TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024072303
公報種別
公開特許公報(A)
公開日
2024-05-28
出願番号
2022182992
出願日
2022-11-16
発明の名称
スラグの蒸気エージング方法
出願人
JFEスチール株式会社
代理人
個人
主分類
C04B
5/00 20060101AFI20240521BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】処理槽内にスラグ層を積み付けて水蒸気を供給する蒸気エージング方法において、積み付け高さをある程度にまで高くしても、処理ムラがなく原単位の改善も可能なスラグの蒸気エージング方法を提供する。
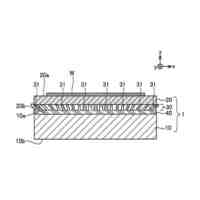
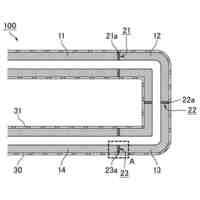
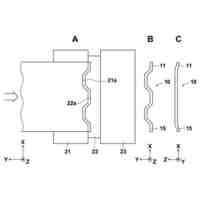
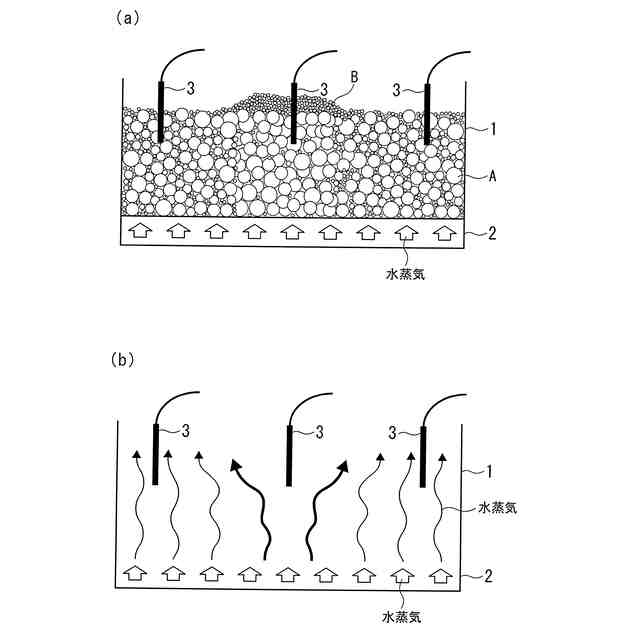
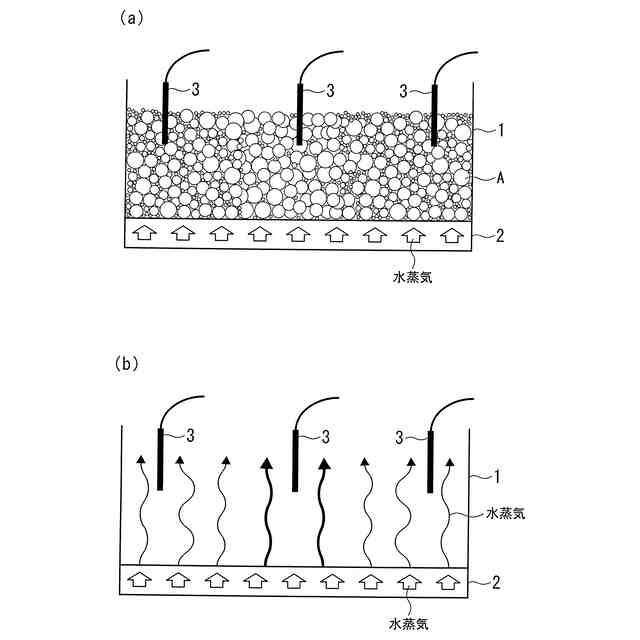
【解決手段】スラグを処理槽1内に積み付けてスラグ層Aとし、このスラグ層A内に蒸気を供給する蒸気エージング方法において、スラグ層Aの複数箇所の温度分布に基づいて易通気箇所を判定し、該易通気箇所の上面に、追加層Bを布置する。
【選択図】図1
特許請求の範囲
【請求項1】
スラグを処理槽内に積み付けてスラグ層Aとし、このスラグ層A内に蒸気を供給する蒸気エージング方法において、
前記スラグ層Aの複数箇所の温度分布に基づいて易通気箇所を判定し、該易通気箇所の上面に、追加層Bを布置することを特徴とするスラグの蒸気エージング方法。
続きを表示(約 740 文字)
【請求項2】
前記追加層Bが、前記スラグ層Aよりも通気抵抗が大きい層であることを特徴とする請求項1に記載のスラグの蒸気エージング方法。
【請求項3】
前記追加層Bが、前記スラグ層Aを構成するスラグよりも平均粒径が小さい細粒スラグからなることを特徴とする請求項2に記載のスラグの蒸気エージング方法。
【請求項4】
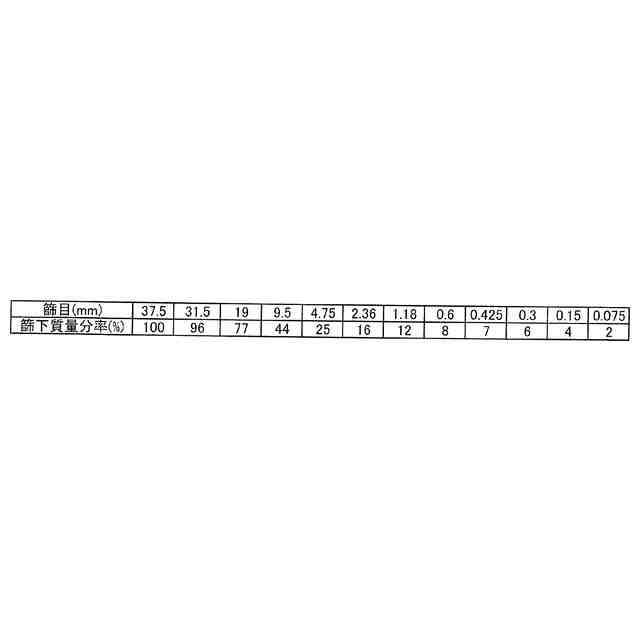
前記細粒スラグは、篩目1.18~5.6mmのいずれかで篩った篩下を用いることおよび/または前記追加層Bの厚さが0.1~0.3mであることを特徴とする請求項3に記載のスラグの蒸気エージング方法。
