TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024095867
公報種別
公開特許公報(A)
公開日
2024-07-11
出願番号
2022212829
出願日
2022-12-29
発明の名称
ショットブラスト装置、制御方法、制御プログラム
出願人
新東工業株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B24C
7/00 20060101AFI20240704BHJP(研削;研磨)
要約
【課題】ショット量の下限値の調整を高精度に行うことを目的とする。
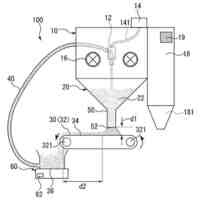
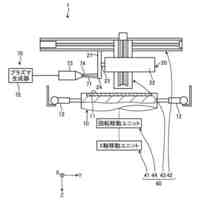
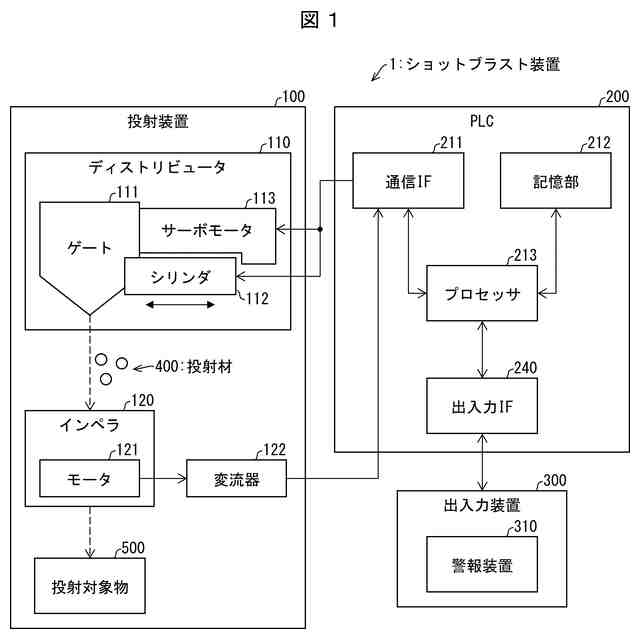
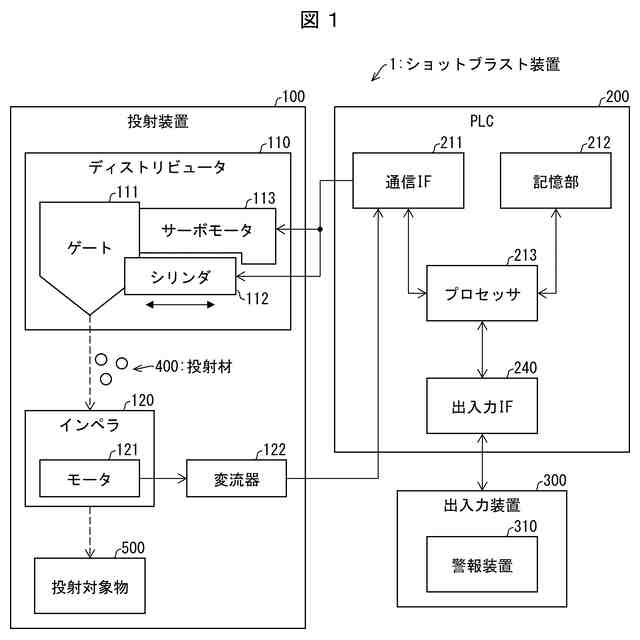
【解決手段】ショットブラスト装置(1)は、プロセッサ(213)が、インペラ(120)のモータ(121)の負荷電流値が、電流下限値(CL1)を有する設定範囲内となるように、ゲート(111)を開にする状態のシリンダ(112)に対して、サーボモータ(113)を用いた位置制御を行うことにより、投射材(400)を供給するディストリビュータ(110)のゲート(111)の開度を調整する。
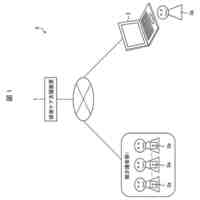
【選択図】図1
特許請求の範囲
【請求項1】
1以上のゲートを有し投射材を供給するディストリビュータと、
1以上のモータを有し、前記ゲートを介して供給された前記投射材を投射するインペラと、
1以上のプロセッサと、
前記ゲートを開閉する1以上のシリンダと、
前記シリンダの位置を変更する1以上のサーボモータと、を備え、
前記プロセッサは、前記インペラのモータの負荷電流値が、下限値を有する設定範囲内となるように、前記ゲートを開にする状態の前記シリンダに対して、前記サーボモータを用いた位置制御を行うことにより、前記ゲートの開度を調整する、
ショットブラスト装置。
続きを表示(約 1,000 文字)
【請求項2】
前記設定範囲は、更に上限値を有する、
請求項1に記載のショットブラスト装置。
【請求項3】
前記プロセッサは、前記投射材が前記ゲートから前記インペラに到達するまでの時間に応じて、前記サーボモータの単位時間当たりの変更量を設定し、
