TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025005921
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023106358
出願日
2023-06-28
発明の名称
コンロバーナの混合管構成部材の製造方法
出願人
株式会社ノーリツ
代理人
個人
主分類
F23D
14/64 20060101AFI20250109BHJP(燃焼装置;燃焼方法)
要約
【課題】深絞り加工された膨出部の基部の周囲のフランジ部に大きな歪みがないようにすることを適切に実現可能なコンロバーナの混合管構成部材の製造方法を提供する。
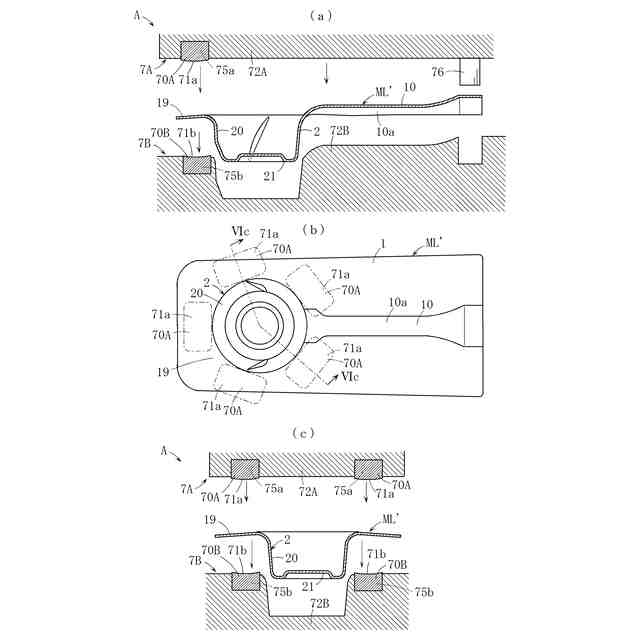
【解決手段】原材料としての金属板1Aに深絞り加工を施すことにより、金属板1Aには、その表面側に膨出する膨出部2を形成するとともに、この膨出部2の基部の周囲にフランジ部19を形成する膨出部形成工程を有している、コンロバーナの混合管構成部材の製造方法であって、膨出部形成工程の後に、フランジ部19の歪みを矯正する歪み矯正工程を有しており、歪み矯正工程においては、凸曲面状の第1のプレス面71aを有するパンチ7Aを利用し、第1のプレス面71aをフランジ部19の裏面に当接させてフランジ部19をプレスする。
【選択図】 図6
特許請求の範囲
【請求項1】
原材料としての金属板に深絞り加工を施すことにより、前記金属板には、その表面側に膨出する膨出部を形成するとともに、この膨出部の基部の周囲にフランジ部を形成する膨出部形成工程を有している、コンロバーナの混合管構成部材の製造方法であって、
前記膨出部形成工程の後に、前記フランジ部の歪みを矯正する歪み矯正工程を、さらに有しており、
前記歪み矯正工程においては、凸曲面状の第1のプレス面を有するパンチを利用し、かつ前記第1のプレス面を前記フランジ部の裏面に当接させて前記フランジ部をプレスすることを特徴とする、コンロバーナの混合管構成部材の製造方法。
続きを表示(約 520 文字)
【請求項2】
請求項1に記載のコンロバーナの混合管構成部材の製造方法であって、
前記パンチは、先端面が前記第1のプレス面とされた複数の第1のブロックと、これら複数の第1のブロックを互いに間隔を隔てた配置で前記フランジ部の裏面に対向接触可能に保持する第1のベース部と、を備えている、コンロバーナの混合管構成部材の製造方法。
【請求項3】
請求項1または2に記載のコンロバーナの混合管構成部材の製造方法であって、
