TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135005
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2025113885,2023528049
出願日
2025-07-04,2023-01-31
発明の名称
鋼材の表面検査方法及び表面検査装置
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01N
21/892 20060101AFI20250909BHJP(測定;試験)
要約
【課題】金属材料の表面欠陥を洩れなく精度よく検出可能な金属材料の表面検査方法及び表面検査装置を提供すること。
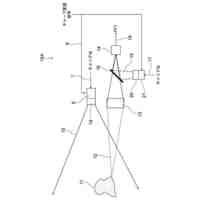
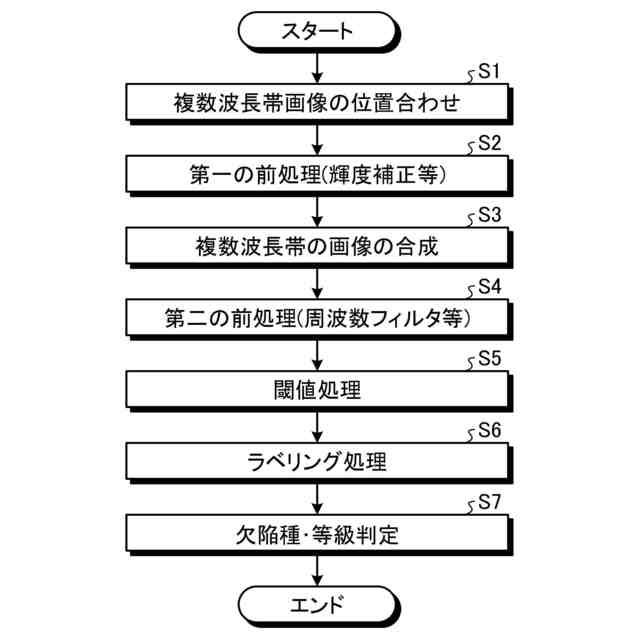
【解決手段】本発明に係る金属材料の表面検査方法は、金属材料の表面欠陥を光学的に検出する金属材料の表面検査方法であって、金属材料の表面に対して光を照射する照射ステップと、照射ステップにおいて照射された光による金属材料の表面からの反射光を2つ以上の異なる波長帯で撮像することによって複数の画像を得る撮像ステップと、撮像ステップにおいて金属材料の表面の同位置から得られた複数の画像間の相対信号強度の情報から金属材料の表面に存在する表面欠陥を検出する検出ステップと、を含む。
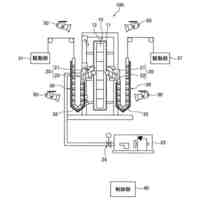
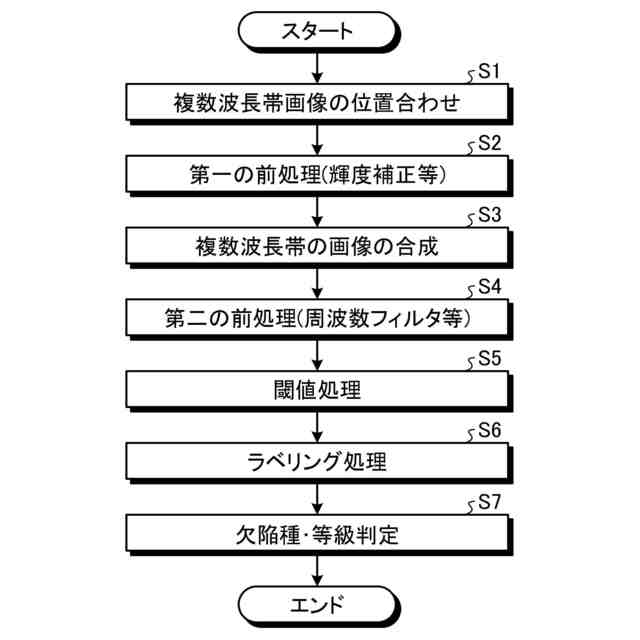
【選択図】図7
特許請求の範囲
【請求項1】
鋼材の表面の模様状欠陥を光学的に検出する鋼材の表面検査方法であって、
前記鋼材の表面に対して1つの照射手段から複数の波長帯の成分を含む1つの光を照射する照射ステップと、
前記照射ステップにおいて照射された光による前記鋼材の表面からの反射光を2つ以上の異なる波長帯で1つの撮像手段により撮像することによって複数の画像を得る撮像ステップと、
前記撮像ステップにおいて前記鋼材の表面の同位置から得られた複数の画像のうち異なる波長帯で撮像された2枚の分光画像の差分画像を生成し、前記差分画像から前記鋼材の表面に存在する前記模様状欠陥を検出する検出ステップと、
を含み、
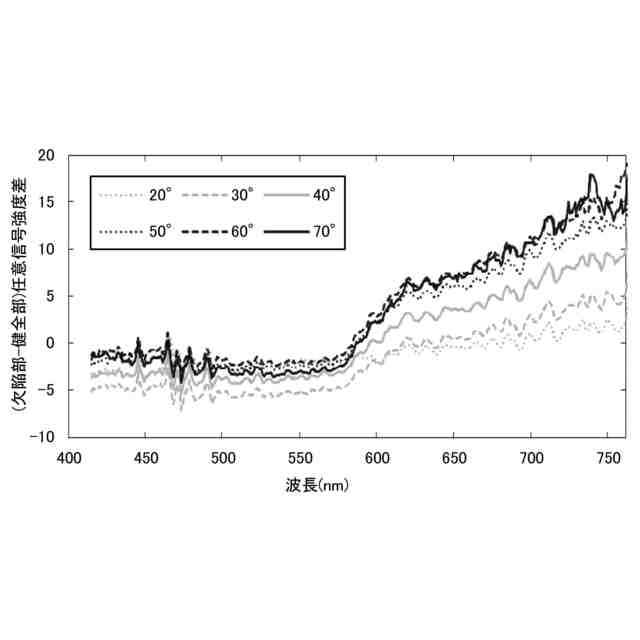
前記2枚の分光画像のうち1つは650nm以上の波長帯で撮像されたものであり、
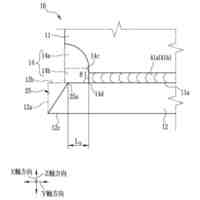
前記照射ステップは、前記鋼材の表面の法線方向に対する角度が60°以上90°未満の範囲内になるように前記光を照射するステップを含み、前記撮像ステップは、前記鋼材の表面の法線方向に対する受光角度が0°以上20°未満の範囲内になるように前記反射光を受光するステップを含む、
鋼材の表面検査方法。
続きを表示(約 670 文字)
