TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070213
公報種別
公開特許公報(A)
公開日
2024-05-22
出願番号
2023140289
出願日
2023-08-30
発明の名称
耐火物の築造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
主分類
F27D
1/16 20060101AFI20240515BHJP(炉,キルン,窯;レトルト)
要約
【課題】高精度な加工が可能な耐火物の築造方法が提供される。
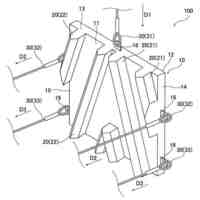
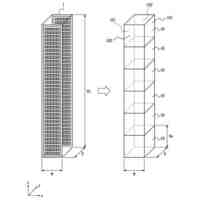
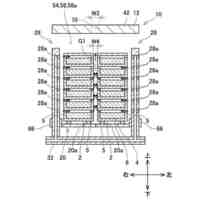
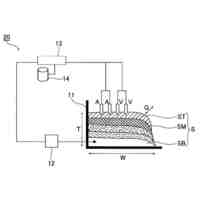
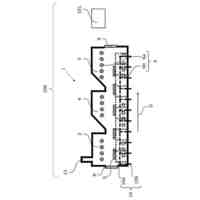
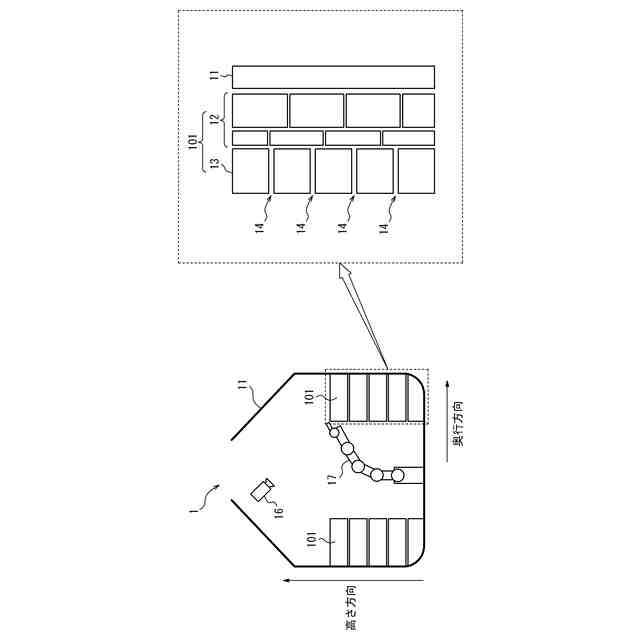
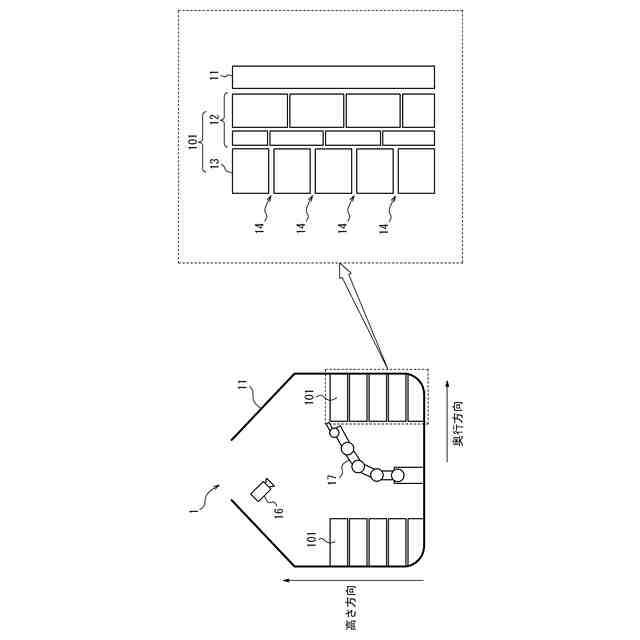
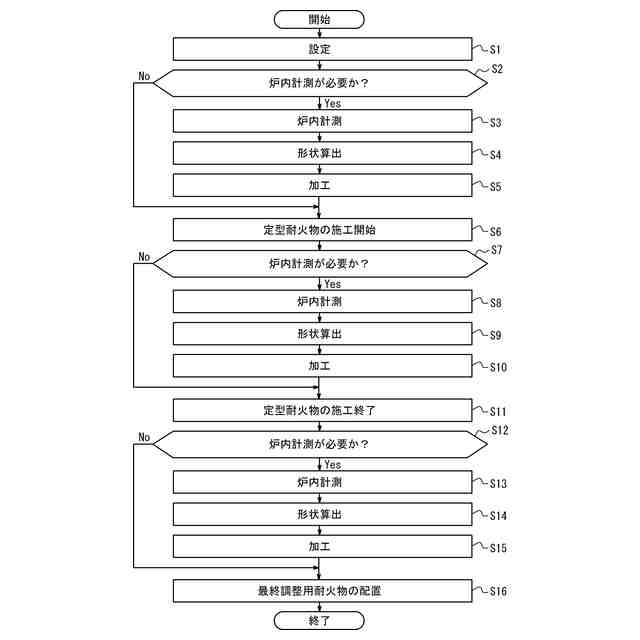
【解決手段】耐火物の築造方法は、定型耐火物(101)を1つの方向に複数段に積んで定型耐火物及び不定型耐火物(14)を含む耐火物を容器内に築造する耐火物の築造方法であって、容器内の3次元形状を計測した3次元計測データを利用する。耐火物の築造方法は、3次元計測データに基づいて、1つの段に生じる隙間の形状を算出してよい。耐火物の築造方法は、定型耐火物の施工開始前、定型耐火物の施工開始から施工終了までの間、定型耐火物の施工終了後のうち少なくとも1つにおいて、容器内の3次元形状の計測である容器内計測を実行してよい。
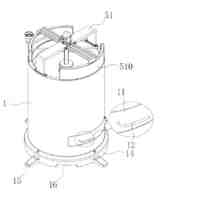
【選択図】図1
特許請求の範囲
【請求項1】
定型耐火物を1つの方向に複数段に積んで前記定型耐火物及び不定型耐火物を含む耐火物を容器内に築造する耐火物の築造方法であって、
前記容器内の3次元形状を計測した3次元計測データを利用する、耐火物の築造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記3次元計測データに基づいて、1つの段に生じる隙間の形状を算出する、請求項1に記載の耐火物の築造方法。
【請求項3】
前記定型耐火物の施工開始前、前記定型耐火物の施工開始から施工終了までの間、前記定型耐火物の施工終了後のうち少なくとも1つにおいて、前記容器内の3次元形状の計測である容器内計測を実行する、請求項2に記載の耐火物の築造方法。
【請求項4】
前記容器内計測は、前記定型耐火物の施工終了後に実行され、