前記歪み矯正工程においては、前記第1のプレス面の凸曲面状に対応した凹曲面状または平面状の第2のプレス面を有するダイをも利用し、前記第1および第2のプレス面によって前記フランジ部を挟むようにプレスする、コンロバーナの混合管構成部材の製造方法。
【請求項4】
請求項3に記載のコンロバーナの混合管構成部材の製造方法であって、
前記ダイは、先端面が前記第2のプレス面とされた複数の第2のブロックと、これら複数の第2のブロックを互いに間隔を隔てた配置で前記フランジ部の表面に対向接触可能に保持する第2のベース部と、を備えている、コンロバーナの混合管構成部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コンロバーナの混合管構成部材の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
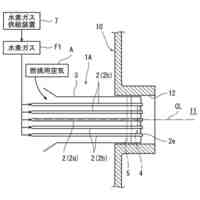
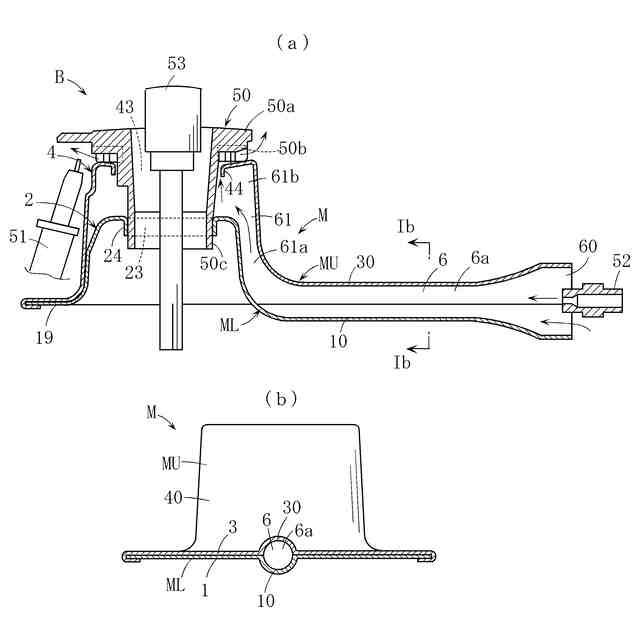
コンロバーナは、たとえば特許文献1~3などに記載されているように、一般的には、混合管を備えた構成とされている。混合管は、バーナキャップに設けられている複数の炎孔に、燃料ガスと空気との混合気を導くための部材であり、この混合管の上側にバーナキャップが載せられるのが通例である。
このようなコンロバーナの混合管は、たとえばアルミダイキャストなどとされるが、これではその製造コストが高価となる。
混合管の製造コストを低減するための手段としては、たとえば金属板にプレス加工を施すことにより、混合管の構成部材を形成する手段が考えられる。
【0003】
しかしながら、前記手段を採用した場合には、次に述べるように改善すべき課題がある。
【0004】
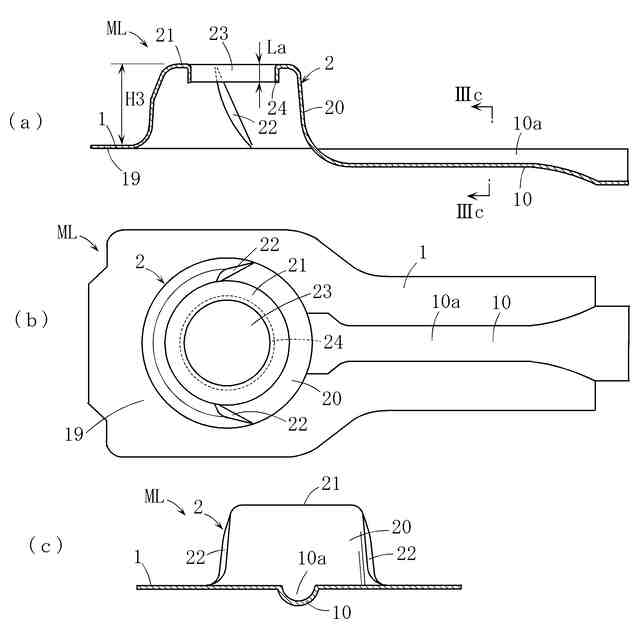
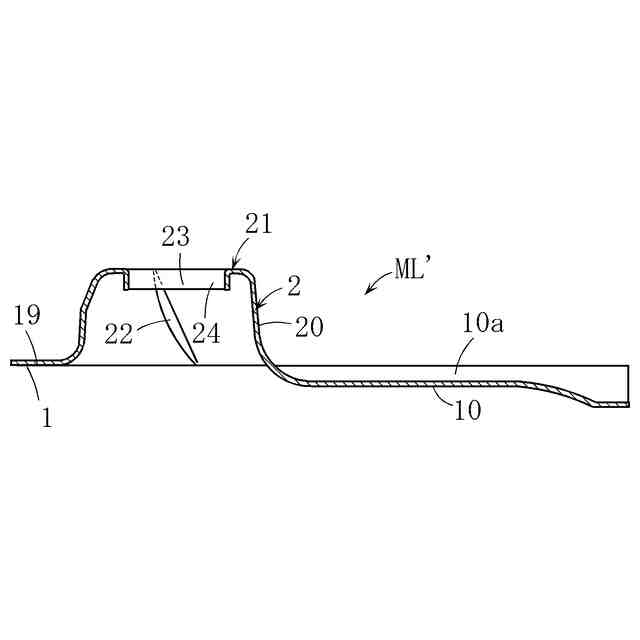
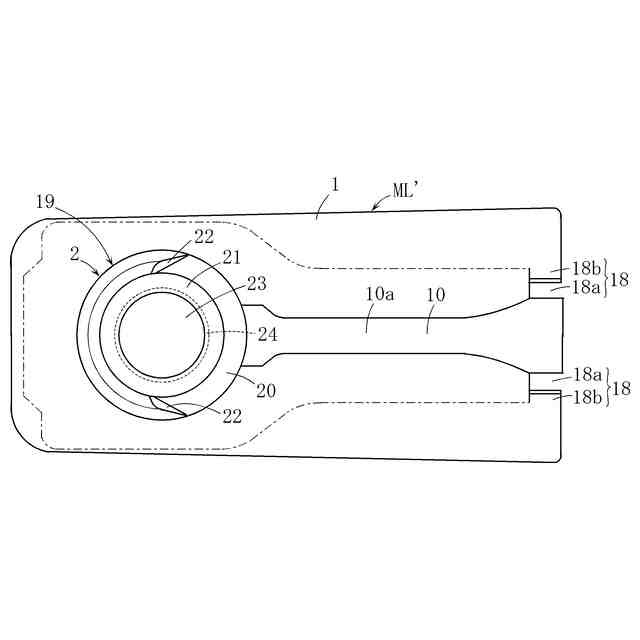
すなわち、混合管の構成部材の具体例としては、表面側(上面側)に膨出する膨出部、およびこの膨出部の基部の周囲に位置する平板状のフランジ部を備えた構成部材がある。このような構成部材を製造すべく、金属板に深絞り加工を施すことにより膨出部を形成する場合、フランジ部に歪みを生じ易い。この歪みは、フランジ部を裏面側凸状(下面側凸状)に変形させるものである。また、膨出部の絞り深さが大きいほど前記歪みは大きくなる。これでは、フランジ部が非フラット状となるため、前記フランジ部に混合管の他の構成部材を組み付ける際に、これらフランジ部と他の構成部材とを適切に密接させることが困難となる。その結果、それらの相互間に不当な隙間が発生したり、あるいはガタツキが発生するなどの不具合を生じる虞がある。このようなことは適切に解消されることが望まれる。
