TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025034067
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140218
出願日
2023-08-30
発明の名称
缶体搬送装置および缶体製造システム
出願人
アルテミラ株式会社
,
アルテミラ製缶株式会社
代理人
個人
,
個人
,
個人
主分類
F27B
9/26 20060101AFI20250306BHJP(炉,キルン,窯;レトルト)
要約
【課題】缶体の搬送に必要なエネルギーを抑えつつ、缶体の安定的な搬送を行えるようにする。
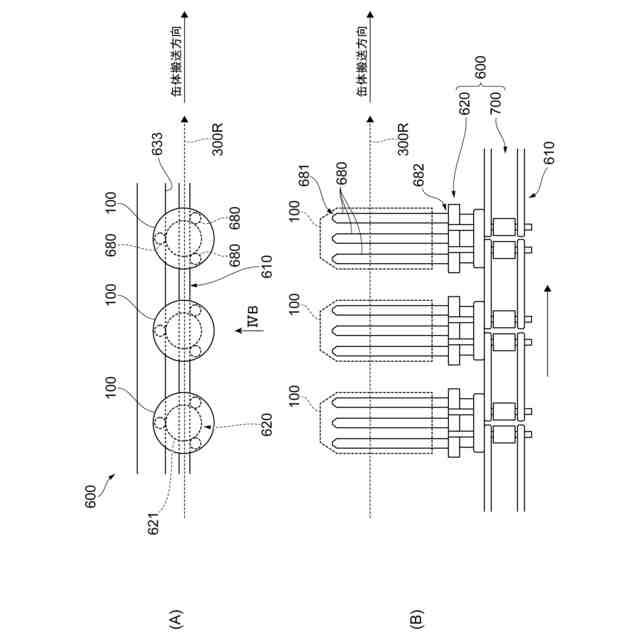
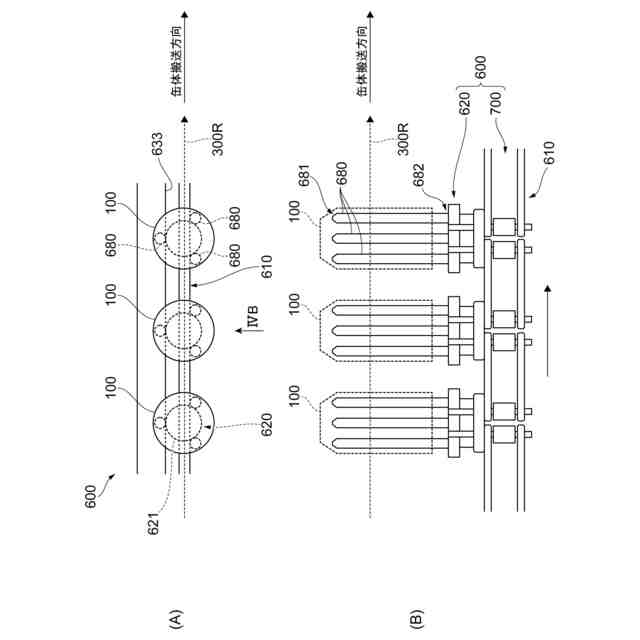
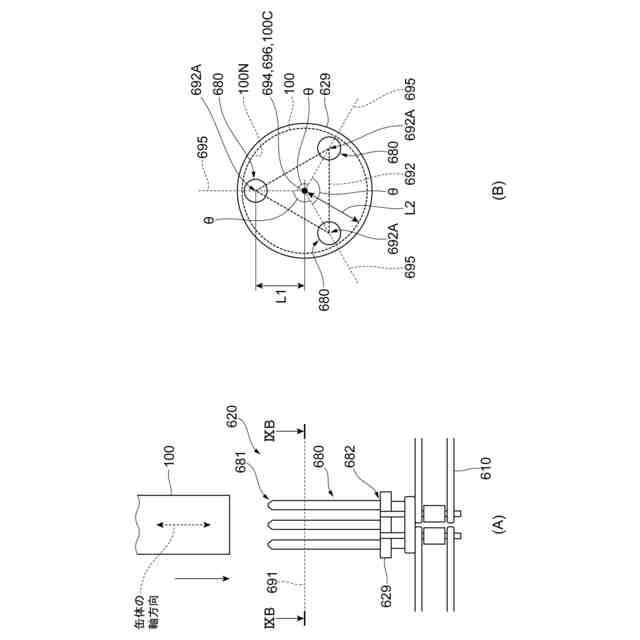
【解決手段】搬送機構600の一部として、(B)に示すように、缶体支持部620が設けられている。この缶体支持部620には、缶体100の内部に入れられる複数の棒状部材680が設けられている。棒状部材680の各々は、直線状に形成されている。さらに、搬送機構600の他の一部として、(B)に示すように、この複数の棒状部材680を移動させる移動機構700が設けられている。
【選択図】図4
特許請求の範囲
【請求項1】
缶体の内部に入れられる複数の棒状部材と、
前記複数の棒状部材を移動させる移動手段と、
を備える缶体搬送装置。
続きを表示(約 1,100 文字)
【請求項2】
前記缶体に前記複数の棒状部材が入れられる際、当該缶体の軸方向に沿って、当該複数の棒状部材が移動し、及び/又は、当該缶体が移動し、
前記缶体の軸方向に沿って前記複数の棒状部材及び/又は当該缶体が移動する際の当該缶体の軸方向と直交する仮想の直交面であって当該複数の棒状部材を横切る当該直交面上において、当該複数の棒状部材は、仮想の多角形が有する複数の頂部の各々に位置するように設けられている請求項1に記載の缶体搬送装置。
【請求項3】
前記仮想の多角形の中心部と前記棒状部材との離間距離が、前記缶体の半径の大きさを2で割ることにより得られる値よりも大きい請求項2に記載の缶体搬送装置。
【請求項4】
前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、