算出された前記隙間の形状に基づいて最終調整用耐火物を加工する、請求項3に記載の耐火物の築造方法。
【請求項5】
前記容器内計測は、前記定型耐火物の施工開始から施工終了までの間に実行され、
算出された前記隙間の形状に基づいて最終調整用耐火物を加工する、請求項3に記載の耐火物の築造方法。
【請求項6】
前記容器内計測は、前記定型耐火物の施工開始前に実行され、
算出された前記隙間の形状に基づいて最終調整用耐火物を加工する、請求項3に記載の耐火物の築造方法。
【請求項7】
前記容器内計測は、前記定型耐火物の施工開始前及び前記定型耐火物の施工開始から施工終了までの間に実行され、
前記定型耐火物の施工開始前の前記容器内計測で得られた前記3次元計測データに基づく前記隙間の形状に基づいて、最終調整用耐火物を加工し、
前記定型耐火物の施工開始から施工終了までの間の前記容器内計測で得られた前記3次元計測データに基づく前記隙間の形状に基づいて、微調整として前記最終調整用耐火物を加工する、請求項3に記載の耐火物の築造方法。
【請求項8】
前記容器内計測は、前記定型耐火物の施工開始から施工終了までの間及び前記定型耐火物の施工終了後に実行され、
前記定型耐火物の施工開始から施工終了までの間の前記容器内計測で得られた前記3次元計測データに基づく前記隙間の形状に基づいて、最終調整用耐火物を加工し、
前記定型耐火物の施工終了後の前記容器内計測で得られた前記3次元計測データに基づく前記隙間の形状に基づいて、微調整として前記最終調整用耐火物を加工する、請求項3に記載の耐火物の築造方法。
【請求項9】
前記容器内計測は、前記定型耐火物の施工開始前及び前記定型耐火物の施工終了後に実行され、
前記定型耐火物の施工開始前の前記容器内計測で得られた前記3次元計測データに基づく前記隙間の形状に基づいて、最終調整用耐火物を加工し、
前記定型耐火物の施工終了後の前記容器内計測で得られた前記3次元計測データに基づく前記隙間の形状に基づいて、微調整として前記最終調整用耐火物を加工する、請求項3に記載の耐火物の築造方法。
【請求項10】
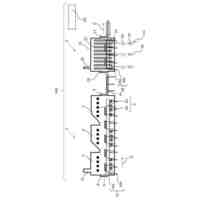
前記定型耐火物の施工手段を備えるロボットを用いて前記定型耐火物及び不定型耐火物を含む耐火物を前記容器内に築造する、請求項1から9のいずれか一項に記載の耐火物の築造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、耐火物の築造方法に関する。本開示は、特に製鉄分野で用いられる転炉、トピードカーなどの精錬容器に定型耐火物及び不定型耐火物を含む耐火物を築造する耐火物の築造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
