TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024086650
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2023209878
出願日
2023-12-13
発明の名称
時計部品の製造方法
出願人
ロレックス・ソシエテ・アノニム
,
ROLEX SA
代理人
弁理士法人第一国際特許事務所
主分類
G04B
13/02 20060101AFI20240620BHJP(時計)
要約
【課題】2つの部分の、正確な形状と、最適な粗さと機械的性質を得ることを可能にする、時計部品の製造方法を提供する。
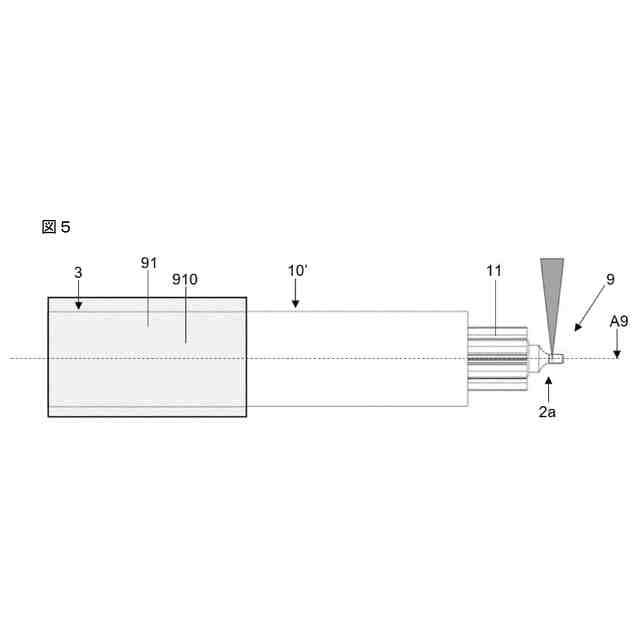
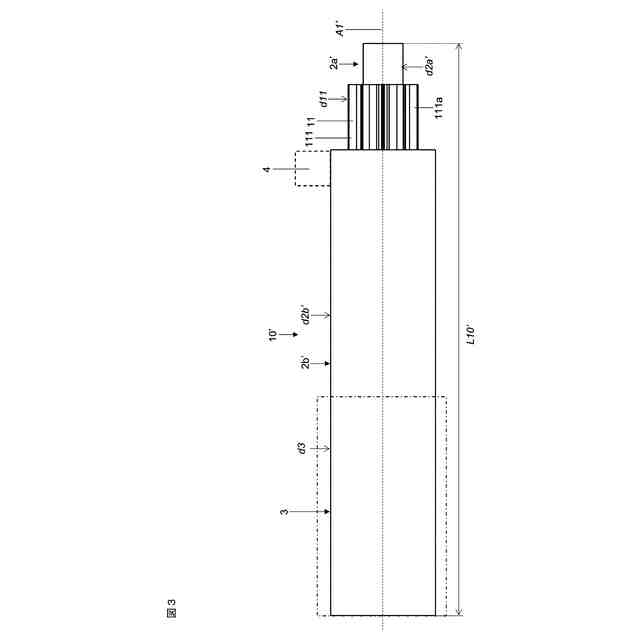
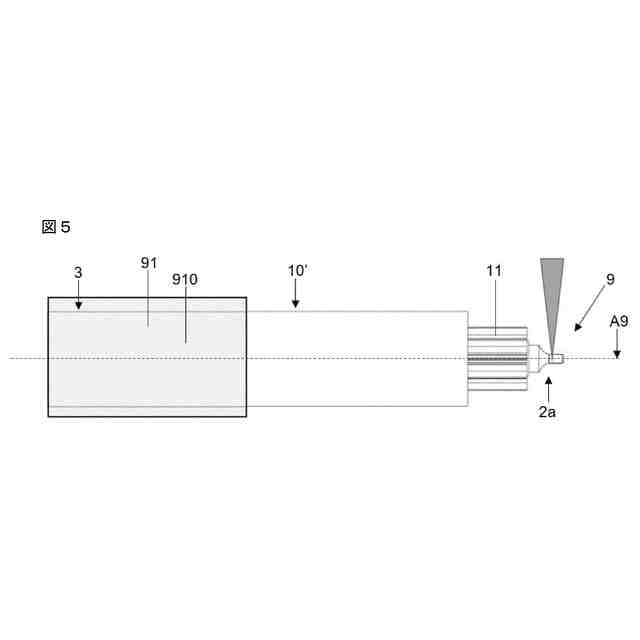
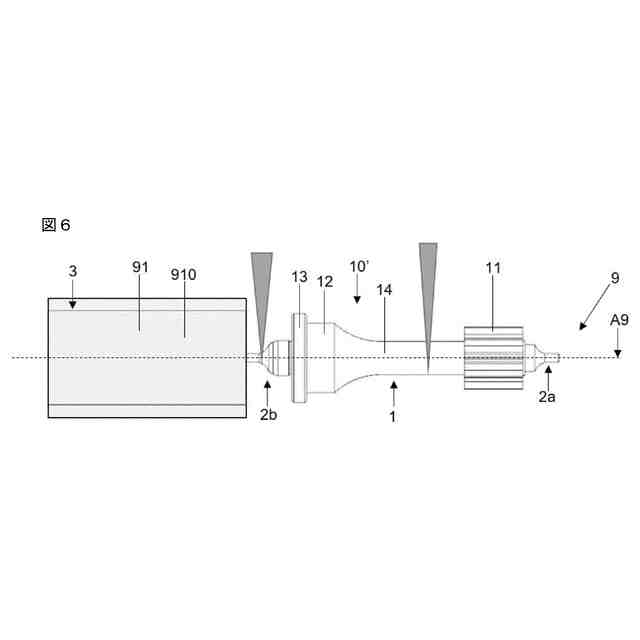
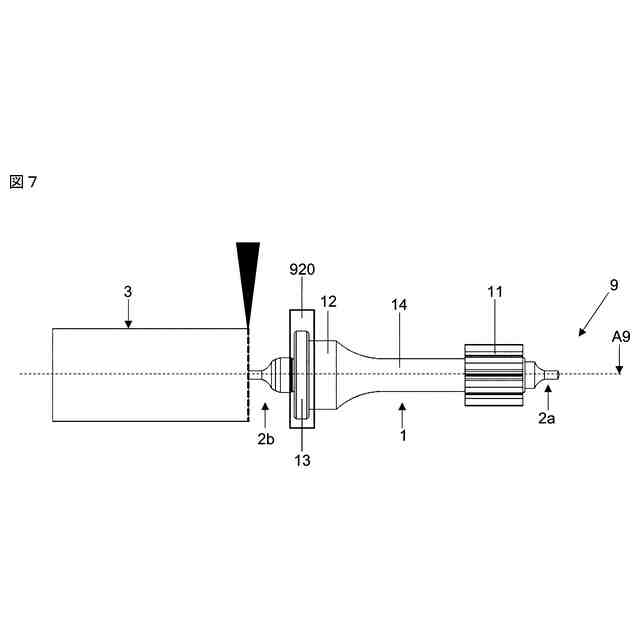
【解決手段】他の部品へエネルギーを伝達する、または他の部品からのエネルギーを消費するための、少なくとも1つの機能的側面を含む、少なくとも1つの第一部分と、案内面を含む少なくとも1つの第二部分とを含む、時計部品の製造方法であって、時計部品のブランク10’を形成する、第一微細射出ステップであって、ブランク10’は、少なくとも1つの第一部分と少なくとも1つの機能的側面とを含み、第二部分のブランクを含む、ステップと、その後時計部品のブランク10’の少なくとも1つのパーツの、第二機械加工ステップ、特に第二レーザ加工ステップ、具体的にフェムト秒レーザ加工であって、パーツは案内面を含む第二部分を形成する第二部分のブランクを含む、ステップと、を含む。
【選択図】図5
特許請求の範囲
【請求項1】
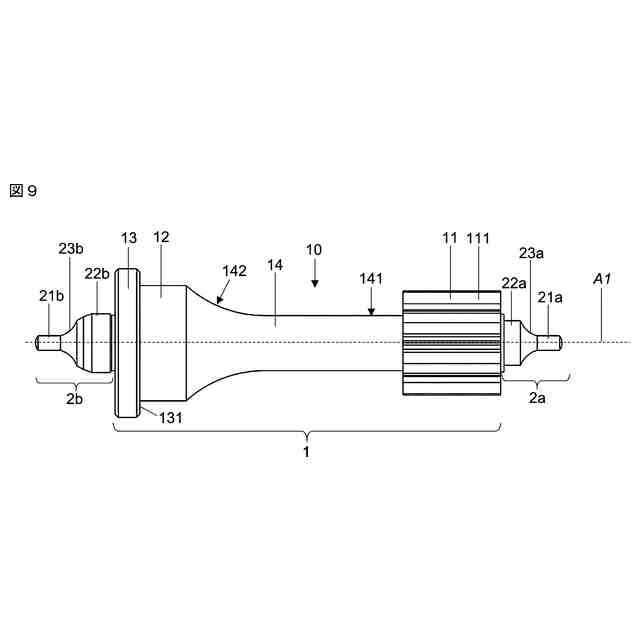