【先行技術文献】
【特許文献】
【0005】
特開2001-21147号公報
特許第3739915号公報
特開2019-27669号公報
特開2002-282952号公報
特許第6818229号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記したような事情のもとで考え出されたものであり、金属板に深絞り絞り加工を施して膨出部を形成する工程を経てコンロバーナの混合管構成部材を製造する場合において、前記膨出部の基部の周囲に形成されたフランジ部に大きな歪みがないようにすることを適切に実現し得るコンロバーナの混合管構成部材の製造方法を提供することを、その課題としている。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、本発明では、次の技術的手段を講じている。
【0008】
本発明により提供されるコンロバーナの混合管構成部材の製造方法は、原材料としての
金属板に深絞り加工を施すことにより、前記金属板には、その表面側に膨出する膨出部を形成するとともに、この膨出部の基部の周囲にフランジ部を形成する膨出部形成工程を有している、コンロバーナの混合管構成部材の製造方法であって、前記膨出部形成工程の後に、前記フランジ部の歪みを矯正する歪み矯正工程を、さらに有しており、前記歪み矯正工程においては、凸曲面状の第1のプレス面を有するパンチを利用し、かつ前記第1のプレス面を前記フランジ部の裏面に当接させて前記フランジ部をプレスすることを特徴としている。
【0009】
このような構成によれば、次のような効果が得られる。
すなわち、膨出部形成工程を終えた段階で、前記金属板のフランジ部に歪み(膨出部の深絞り加工に起因する歪み)が生じていたとしても、この歪みは、その後に実行される歪み矯正工程によって矯正される。矯正前におけるフランジ部の歪みは、フランジ部を裏面側凸状に変形させるものであるのに対し、歪み矯正工程においては、パンチの凸曲面状の第1のプレス面を、フランジ部の裏面に当接させてプレスしており、フランジ部をその歪み方向とは反対方向へ積極的に押圧変形させようとするものである。したがって、たとえばフランジ部を単なるフラット面でプレスする場合よりも、フランジ部の歪みを解消する効果に優れたものとすることができる。