前記複数の棒状部材は、前記缶体側端部に向かうに従い互いに接近するように設けられている請求項1に記載の缶体搬送装置。
【請求項5】
前記複数の棒状部材は、前記缶体側端部とは反対側に位置する端部である反対側端部側が共通の部材によって支持されている請求項4に記載の缶体搬送装置。
【請求項6】
前記複数の棒状部材は、互いに平行となる関係で配置されている請求項1に記載の缶体搬送装置。
【請求項7】
前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、
前記複数の棒状部材は、前記缶体側端部とは反対側に位置する端部である反対側端部側が共通の部材によって支持されている請求項6に記載の缶体搬送装置。
【請求項8】
前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、
前記棒状部材の前記缶体側端部には、弾性体が設けられている請求項1に記載の缶体搬送装置。
【請求項9】
前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、
前記複数の前記棒状部材の各々が有する前記缶体側端部同士を接続する接続部材がさらに設けられている請求項1に記載の缶体搬送装置。
【請求項10】
前記複数の棒状部材の位置関係を変更する変更機構をさらに備える請求項1に記載の缶体搬送装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、缶体搬送装置および缶体製造システムに関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
特許文献1には、印刷・オーバーコート及び焼付工程、内面塗装及び焼付工程、ネッキング加工工程、ネジ加工工程を有する、ボトル缶の製缶工程が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-289381号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
缶体の搬送にあたっては、缶体の内部に、缶体を支持する部材を入れ、この部材を移動させて缶体の搬送を行うことがある。