他の部品へエネルギーを伝達する、または他の部品からのエネルギーを消費するための、少なくとも1つの機能的側面を含む、少なくとも1つの第一部分と、案内面を含む少なくとも1つの第二部分とを含む、時計部品(10)の製造方法であって、
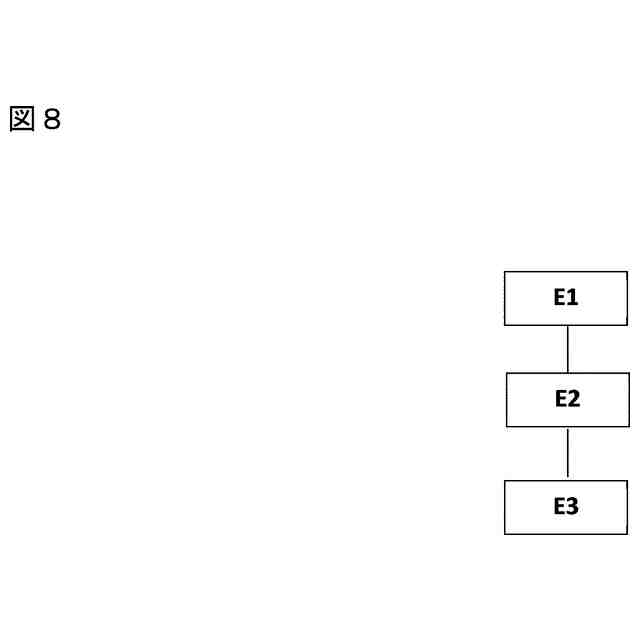
前記時計部品のブランク(10’)を形成する、第一微細射出ステップ(E1)であって、前記ブランクは、前記少なくとも1つの第一部分と前記少なくとも1つの機能的側面とを含み、前記第二部分のブランクを含む、ステップと、その後
前記時計部品の前記ブランクの少なくとも1つのパーツの、第二機械加工ステップ(E2)、特に第二レーザ加工ステップ、具体的にフェムト秒レーザ加工であって、前記パーツは前記案内面を含む前記第二部分を形成する前記第二部分のブランクを含み、前記第二機械加工ステップ(E2)は、前記第二機械加工ステップ(E2)中に変更されないまま維持される前記少なくとも1つの第一部分を除いて実施される、ステップと、
を含む、
時計部品の製造方法。
続きを表示(約 2,000 文字)
【請求項2】
方法は、前記機械加工ステップ(E2)とは別個の、後続の第三トライボ仕上げステップ(E3)、具体的にはバルク研磨、及びまたは研磨剤粒子、具体的にはダイヤモンドの、及びまたはビーズの形状のキャリヤ、具体的にはセラミックの実施、のステップを含む、及びまたは前記第二機械加工ステップ(E2)は、前記機械加工に使用されたものと同じであり、再構成されたレーザを用いて研磨を実施する仕上げサブステップを含む、第二レーザ加工ステップである、
請求項1に記載の時計部品の製造方法。
【請求項3】
方法は、15nmより小さい、または12nm以下の、または10nm以下の、そして任意で5nm以上の、前記案内面の粗さRaを得るために、継続時間が15時間以下、または10時間以下の、前記第三トライボ仕上げステップ(E3)を含む、
請求項2に記載の時計部品の製造方法。
【請求項4】
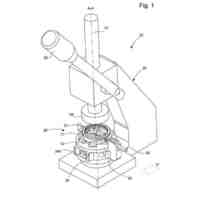
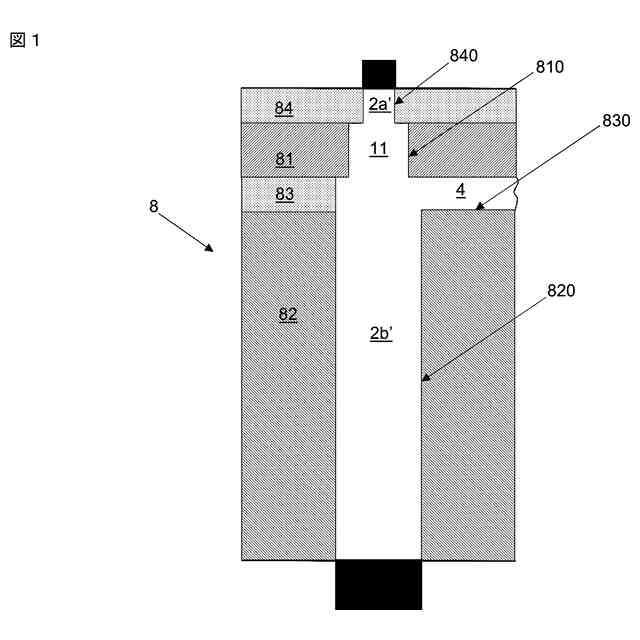