このようなことから、コンロバーナの混合管構成部材として、歪みが適切に矯正されたフランジ部を有するものを適切に製造することが可能である。その結果、前記混合管構成部材に他の混合管構成部材を組み付ける際に、前記フランジ部と他の混合管構成部材との間に、前記した歪みに起因する大きな隙間が発生したり、あるいはガタツキが発生するなどの不具合を生じないようにすることができる。
【0010】
本発明において、好ましくは、前記パンチは、先端面が前記第1のプレス面とされた複数の第1のブロックと、これら複数の第1のブロックを互いに間隔を隔てた配置で前記フランジ部の裏面に対向接触可能に保持する第1のベース部と、を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ノーリツ
温度センサ取付具
4日前
個人
無人薪ストーブ
1か月前
株式会社パロマ
給湯器
1か月前
株式会社パロマ
給湯器
1か月前
株式会社パロマ
給湯器
1か月前
有限会社天研工業
着火具
1か月前
株式会社ノーリツ
燃焼装置
3か月前
個人
燃焼装置
4日前
リンナイ株式会社
燃焼装置
2か月前
株式会社パロマ
湯沸器
1か月前
中部電力株式会社
燃焼装置
2か月前
株式会社トヨトミ
石油燃焼器の点火装置
3か月前
リンナイ株式会社
燃焼装置
3日前
中外炉工業株式会社
臭気ガス処理装置
1か月前
リンナイ株式会社
燃焼装置
1か月前
リンナイ株式会社
燃焼装置
2か月前
中外炉工業株式会社
アンモニア燃焼装置
1か月前
リンナイ株式会社
予混合装置
1か月前
リンナイ株式会社
予混合装置
1か月前
中外炉工業株式会社
蓄熱式水素燃焼設備
7日前
リンナイ株式会社
予混合装置
1か月前
中外炉工業株式会社
アンモニア燃焼設備
1か月前
株式会社下瀬微生物研究所
廃棄物焼却設備
2か月前
中外炉工業株式会社
バーナー装置及び工業炉
1か月前
横河電機株式会社
燃焼装置
1か月前
リンナイ株式会社
プレート式バーナ
1か月前
株式会社アクトリー
廃油脂類の焼却装置
1か月前
株式会社パロマ
燃焼装置
18日前
川崎重工業株式会社
バーナ
25日前
三浦工業株式会社
ボイラ
2か月前
株式会社山辰組
酸素供給型高速焼却装置及び焼却方法
2か月前
株式会社ヒラカワ
燃焼装置
1か月前
株式会社神鋼環境ソリューション
廃棄物処理設備
2か月前
川崎重工業株式会社
焼却プラント
1か月前
トヨタ自動車株式会社
燃焼装置
1か月前
東京瓦斯株式会社
燃焼方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