溶銑容器及び溶鋼容器に用いられる耐火物は、定型耐火物と不定型耐火物に分類することができる。定型耐火物の代表例は耐火レンガである。耐火レンガの製造では、耐火性骨材を結合剤で粘結し、混合した坏土を金属製の枠内に充填し、プレス成型することが行われる。不焼成レンガは、プレス成型後に200℃程度で結合剤中の有機成分を揮発させて作られる。また焼成レンガは、プレス成型後に1000℃を超える高温で焼成されて作られる。不焼成レンガの代表例は、取鍋及び転炉でウェアレンガとして用いられるMgO-Cレンガである。また焼成レンガの代表例は、マグネシアレンガ又はハイアルミナレンガである。これら定型レンガは、1種類のレンガを製造する際に、複数のプレス成型用金属製枠を用いるため、金属製枠の大きさによって耐火レンガの大きさが異なる。また、成型後に生じるスプリングバック又は焼成による焼結収縮によってレンガごとの大きさが異なる。築造(築炉)時には、公差の範囲内の製品が使用される。ここで、公差は「JIS Z 8103:2000 計測用語」に示す意味を有する。
【0003】
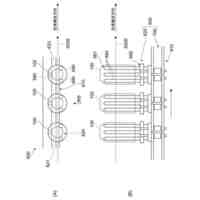
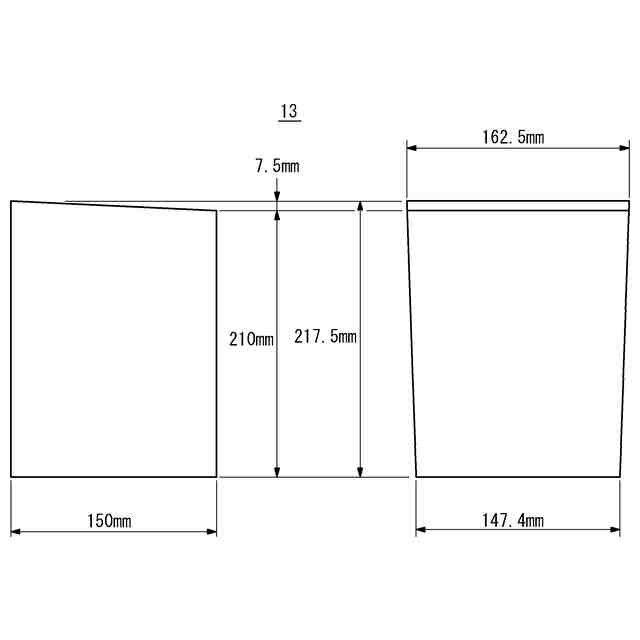
ここで、転炉、取鍋など、高温の溶融物を取り扱う設備は略円筒形状であることが多い。これらに施工される定型耐火物は、略円筒形の容器の内側に配置されるため、稼働面側より背面側の幅が広い形状となっている。また、このような定型耐火物は、1つの方向(例えば高さ方向)に複数段に積み上げられて施工される。テーパがつけられた形状及び使用中の熱膨張力が円周方向(奥行方向)に作用することなどによって、定型耐火物の抜け出しが抑制される。例えば特許文献1は、互いに形状が異なる2種以上の複数の煉瓦を組み合わせて隙間が無いよう配置する方法を開示する。
【0004】
ただし、実際には使用に伴う変形又は溶接補修に伴う残存ビードといった容器外殻の形状変化があり得る。また、個々の定型耐火物にも微小な形状差がある。容器外殻の変形、個々の耐火物の寸法公差などによって、耐火物施工計画で計画された枚数で配置を完了させることは難しい。そのため、段ごとに最終的な隙間を測定し、耐火物を加工して、隙間に埋め込んで仕上げることが行われる。このような耐火物を最終調整用耐火物と称することがある。また、例えば特許文献2は、段ごとの隙間が生じないように、レンガをスパイラル状に順次炉頂まで配設する方法を開示する。
【先行技術文献】
【特許文献】
【0005】
特開2005-9707号公報
特開平10-204518号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、特に転炉について、高稼働率が求められており、耐火物の施工時間の短縮が要求されている。また、施工時間の短縮は、修理にかかる人件費の削減、設備稼働率の向上による設備基数の最小化、運用の柔軟化などのメリットを生じる。
【0007】