【請求項5】
前記スラグ層Aを構成するスラグは平均粒径が15~40mmであることを特徴とする請求項1~4のいずれか一項に記載のスラグの蒸気エージング方法。
【請求項6】
前記スラグ層Aは、製鋼スラグからなることを特徴とする請求項1~4のいずれか一項に記載のスラグの蒸気エージング方法。
【請求項7】
前記スラグ層Aは、製鋼スラグからなることを特徴とする請求項5に記載のスラグの蒸気エージング方法。
【請求項8】
前記温度分布に代えてあるいはさらに噴気分布としたことを特徴とする請求項1~4のいずれか一項に記載のスラグの蒸気エージング方法。
【請求項9】
前記温度分布に代えてあるいはさらに噴気分布としたことを特徴とする請求項5に記載のスラグの蒸気エージング方法。
【請求項10】
前記温度分布に代えてあるいはさらに噴気分布としたことを特徴とする請求項6に記載のスラグの蒸気エージング方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄鋼スラグの膨張を抑制して安定化させるためのスラグの蒸気エージング方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
製鉄プロセスにおける転炉などから発生する多量の鉄鋼スラグ(以下、単にスラグともいう)を利材化することは重要な課題の一つである。スラグは固い石質であることから、道路などの路盤材や骨材などとして利用されているが、なかでも製鋼スラグは特に遊離石灰(フリーライム)を含むことから、雨水などの水分と反応して膨張することが問題となる。製鋼スラグを道路用に用いる場合、所定の膨張特性(水浸膨張比で1.0%以下)を満たすことが規定されており(非特許文献1参照)、このため製鋼スラグは、使用前に遊離石灰を水分と反応させておく工程、すなわちエージング処理が必要である。なお、水浸膨張比の測定は、非特許文献1の付属書Bに準じている。
【0003】
製鋼スラグを効率的にエージング処理する方法として、水蒸気を用いて高温で水との反応を促進する方法、すなわち蒸気エージング法が広く知られている。
【0004】