前記第一微細射出ステップ(E1)は、射出成形金型(8)の射出キャビティ内へ素材を射出することを含み、前記素材は、ポリマー、複合材料、金属、または具体的には酸化ジルコニウム及びまたはアルミナで主として構成される、工業用セラミック、または具体的にはNi、Cu、Pd、Pt、Fe、Co、Ti、Nb、Zrの元素の少なくとも1つの金属で形成された金属基材を含む、具体的には非晶質金属合金である、非晶質材料である、
請求項1から3のいずれか一項に記載の時計部品の製造方法。
【請求項5】
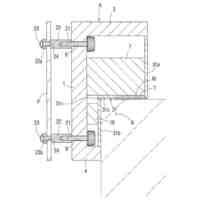
前記射出成形金型(8)は、少なくとも部分的にニッケルNiまたはニッケルリンNiPを含む素材製の射出キャビティを含む、具体的にはLIGA技術を用いた成長のステップを通じて得られた、ニッケルNiまたはニッケルリンNiPを含む素材を有し、前記第一部分の前記少なくとも1つの機能的側面を作成する及びまたは前記第二部分の前記ブランクを形成することが意図される、前記射出成形金型(8)の射出キャビティの一部を形成する切欠き(810、830、840)を含む、少なくとも1つの着脱プレートを、含む、
請求項4に記載の時計部品の製造方法。
【請求項6】
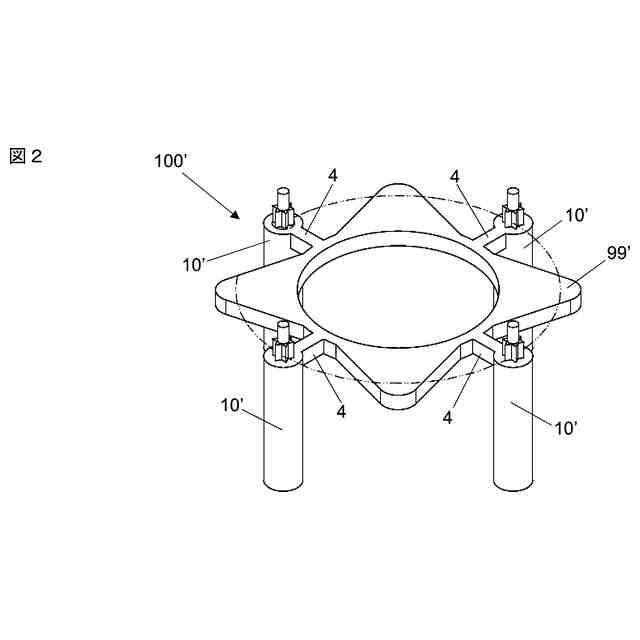
前記射出成形金型(8)の前記射出キャビティは、中間支持部(4、99’)により互いに堅固に接続された、時計部品(10)の複数のブランク(10’)を同時に製造可能にする形状を含む、及び前記方法は、前記金型からの除去後に、前記中間支持部(4、99’)から前記ブランク(10’)を分離するステップを含む、
請求項4または5に記載の時計部品の製造方法。
【請求項7】
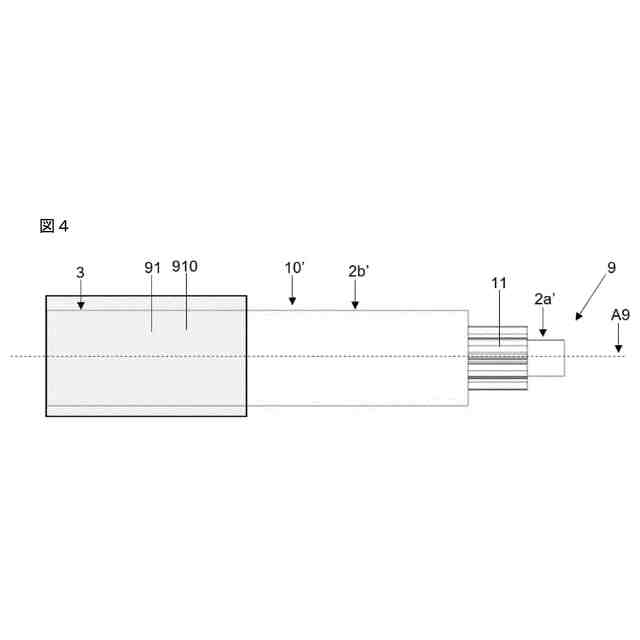
前記第二機械加工ステップ(E2)は、前記ブランク(10’)の前記軸(A1’)に対応する回転軸(A9)周りに回転する段階、具体的には200rpm以上の、または1,000rpm以上の、または20,000rpm以上の、または50,000rpm以上の、または100,000rpm以上の速度の回転で、具体的には前記時計部品の前記ブランクの前記少なくとも1つのパーツに接線方向にレーザスキャンを、具体的には螺旋軌道を形成するスキャンを実施するために、当該回転中に前記回転軸に対してレーザビームが移動される、段階を含む、第二レーザ加工ステップである、