耐火物をスパイラル状に配設する施工は、最終調整用耐火物を用意する必要がない。しかし、積み始めと積み終わり付近で特殊形状の高価な耐火物が必要となり、稼動中に耐火物が部分的に脱落した場合に影響が同一段内で収まらず、広範囲の耐火物が緩んでしまう。
【0008】
耐火物を複数段に積み上げる従来の施工方法では、最終的な隙間を測定する必要がある。従来、最終的な隙間の測定は、巻き尺、直尺、角度直尺などを用いて人手で行われており、作業者の熟練度によっては大きな測定誤差が生じたり、伝達時の聞き間違いがあったりする。その結果、最終調整用耐火物の再加工が必要となり、施工時間のさらなる延長を引き起こすことがあった。さらに、上記の容器外殻の形状変化により、定型耐火物の施工面形状との不一致が生じ、施工時間が延長するという課題があった。
【0009】
本開示の目的は、高精度な加工が可能な耐火物の築造方法を提供することにある。
【課題を解決するための手段】
【0010】
(1)本開示の一実施形態に係る耐火物の築造方法は、
定型耐火物を1つの方向に複数段に積んで前記定型耐火物及び不定型耐火物を含む耐火物を容器内に築造する耐火物の築造方法であって、
前記容器内の3次元形状を計測した3次元計測データを利用する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
成都大学
合金粉末酸化防止熱処理装置
11日前
三菱重工業株式会社
炉設備
21日前
足立機工株式会社
工業炉循環ファン
22日前
株式会社ジェイテクトサーモシステム
熱処理装置
14日前
東海高熱工業株式会社
焼成設備
2日前
日鉄鉱業株式会社
立型炉の原石投入装置
28日前
株式会社アイシン
無害化処理装置
21日前
JFEスチール株式会社
除去治具及び、除去方法
1か月前
株式会社リケンヒートテクノ
電気炉用ユニット及び電気炉
22日前
住友金属鉱山株式会社
ロータリーキルンの操業方法、熱処理装置
1か月前
住友金属鉱山株式会社
ロータリーキルンの操業方法、熱処理装置
1か月前
株式会社タクマ
コンピュータプログラム、情報処理方法及び情報処理装置
22日前
JFEスチール株式会社
パレット監視システム及びパレット監視方法
21日前
日本碍子株式会社
熱処理炉
21日前
アルテミラ株式会社
缶体搬送装置および缶体製造システム
22日前
JFEスチール株式会社
製鋼スラグのエージング処理方法及びスラグ材の製造方法
1日前
JFEスチール株式会社
金属材料の加熱方法、加熱設備および加熱炉の操業方法
22日前
ビーエーエスエフ ソシエタス・ヨーロピア
焼成装置、焼成物の回収装置、焼成物の製造方法及び焼成物の回収方法
23日前
日本碍子株式会社
熱処理システム
28日前
JFEスチール株式会社
加熱炉における金属材料のスケール生成量制御方法、スケール生成量制御装置および加熱炉の操業方法
22日前
他の特許を見る

 特許ウォッチ
特許ウォッチ