蒸気エージングに関して、例えば、特許文献1には、側面と底面で囲われた容器内に製鋼スラグを収納し、この製鋼スラグ中に埋設されたノズルから水蒸気を送気して高温で急速に水分と反応させる方法が開示されている。また、特許文献2には、容器内に収納した製鋼スラグの表面を複数の区画に分割し、各区画で製鋼スラグ表面の温度推移を計測し、温度推移に基づき蒸気流量の分布を推定し、推定蒸気流量に基づき各区画毎に蒸気流量を制御する方法が開示されている。また、特許文献3には、所定の粒径に破砕された製鋼スラグを圧力容器に装入し、この圧力容器内で所定の条件で加圧蒸気エージングする方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開昭63-260842号公報
WO2020-209174号公報
特開平8-165151号公報
【非特許文献】
【0006】
JIS A5015:2018「道路用鉄鋼スラグ」
Ergun,S.:Chem.Eng.Frog.,48,89(1952)
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示される方法では、スラグ層内で蒸気流れのばらつきが発生しやすく、これがエージングの処理のばらつき(処理ムラ)の原因となる。近年、1ピット当り数1000トンの多量の製鋼スラグを限られたエリアでエージング処理するため、蒸気エージングにおけるスラグ積み付け高さがある程度にまで(例えば3m程度にまで)高くなる傾向にある。スラグ積み付け高さが高くなるほどスラグ層内での蒸気流れのばらつきとこれに伴うエージングの処理ムラが発生しやすくなっている。
【0008】
この問題は、製鋼スラグの積み付け状態が不均一であることにも由来するが、スラグ自体の性状や積み付け作業上の制約から、製鋼スラグの積み付け状態を均一にすることは事実上困難である。特許文献1では、前述の処理ムラの発生をなくすことについては考慮されていない。
【0009】
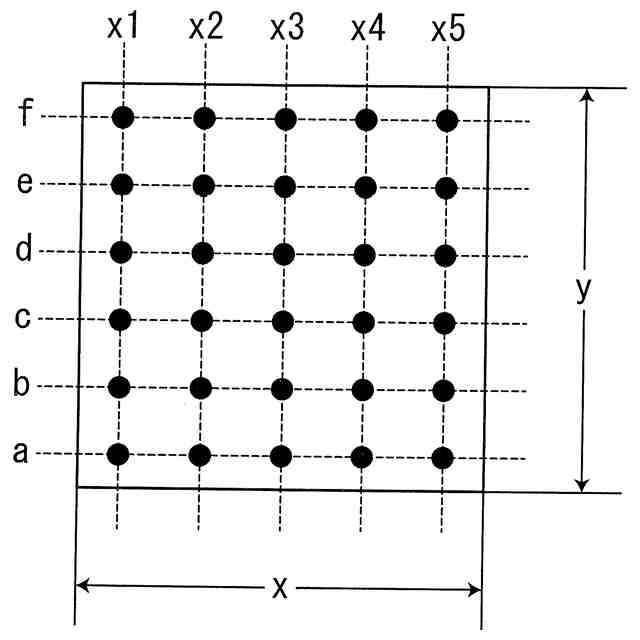
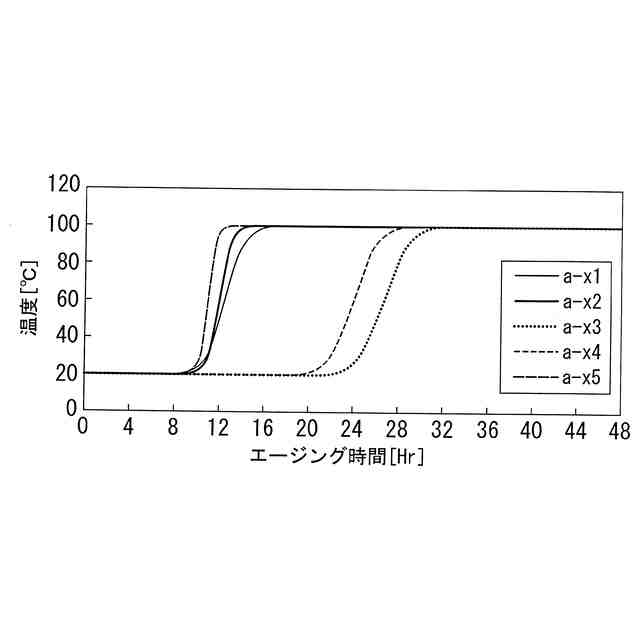
一方、特許文献2では、スラグを収容し水蒸気を吹込む容器である処理槽内に積み付けたスラグの表面を複数の区画に分割し、分割した区画毎に計測した温度に基づき吹込む蒸気量を制御することが提案されている。温度の上昇が遅延している箇所は、積み付け状態等により圧力損失が高くそもそも蒸気が通りにくい箇所であるから、蒸気量を増やしても通りにくい箇所であることには変わりなく、周囲の圧力損失が低い箇所に蒸気が流れることになり、必ずしも蒸気が十分に効率的に利用されるとは言えない。
【0010】