前記インペラのモータの負荷電流値が前記下限値に達した場合、前記変更量にて前記サーボモータを駆動する、
請求項1または2に記載のショットブラスト装置。
【請求項4】
前記ショットブラスト装置は、記憶部を更に備え、
前記記憶部は、前記設定範囲の下限値を記憶する、
請求項1または2に記載のショットブラスト装置。
【請求項5】
前記記憶は、前記ショットブラスト装置が運転している間に行われる、
請求項4に記載のショットブラスト装置。
【請求項6】
前記プロセッサは、前記記憶した下限値を前記記憶部から読み出して設定する、
請求項4に記載のショットブラスト装置。
【請求項7】
前記設定は、前記ショットブラスト装置が運転を開始する前に行われる、
請求項6に記載のショットブラスト装置。
【請求項8】
前記記憶部は、前記ゲートの開度を、時系列データとして更に記憶する、
請求項4に記載のショットブラスト装置。
【請求項9】
1以上のゲートを有し投射材を供給するディストリビュータと、
1以上のモータを有し投射材を投射するインペラとを備えるショットブラスト装置の制御方法であって、
前記ショットブラスト装置は、
前記ゲートを開閉する1以上のシリンダと、
前記シリンダの位置を変更する1以上のサーボモータと、を備え、
前記モータの負荷電流値が、下限値を有する設定範囲内となるように、前記ゲートを開にする状態の前記シリンダに対して、前記サーボモータを用いた位置制御を行うことにより、前記ゲートの開度を調整する、
ショットブラスト装置の制御方法。
【請求項10】
前記プロセッサを備えるコンピュータを、請求項1に記載のショットブラスト装置として機能させるためのプログラムであって、前記プロセッサに前記位置制御を実行させるプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ショットブラスト装置、制御方法、制御プログラムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、ショットブラスト装置において、ショット品質を管理するために、インペラのモータ電流値が一定範囲内となるようショット量を調整する技術が知られている。
【先行技術文献】
【特許文献】
【0003】