ここで、缶体の内部に、缶体の内径に近い外径を有するマンドレルを入れて缶体の支持を行う場合、このマンドレルの重量に起因し、缶体の搬送により多くエネルギーが必要となる。この場合、缶体の内部に入れられる部材を簡素化すれば、缶体の搬送に必要なエネルギーを削減できるが、この場合は、缶体の搬送が不安定になるなどの不具合が生じるおそれがある。
本発明の目的は、缶体の搬送に必要なエネルギーを抑えつつ、缶体の安定的な搬送を行えるようにすることにある。
【課題を解決するための手段】
【0005】
本発明が適用される缶体搬送装置は、缶体の内部に入れられる複数の棒状部材と、前記複数の棒状部材を移動させる移動手段と、を備える缶体搬送装置である。
ここで、前記缶体に前記複数の棒状部材が入れられる際、当該缶体の軸方向に沿って、当該複数の棒状部材が移動し、及び/又は、当該缶体が移動し、前記缶体の軸方向に沿って前記複数の棒状部材及び/又は当該缶体が移動する際の当該缶体の軸方向と直交する仮想の直交面であって当該複数の棒状部材を横切る当該直交面上において、当該複数の棒状部材は、仮想の多角形が有する複数の頂部の各々に位置するように設けられているようにしてもよい。
また、前記仮想の多角形の中心部と前記棒状部材との離間距離が、前記缶体の半径の大きさを2で割ることにより得られる値よりも大きいようにしてもよい。
また、前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、前記複数の棒状部材は、前記缶体側端部に向かうに従い互いに接近するように設けられているようにしてもよい。
また、前記複数の棒状部材は、前記缶体側端部とは反対側に位置する端部である反対側端部側が共通の部材によって支持されているようにしてもよい。
また、前記複数の棒状部材は、互いに平行となる関係で配置されているようにしてもよい。
また、前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、前記複数の棒状部材は、前記缶体側端部とは反対側に位置する端部である反対側端部側が共通の部材によって支持されているようにしてもよい。
また、前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、前記棒状部材の前記缶体側端部には、弾性体が設けられているようにしてもよい。
また、前記複数の棒状部材の各々は、前記缶体に当該複数の棒状部材が入れられる際に当該缶体側に位置する端部である缶体側端部を有し、前記複数の前記棒状部材の各々が有する前記缶体側端部同士を接続する接続部材がさらに設けられているようにしてもよい。