特許文献3に示される方法では、前述の処理ムラの発生は抑制できる。しかし、この方法では加圧容器を用いた処理(加圧蒸気エージング処理)であるため装置が大規模となり、また、圧力管理や搬送ハンドリング、設備のメンテナンスなどの煩雑な工程が必要となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
焼結体
2か月前
京セラ株式会社
誘電体磁器組成物
2か月前
日本特殊陶業株式会社
接合体
2か月前
花王株式会社
吹付用水硬性組成物
2か月前
花王株式会社
湿式吹付工法
1か月前
花王株式会社
気泡含有水硬性組成物
18日前
花王株式会社
水硬性組成物用早強剤
1か月前
花王株式会社
水硬性組成物用早強剤
1か月前
日本特殊陶業株式会社
接合体
3日前
東ソー株式会社
ジルコニア組成物及びその製造方法
2か月前
花王株式会社
吹付用水硬性組成物
1か月前
株式会社ウイテン
耐熱粘土原料および耐熱陶磁器
17日前
JFEスチール株式会社
スラグのエージング方法
1か月前
花王株式会社
押出成形水硬性組成物
29日前
イビデン株式会社
伝熱管
2か月前
クアーズテック合同会社
アルミナ焼結体部材
1か月前
株式会社トクヤマ
セメントクリンカ製造設備
2か月前
JFEスチール株式会社
スラグの蒸気エージング方法
1か月前
デンカ株式会社
電気化学的処理管理方法
8日前
太平洋マテリアル株式会社
水硬性組成物およびその製造方法
17日前
太平洋セメント株式会社
セメント組成物
1か月前
太平洋セメント株式会社
セメント組成物
1か月前
太平洋セメント株式会社
セメント組成物
1か月前
川田建設株式会社
コンクリート構造物の塩分除去方法
2か月前
株式会社HAMY
石膏ボード及びその製造方法
2か月前
日本特殊炉材株式会社
溶射材用粉末
2か月前
花王株式会社
粘土含有石膏組成物用分散剤
29日前
太平洋セメント株式会社
セメント質組成物
1か月前
花王株式会社
水硬性組成物用起泡剤組成物
18日前
個人
メタルファイバおよびその製造方法並びに装置
2か月前
デンカ株式会社
液状急結剤、吹付けコンクリート
2か月前
デンカ株式会社
液状急結剤、吹付けコンクリート
2か月前
株式会社大林組
水和反応物生成方法
1日前
東ソー株式会社
焼結体
2か月前
東ソー株式会社
焼結体
2か月前
東ソー株式会社
焼結体
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