特開平06-143147号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、前記一定範囲は、ショット量調整の精度の限界の範囲内でしか設定できない。従来の技術では、ショット量の調整にシャッタープレートまたはゲートと、シリンダとのみを用いており、シャッタープレートまたはゲートの開度を微調整できなかった。そのため、基準品質を満たすためのショット量の下限値や、部品に過剰な負荷がかからないためのショット量の上限値を定めるほどの精度ではインペラのモータ電流値の範囲を設定できなかった。そのため、インペラのモータ電流値が前記一定範囲内であっても不良品が生産されたり、過剰な投射が行われたりすることがあった。
【0005】
本発明の一態様は、ショット量の下限値の調整を高精度に行うことを目的とする。
【課題を解決するための手段】
【0006】
前記の課題を解決するために、本発明の一態様に係るショットブラスト装置は、1以上のゲートを有し投射材を供給するディストリビュータと、1以上のモータを有し、前記ゲートを介して供給された前記投射材を投射するインペラと、1以上のプロセッサと、前記ゲートを開閉する1以上のシリンダと、前記シリンダの位置を変更する1以上のサーボモータと、を備え、前記プロセッサは、前記インペラのモータの負荷電流値が、下限値を有する設定範囲内となるように、ゲートを開にする状態の前記シリンダに対して、前記サーボモータを用いた位置制御を行うことにより、前記ゲートの開度を調整する。
【0007】
本発明の各態様に係るショットブラスト装置は、コンピュータによって実現してもよく、この場合には、コンピュータを前記ショットブラスト装置が備える各部(ソフトウェア要素)として動作させることにより前記ショットブラスト装置をコンピュータにて実現させるショットブラスト装置の制御プログラム、およびそれを記録したコンピュータ読み取り可能な記録媒体も、本発明の範疇に入る。
【発明の効果】
【0008】
上記によれば、ショット量の下限値の調整を高精度に行うことを可能とし、投射品質を適切に保つことにより、不良品の発生確率を低減させることができる。
【図面の簡単な説明】
【0009】
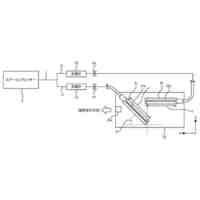
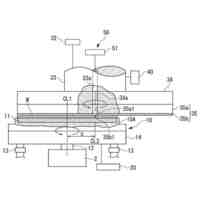
本発明の実施形態に係るブロック図である。
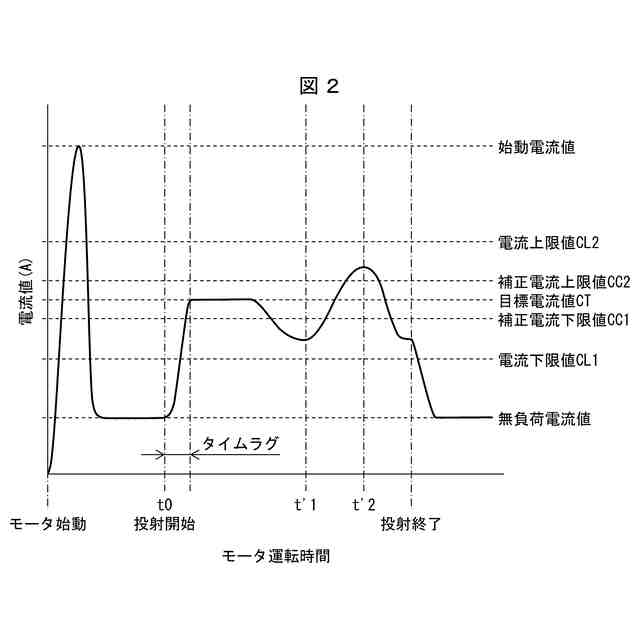
本発明の実施形態に係る制御を行わない場合のモータの電流値の時系列推移グラフの一例である。
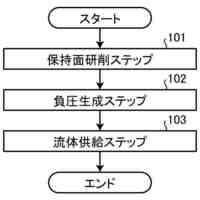
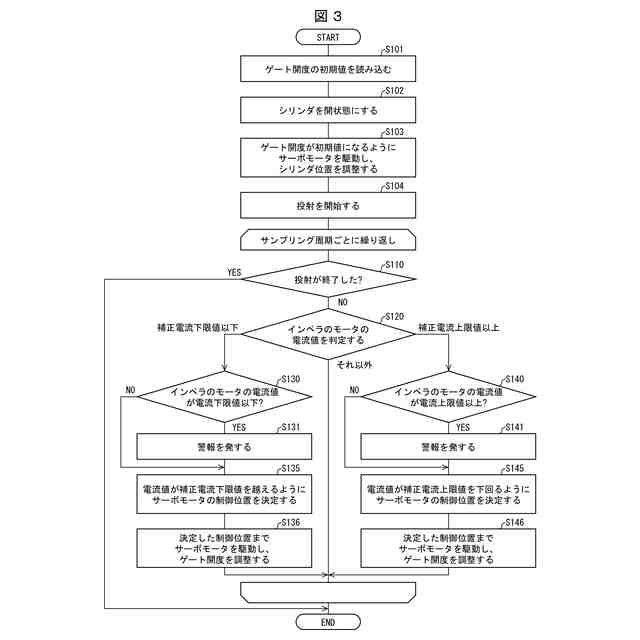
本発明の実施形態に係る処理の全体を示すフローチャートである。