請求項1から6のいずれか一項に記載の時計部品の製造方法。
【請求項8】
前記第二機械加工ステップ(E2)の前記レーザは、赤外線レーザビーム、具体的には800nmと1,100nmの間の波長を、特に1,030nm±5nmの波長を有する赤外線レーザビーム、または緑色レーザビーム、具体的には500nmと540nmの間の波長を、特に515nm±2.55nmの波長を有する緑色レーザビーム、または紫外線レーザビーム、具体的には400nmより低い波長を、特に343nm±25nmの波長を有する紫外線レーザビーム、または青色レーザビーム、具体的には400nmと480nmの間の波長を有する青色レーザビームを照射するレーザである、
請求項1から7のいずれか一項に記載の時計部品の製造方法。
【請求項9】
前記第一微細射出ステップ(E1)は、50nm以下の、または40nm以下の、表面粗さRaを有する、前記少なくとも1つの機能的側面を製造する、
請求項1から8のいずれか一項に記載の時計部品の製造方法。
【請求項10】
前記第二機械加工ステップ(E2)の前記レーザは、50nm以下の、または40nm以下の、粗さRaを有する案内面を製造する、
請求項1から9のいずれか一項に記載の時計部品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、時計ムーブメントの他の部品へエネルギーを伝達する、または時計ムーブメントの他の部品からのエネルギーを消費する、機能的部分と、時計部品の運動を、具体的にはその回転及びまたは並進を案内する案内部分とを含む、時計部品の製造方法に関する。本発明はまた、当該方法から得られる時計部品そのものと、当該時計部品を含む時計ムーブメントに関する。