【請求項2】
前記検出ステップは、前記複数の画像間の相対強度又は該相対強度から計算される複数の量を特徴量として機械学習手法によって作成された判定器を用いて、前記差分画像から前記模様状欠陥を検出するステップを含む、請求項1に記載の鋼材の表面検査方法。
【請求項3】
前記2つ以上の異なる波長帯の少なくとも1つは500nm以下の波長帯である、請求項1又は2に記載の鋼材の表面検査方法。
【請求項4】
鋼材の表面の模様状欠陥を光学的に検出する鋼材の表面検査装置であって、
前記鋼材の表面に対して複数の波長帯の成分を含む1つの光を照射する1つの照射手段と、
前記照射手段によって照射された光による前記鋼材の表面からの反射光を2つ以上の異なる波長帯で撮像することによって複数の画像を得る1つの撮像手段と、
前記撮像手段によって前記鋼材の表面の同位置から得られた複数の画像のうち異なる波長帯で撮像された2枚の分光画像の差分画像を生成し、前記差分画像から前記鋼材の表面に存在する前記模様状欠陥を検出する検出手段と、
を備え、
前記2枚の分光画像のうち1つは650nm以上の波長帯で撮像されたものであり、
前記照射手段は、前記鋼材の表面の法線方向に対する前記光の照射角度が60°以上90°未満の範囲内になるように配置され、前記撮像手段は、前記鋼材の表面の法線方向に対する前記反射光の受光角度が0°以上20°未満の範囲内になるように配置されている、
鋼材の表面検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属材料の表面欠陥を光学的に検出する金属材料の表面検査方法、金属材料の表面検査装置、及び金属材料に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
近年、金属材料、特に鉄鋼製品の製造工程では、大量不適合防止による歩留まり向上の観点から、熱間又は冷間で鋼材の表面欠陥を検出することが求められている。ここで述べる鋼材とは、継目無鋼管、溶接鋼管、熱延鋼板、冷延鋼板、厚板等の鋼板や形鋼をはじめとする鉄鋼製品及びこれらの鉄鋼製品が製造される過程で生成されるスラブ等の半製品のことを意味する。このため、鋼材の表面欠陥を検出する方法として、継目無鋼管の製造工程におけるビレットに光を照射して反射光を受光し、反射光の光量によって表面欠陥の有無を判別する方法が提案されている(特許文献1参照)。また、熱間鋼材から放射される自発光と相互に影響を及ぼさず、互いに影響を及ぼし合うことのない複数の波長域の可視光を、熱間鋼材表面の法線に対し互いに対称な斜め方向から照射し、合成反射光による像及び個々の反射光による像を熱間鋼材表面の法線方向で得て、これらの像の組み合わせから熱間鋼材の表面欠陥を検出する方法も提案されている(特許文献2参照)。また、鋼材表面の法線に対し互いに対称な傾斜方向から弁別可能な照明光を照射し、各方向から照明された検査対象部位をそれぞれ撮像した2つの画像の差分画像から、凹形状に対応する明部及び暗部の配列を抽出し、鋼材の表面欠陥を検出する方法も提案されている(特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