また、前記複数の棒状部材の位置関係を変更する変更機構をさらに備えるようにしてもよい。
また、前記変更機構は、前記複数の棒状部材を互いに接近する方向へ移動させ、および、当該複数の棒状部材を互いに離れる方向へ移動させるようにしてもよい。
また、前記缶体へ前記複数の棒状部材が入れられる際、前記互いに接近する方向へ移動した後の状態にある当該複数の棒状部材が、当該缶体に入れられるようにしてもよい。
また、前記変更機構は、前記缶体へ前記複数の棒状部材が入れられた後、当該複数の棒状部材を互いに離れる方向へ移動させるようにしてもよい。
また、前記缶体に前記複数の棒状部材が入れられる際、当該缶体の軸方向に沿って、当該複数の棒状部材が移動し、及び/又は、当該缶体が移動し、前記缶体に前記複数の棒状部材が入れられる際の当該缶体の軸方向と直交する仮想の直交面であって当該複数の棒状部材を横切る当該直交面上において、当該複数の棒状部材は、仮想の多角形が有する複数の頂部の各々に位置するように設けられ、前記変更機構は、前記仮想の多角形の中心部に前記複数の棒状部材が近づくように当該複数の棒状部材を移動させ、および、当該仮想の多角形の当該中心部から当該複数の棒状部材が離れるように当該複数の棒状部材を移動させるようにしてもよい。
また、前記複数の棒状部材により支持されている缶体に形成されている画像の加熱に用いられる加熱源をさらに備えるようにしてもよい。
【0006】
また、本発明を缶体製造システムとして捉えた場合、本発明が適用される缶体製造システムは、缶体の外面に画像を形成する画像形成部と、当該缶体を搬送する缶体搬送装置とを備え、画像が形成された缶体を製造する缶体製造システムであって、当該缶体搬送装置が、上記の何れかに記載の缶体搬送装置を含んで構成された缶体製造システムである。
【発明の効果】
【0007】
本発明によれば、缶体の搬送に必要なエネルギーを抑えつつ、缶体の安定的な搬送を行えるようにすることができる。
【図面の簡単な説明】
【0008】
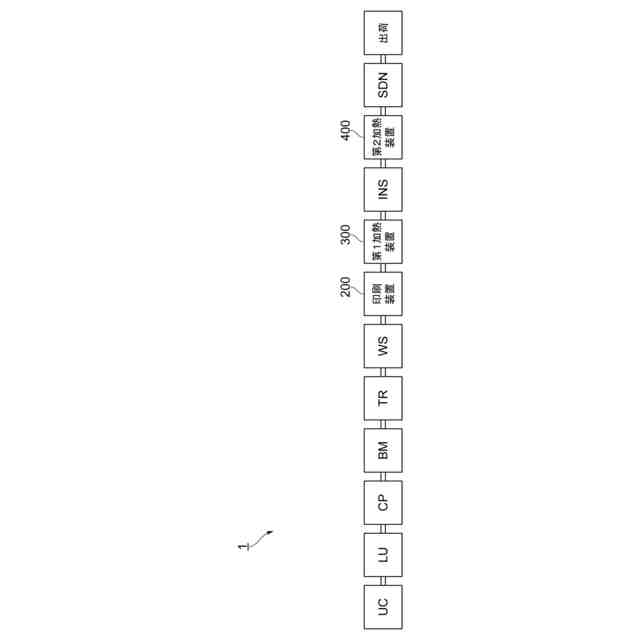
缶体製造システムを示した図である。
印刷装置の一例を示した図である。
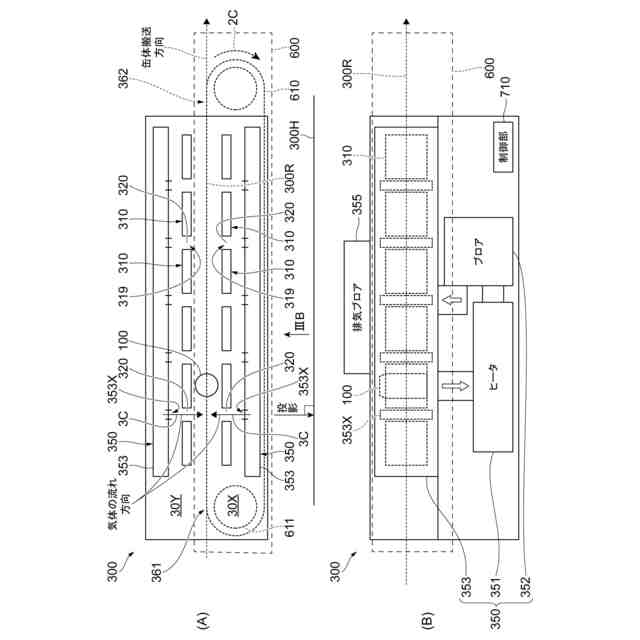
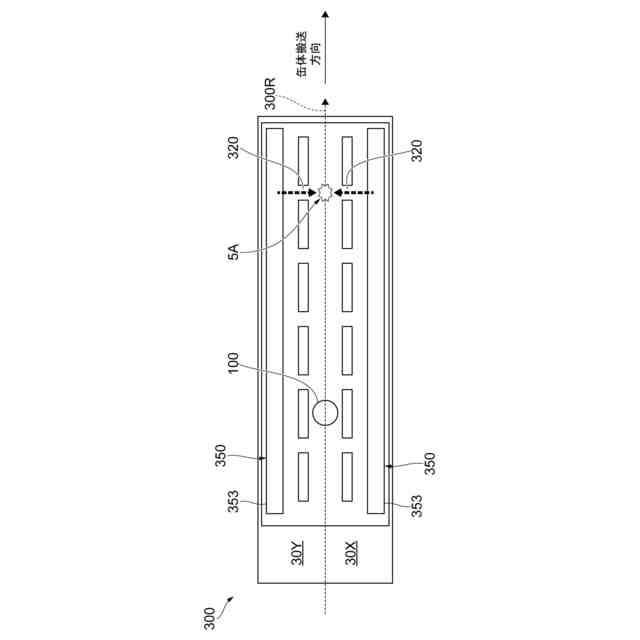