最後に、本発明は、当該時計部品または当該時計ムーブメントを含む、時計に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えば特許文献1で説明される、工業用セラミック製の時計部品の機械加工は、具体的には部品の耐衝撃性に害を及ぼす初期亀裂を形成する、セラミックに応力や新たな欠陥を、具体的には表面欠陥を生じないように、工具と素材との間の相互作用を完全に制御することが要求される、難しい作業である。
【0003】
例えば2mmより小さい直径の、小さな時計真の製造は、具体的には真の端部にある非常に小さな直径(<200ミクロン、または<100ミクロン)のピボットの存在のため、特に難しく、ピボットの機能は、真の案内、特に真の旋回の案内である。これらピボットは、完全な円形形状を有さねばならない、即ち、可能な限り完全な回転面を形成しなければならず、その寸法は高度に正確でなければならない。ピボットは、軸受と相互作用するよう設計され、真円度や非正確な直径といったあらゆる形状的欠陥は、真が組み込まれたムーブメントの計時性能を損なう結果となる。軸受と相互作用するピボットの表面が過度に粗い場合も、同様である。これは、天真の場合に、特に合致する。
【0004】
従来技術にかかる真が鋼から回転加工されるのは、これが理由であり、ピボットはその後、最終の粗さ、硬度、及び形状を得るために、圧延される。
【0005】
加えて、時計真周りの機能的部分、特にピニオンの歯の製造も、具体的にはピニオンが採用する形状、特にその歯の機能的側面の形状または特定の向きを理由として、同様に複雑であり、機能的側面は、非常に正確な形状と、完璧な表面仕上げが、具体的には非常に低い粗さが達成されなければならない。
【0006】
従来の機械加工技術は、案内部分のみならず機能的部分も含む、複雑な形状の部品を得るために、実施が難しいこともある。具体的には、機能的部分の形状に応じて、特に例えばピニオンの歯の機能的側面の形状または特定の向きに応じて、従来の機械加工技術は適応不可能である。加えて、これら技術は、時計部品に用いられる素材の全てに適したものではない。具体的には、セラミックパーツに適用することは、特に切削工具または砥石車を用いて回転加工するのに非常に長い時間がかかり、工具が急激に摩耗するため、非常に難しい、または不可能である。