特開平11-37949号公報
特開昭59-52735号公報
特許第6079948号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の方法によれば、スケールや無害模様の反射率が地鉄部分の反射率とは異なることから、表面欠陥ではない健全部に発生したスケールや無害模様を表面欠陥と誤検出してしまう可能性がある。このため、特許文献1に記載の方法では、ビレットの表面欠陥(表面疵)の形状が直線的であることを利用して、表面欠陥とスケールとを弁別している。しかしながら、鋼材の表面欠陥には、直線状のものに限らず、円形状等の様々な形状のものがある。このため、特許文献1に記載の方法を鋼材の表面欠陥の検出処理に適用することは難しい。一方、特許文献2に記載の方法では、表面欠陥、スケール、無害模様等の種類が膨大にあることから、単純に像を組み合わせるだけではスケールや無害模様と表面欠陥とを弁別することは困難である。また、膨大な像の組み合わせに対応した検出ロジックを構築することは現実的には困難である。また、特許文献3に記載の方法によれば、上記課題を解決して鋼材表面の凹状欠陥を精度よく検出できる。ところが、鋼材の表面欠陥は凹状のものに限らず、異物が圧着した状態で圧延加工を実施した場合や凹状欠陥部にスケールが生成した場合に、表面からの見かけ上凹凸が見られない欠陥も存在する。このため、特許文献3に記載の方法のみでは、鋼材に発生する表面欠陥を洩れなく検出することは困難である。
【0005】
本発明は、上記課題に鑑みてなされたものであって、その目的は、金属材料の表面欠陥を洩れなく精度よく検出可能な金属材料の表面検査方法及び表面検査装置を提供することにある。また、本発明の他の目的は、表面欠陥のない高品質な金属材料を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る金属材料の表面検査方法は、金属材料の表面欠陥を光学的に検出する金属材料の表面検査方法であって、前記金属材料の表面に対して光を照射する照射ステップと、前記照射ステップにおいて照射された光による前記金属材料の表面からの反射光を2つ以上の異なる波長帯で撮像することによって複数の画像を得る撮像ステップと、前記撮像ステップにおいて前記金属材料の表面の同位置から得られた複数の画像間の相対信号強度の情報から前記金属材料の表面に存在する表面欠陥を検出する検出ステップと、を含む。
【0007】
前記検出ステップは、前記複数の画像間の相対強度又は該相対強度から計算される複数の量を特徴量として機械学習手法によって作成された判定器を用いて前記表面欠陥を検出するステップを含むとよい。
【0008】
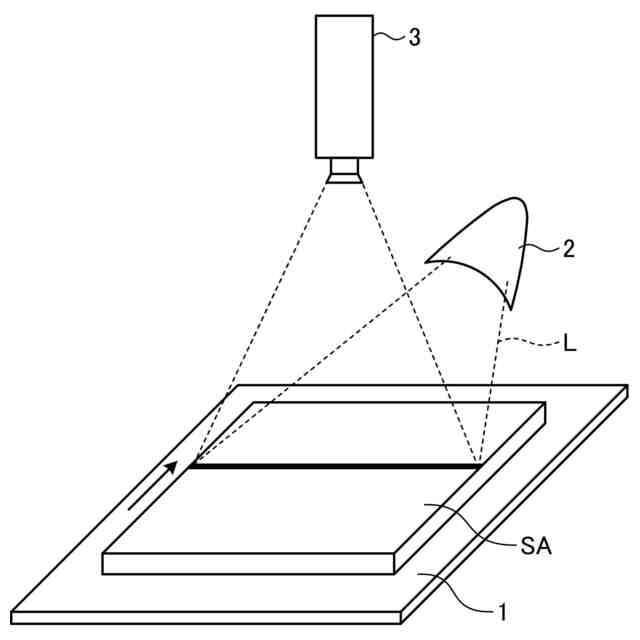