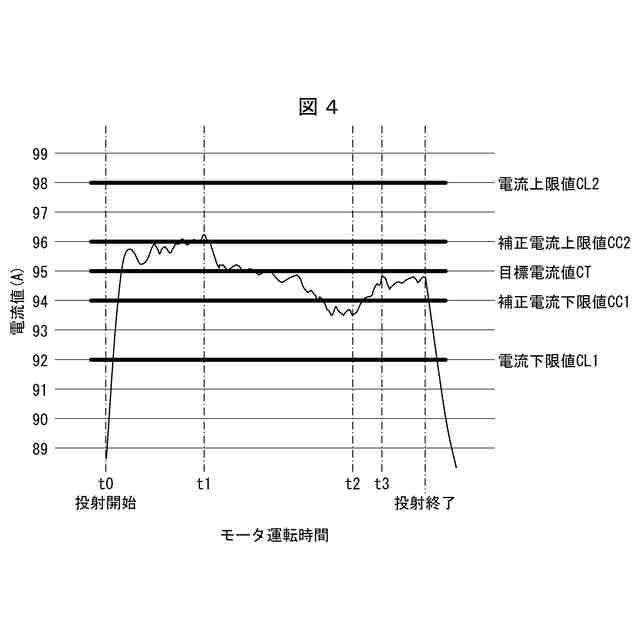
本発明の実施形態に係る制御を行った場合のモータの電流値の時系列推移グラフの一例である。
【発明を実施するための形態】
【0010】
〔本開示の実施形態の概要〕
最初に、本開示の実施形態の概要を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
測定モジュール
1日前
新東工業株式会社
積層造形品の処理方法
7日前
新東工業株式会社
排泄ケア支援装置及び排泄ケア支援方法
1か月前
新東工業株式会社
光合成微生物回収装置及び光合成微生物回収方法
18日前
個人
回転ヤスリ
29日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
CMP装置
今日
UHT株式会社
駆動工具
22日前
個人
カッター
26日前
三菱マテリアル株式会社
バレル研磨用容器
19日前
株式会社カルテックス
ブラスト装置
1か月前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
18日前
株式会社東京精密
研磨装置の保持面加工方法
4日前
山九株式会社
水切り装置
1日前
日立Astemo株式会社
加工方法、加工装置
1日前
株式会社雄飛
加工装置及び加工方法
11日前
新東工業株式会社
積層造形品の処理方法
7日前
株式会社ディスコ
切削装置
7日前
株式会社チップトン
遠心バレル研磨機
28日前
株式会社マキタ
携帯用加工機
1か月前
株式会社ディスコ
保持面修正方法
22日前
株式会社ディスコ
加工装置
1か月前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
19日前
株式会社ジェイテクト
研削システム
1か月前
株式会社ディスコ
清掃器具及び清掃方法
26日前
牧野フライス精機株式会社
ホーニング加工装置
12日前
ニッタ・デュポン株式会社
被研磨物保持具
今日
株式会社ディスコ
ウェーハの研磨方法
1か月前
株式会社荏原製作所
研磨装置、および研磨方法
11日前
株式会社ディスコ
研削装置及び研削方法
11日前
株式会社ディスコ
切削装置および切削方法
1日前
株式会社ディスコ
ドレッシング部材
1日前
株式会社ディスコ
被加工物の研削方法
19日前
株式会社ディスコ
ウェーハの製造方法
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