【0007】
このため、機能的部分と案内部分の両方を含む時計部品の製造は、方法が両部分の特定の形状及び機械的要件を達成しなければならないことから、特に複雑である。2つの部分の表面粗さもまた、それぞれの機能に適さねばならない。このような方法はまた、合理的な製造時間で大規模に展開可能なように、可能な限り単純でなければならない。
【先行技術文献】
【特許文献】
【0008】
欧州特許出願公開第3258325号明細書
欧州特許出願公開第3981571号明細書
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、少なくとも1つの機能的部分と少なくとも1つの案内部分の両方を含む、時計部品の製造方法を提供することである。
【0010】
本発明の第一の目的は、機能的部分と案内部分の両者を含む時計部品の製造方法であって、時計部品の、具体的には2つの部分の、正確な形状と、最適な粗さと機械的性質を得ることを可能にする、時計部品の製造方法を提供することである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プリズム
掛時計
今日
オメガ・エス アー
計時器用制御デバイス
27日前
カシオ計算機株式会社
ケースおよび時計
21日前
ナカソネ住設株式会社
スケルトン形コンソール時計
2か月前
シチズン時計株式会社
電子時計
1か月前
セイコーエプソン株式会社
時計
1か月前
モントレ・ジャケ・ドロー・エスアー
ブレスレット固定デバイス
1日前
カシオ計算機株式会社
スイッチ装置、時計および電子機器
1日前
ブランパン・エス アー
時計の年周期を表示する機構
1か月前
株式会社SOKEN
車両用時刻補正装置
今日
ニヴァロックス-ファー ソシエテ アノニム
時計の締結要素
26日前
シチズン時計株式会社
巻真連動機構及び時計
13日前
オメガ・エス アー
携行型時計のベゼル又は風防を駆動するためのプレス装置
2か月前
セイコーエプソン株式会社
時計部品、時計および時計部品の製造方法
8日前