(A)、(B)は、第1加熱装置を説明する図である。
(A)、(B)は、搬送機構を説明する図である。
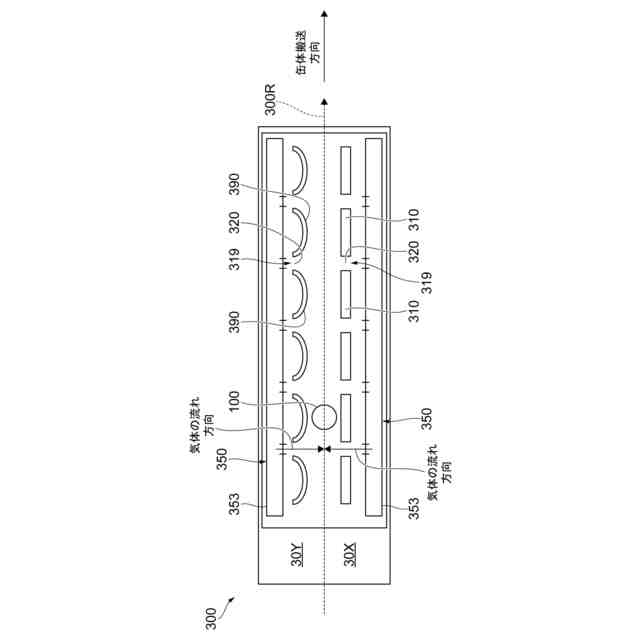
缶体への気体の供給を説明する図である。
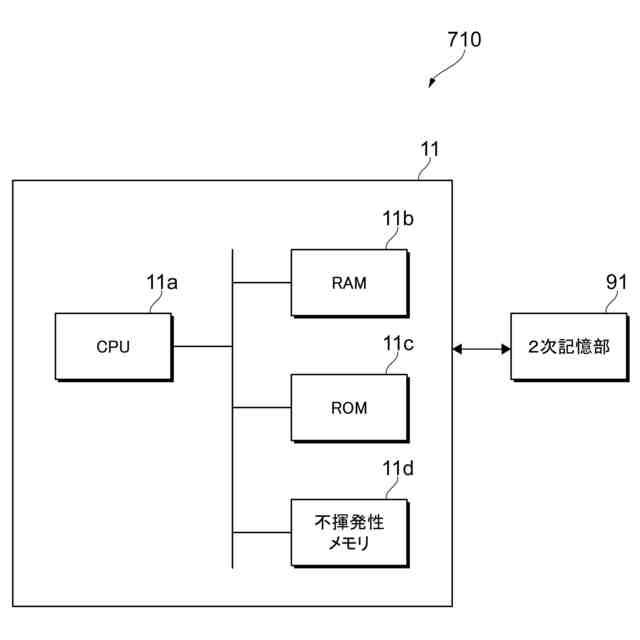
制御部のハードウェアの構成例を示した図である。
第1加熱装置の他の構成例を示した図である。
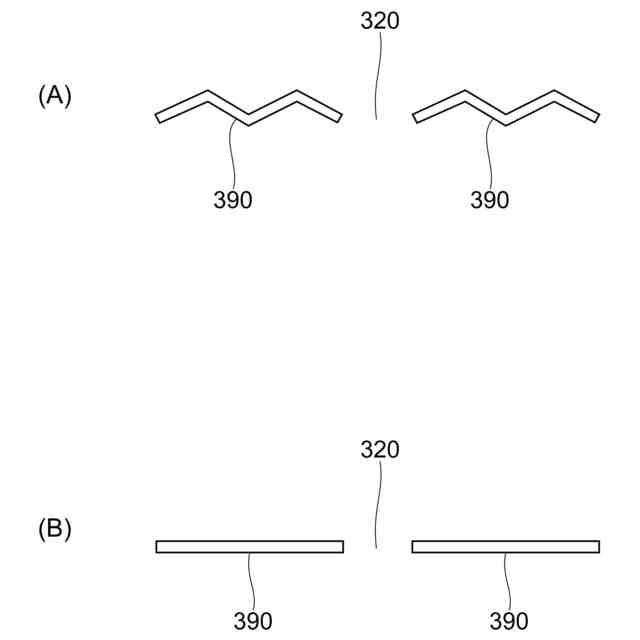
(A)、(B)は、熱反射部の他の構成例を示した図である。
(A)、(B)は、缶体の内部に複数の棒状部材が入れられる際の、棒状部材および缶体の状態を示した図である。
缶体支持部の他の構成例を示した図である。
(A)、(B)は、缶体支持部の他の構成例を示した図である。
棒状部材の缶体側端部の他の構成例を示した図である。
(A)~(C)は、缶体支持部の他の構成例を示した図である。
(A)、(B)は、缶体支持部の動きを説明する図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、本発明の実施の形態について説明する。
図1は、本実施形態に係る缶体製造システム1を示した図である。
缶体製造システム1では、外面の一例である外周面に画像が形成された缶体100(図1では不図示)であって、円筒状に形成され底部を有する金属製の缶体100が製造される。
製造された缶体100には、飲料が充填される。飲料は、特に限られず、製造された缶体100には、例えば、ビールやチューハイ等のアルコール系飲料や、清涼飲料(非アルコール系飲料)が充填される。飲料の充填後は、缶体100に対して蓋部材が取り付けられ、飲料が充填された飲料缶が完成する。
【0010】
図1に示すように、缶体製造システム1には、缶体100への印刷を行う印刷装置200が設けられている。画像形成部として機能する本実施形態の印刷装置200は、インクジェット方式の印刷装置となっており、インクジェット方式を用い、缶体100の外周面への画像の形成を行う。
なお、印刷装置200は、インクジェット方式の印刷装置に限らず、版式の印刷装置等、インクジェット方式とは異なる方式で印刷を行う印刷装置であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