前記照射ステップは、前記金属材料の表面の法線方向に対する角度が60°以上90°未満の範囲内になるように前記光を照射するステップを含み、前記撮像ステップは、前記金属材料の表面に対する受光角度が0°以上20°未満の範囲内になるように前記反射光を受光するステップを含むとよい。
【0009】
前記2つ以上の異なる波長帯の少なくとも1つは500nm以下の波長帯であるとよい。
【0010】
前記2つ以上の異なる波長帯の少なくとも1つは650nm以上の波長帯であるとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
鋼管矢板の継手構造
8日前
JFEスチール株式会社
鋼管矢板の継手構造
8日前
JFEスチール株式会社
情報処理装置及び方法
6日前
JFEスチール株式会社
コークス炉の補修方法
6日前
JFEスチール株式会社
鋼板およびその製造方法
今日
JFEスチール株式会社
フェロコークス原料の製造方法
8日前
JFEスチール株式会社
溶接H形鋼梁、及びその製造方法
6日前
JFEスチール株式会社
高炉の羽口設備及び高炉の操業方法
7日前
JFEスチール株式会社
アンモニア応力腐食割れ促進試験方法
6日前
JFEスチール株式会社
搬送物の積込みシステム及び積込み方法
6日前
JFEスチール株式会社
表面硬化処理用鋼板およびその製造方法
14日前
JFEスチール株式会社
フェロコークス原料の製造方法および製造装置
14日前
JFEスチール株式会社
高炉の操業方法、高炉の操業支援装置及び情報端末
今日
JFEスチール株式会社
プレス成形解析方法、及びプレス成形品の製造方法
8日前
JFEスチール株式会社
コークス炉の炉蓋洗浄装置、炉蓋洗浄方法及び、プログラム
7日前
JFEスチール株式会社
溶接H形鋼梁及びその製造方法ならびに圧延H形鋼梁及びその製造方法
6日前
株式会社トーキン
合金粉末
今日
JFEスチール株式会社
鋼材の表面検査方法及び表面検査装置
8日前
JFEスチール株式会社
表面粗さ評価方法、及び表面粗さ評価装置
6日前
JFEスチール株式会社
鋼板の画像表示方法、鋼板の圧延制御方法、鋼板の製造方法、鋼板の品質管理方法、鋼板の画像表示システム、鋼板の圧延設備および鋼板の製造設備
15日前
個人
計量スプーン
16日前
個人
微小振動検出装置
27日前
株式会社イシダ
X線検査装置
27日前
ユニパルス株式会社
力変換器
1か月前
三菱電機株式会社
計測器
1か月前
株式会社辰巳菱機
システム
1か月前
IPU株式会社
距離検出装置
1か月前
アンリツ株式会社
分光器
22日前
アンリツ株式会社
分光器
22日前
株式会社FRPカジ
FRP装置
1か月前
ダイハツ工業株式会社
測定用具
20日前
トヨタ自動車株式会社
表示装置
8日前
株式会社東芝
センサ
27日前
TDK株式会社
磁気センサ
23日前
個人
粘塑性を用いた有限要素法の定式化
8日前
株式会社ヨコオ
コンタクタ
20日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