住友重機械工業株式会社
時刻表示装置、時刻表示方法、時刻表示プログラム
1か月前
セイコーウオッチ株式会社
情報表示機構、時計用ムーブメントおよび時計
21日前
オメガ・エス アー
剛性を調整する手段を備える計時器用共振器機構のための渦巻きばね
2か月前
カシオ計算機株式会社
電子時計、表示制御方法及びプログラム
今日
オメガ・エス アー
剛性を調整する手段を備える計時器用共振器機構のための渦巻きばね
2か月前
カシオ計算機株式会社
電子時計、時刻表示方法及びプログラム
2か月前
セイコーエプソン株式会社
時計のアフターサービス実施方法
7日前
ロレックス・ソシエテ・アノニム
時計用連結装置
26日前
カシオ計算機株式会社
ケースおよび時計
11日前
ニヴァロックス-ファー ソシエテ アノニム
巻き上げデバイスと時計ムーブメント
27日前
ニヴァロックス-ファー ソシエテ アノニム
巻き上げデバイスと時計ムーブメント
27日前
オメガ・エス アー
可撓性調整手段を備えた時計の共振器のヒゲゼンマイ及び関連材料
5日前
ブランパン・エス アー
年周期の複数期間を表示する機構、時計ムーブメント及び時計
1か月前
ロレックス・ソシエテ・アノニム
時計部品の製造方法
5日前
ロレックス・ソシエテ・アノニム
時計部品の製造方法
1か月前
ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド
機能的な機械的部品
1日前
セイコーエプソン株式会社
時計用部品、時計、および、時計用部品の製造方法
1か月前
セイコーエプソン株式会社
時計
1か月前
ロレックス・ソシエテ・アノニム
自動巻き上げ連鎖用伝達機構
26日前
ニヴァロックス-ファー ソシエテ アノニム
時計部品を支持要素に取り付けるための一体部品
26日前
モントレー ブレゲ・エス アー
万年暦表示を有する時計ムーブメントのためのうるう年表示機構
1か月前
ニヴァロックス-ファー ソシエテ アノニム
時計部品を支持要素に取り付けるための弾性保持部材
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