した分解斜視図で、電池1を概略的に示す。
【0010】
外装容器5は、底壁7及び周壁8を備える。外装容器5の内部には、電極群2が収納される内部空洞10が、底壁7及び周壁8によって規定される。外装容器5では、内部空洞10は、高さ方向について、底壁7が位置する側とは反対側へ向かって開口する。蓋部材6は、底壁7とは反対側の端部で、周壁8に取り付けられる。このため、蓋部材6は、外装容器5の内部空洞10の開口を塞ぐ。蓋部材6及び底壁7は、高さ方向について内部空洞10を挟んで、互いに対して対向する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東芝
センサ
1か月前
株式会社東芝
制御装置
1か月前
株式会社東芝
搬送装置
2日前
株式会社東芝
遮断装置
1日前
株式会社東芝
電子機器
2日前
株式会社東芝
立て看板
28日前
株式会社東芝
回転電機
8日前
株式会社東芝
判定装置
3日前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
7日前
株式会社東芝
半導体装置
1か月前
株式会社東芝
半導体装置
8日前
株式会社東芝
半導体装置
28日前
株式会社東芝
真空バルブ
1か月前
株式会社東芝
スイッチギヤ
1か月前
株式会社東芝
ディスク装置
27日前
株式会社東芝
車両システム
1か月前
株式会社東芝
スイッチギヤ
23日前
株式会社東芝
区分システム
1か月前
株式会社東芝
アイソレータ
15日前
株式会社東芝
操作盤カバー
今日
株式会社東芝
静止誘導電器
1か月前
株式会社東芝
アンテナ装置
今日
株式会社東芝
紙葉類処理装置
14日前
株式会社東芝
物品区分システム
16日前
株式会社東芝
磁気ディスク装置
今日
株式会社東芝
磁気ディスク装置
今日
株式会社東芝
X線厚み測定装置
1か月前
株式会社東芝
バックアップ回路
14日前
株式会社東芝
磁気ディスク装置
今日
株式会社東芝
磁気ディスク装置
1か月前
株式会社東芝
磁気ディスク装置
2日前
株式会社東芝
有機物分解システム
1か月前
株式会社東芝
空転・滑走学習装置
1か月前
株式会社東芝
冷房能力指標推定装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