TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025129835
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026749
出願日
2024-02-26
発明の名称
スタッドボルトをカチオン塗装する方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
C25D
13/12 20060101AFI20250829BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】 ナットの取り外し時にスタッドボルトから塗装が剥がれることを抑制する。
【解決手段】 スタッドボルトをカチオン塗装する方法であって、マスキング部材を座面に配置する工程と、分割式ナットを前記スタッドボルトのねじ溝と係合するように前記スタッドボルトに取り付ける工程と、中心孔を有する外側部材を前記外側部材の前記中心孔の内周面が前記分割式ナットの円筒部の外周面に接するように前記分割式ナットに取り付ける工程と、前記分割式ナットを前記スタッドボルトに対して締結方向に回転させることで前記分割式ナットによって前記マスキング部材を加圧する工程と、前記分割式ナットによって前記マスキング部材が加圧されている状態で前記スタッドボルトをカチオン塗装する工程を有する。
【選択図】図1
特許請求の範囲
【請求項1】
スタッドボルトをカチオン塗装する方法であって、
マスキング部材を前記スタッドボルトの座面に配置する工程と、
中心孔の内周面にねじ溝が設けられた円筒部を有するとともに前記円筒部を周方向において複数部分に分割可能な分割式ナットを、前記中心孔の前記ねじ溝が前記スタッドボルトのねじ溝と係合するとともに前記分割式ナットが前記マスキング部材に接するように前記スタッドボルトに取り付ける工程と、
中心孔を有する外側部材を、前記外側部材の前記中心孔の内周面が前記円筒部の外周面に接するように前記分割式ナットに取り付ける工程と、
前記分割式ナットを前記スタッドボルトに対して締結方向に回転させることで、前記分割式ナットによって前記マスキング部材を加圧する工程と、
前記分割式ナットによって前記マスキング部材が加圧されている状態で、前記スタッドボルトをカチオン塗装する工程、
を有する方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示の技術は、スタッドボルトをカチオン塗装する方法に関する。
続きを表示(約 2,000 文字)
【0002】
特許文献1には、弾性材料によって構成されたマスキング部材によってスタッドボルトの外周面の一部をマスキングした状態でスタッドボルトを塗装する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平6-021218号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
電気的な接続(例えば、アース等)のために、スタッドボルトの座面をマスキングした状態でスタッドボルトにカチオン塗装が行われる場合がある。スタッドボルトの座面のマスキングには、ナットを用いたマスキング方法が使用される場合がある。このマスキング方法では、座面にマスキング部材を配置した後に、スタッドボルトにナットを締結することで、マスキング部材を座面に向けて加圧する。マスキング部材が座面に密着するので、座面への塗料の付着を効果的に防止することができる。また、このマスキング方法を使用すると、スタッドボルトのうちのナットよりも先端側の部分が塗装される。
【0005】
上記のマスキング方法(すなわち、ナットを用いたマスキング方法)を使用する場合、カチオン塗装の実施後にスタッドボルトからナットを取り外す必要がある。ナットをスタッドボルトから取り外すときに、ナットがスタッドボルトの先端部分を通過する。このとき、ナットがスタッドボルトに対して摺動するので、スタッドボルトの先端部分から塗装が剥がれる場合がある。本明細書では、ナットの取り外し時にスタッドボルトから塗装が剥がれることを抑制する技術を提案する。
【課題を解決するための手段】
【0006】
本明細書では、スタッドボルトをカチオン塗装する方法を提案する。この方法は、マスキング部材を前記スタッドボルトの座面に配置する工程と、中心孔の内周面にねじ溝が設けられた円筒部を有するとともに前記円筒部を周方向において複数部分に分割可能な分割式ナットを前記中心孔の前記ねじ溝が前記スタッドボルトのねじ溝と係合するとともに前記分割式ナットが前記マスキング部材に接するように前記スタッドボルトに取り付ける工程と、中心孔を有する外側部材を前記外側部材の前記中心孔の内周面が前記円筒部の外周面に接するように前記分割式ナットに取り付ける工程と、前記分割式ナットを前記スタッドボルトに対して締結方向に回転させることで前記分割式ナットによって前記マスキング部材を加圧する工程と、前記分割式ナットによって前記マスキング部材が加圧されている状態で前記スタッドボルトをカチオン塗装する工程、を有する。
【0007】
この方法では、分割式ナットが周方向において分割可能な複数部分によって構成されている。分割式ナットをスタッドボルトに取り付けた後に、分割式ナットの外周面に外側部材が取り付けられることで、分割式ナットの複数部分が拘束される。したがって、分割式ナットをスタッドボルトに対して締結方向に回転させることができ、マスキング部材を加圧することができる。このため、カチオン塗装時にスタッドボルトの座面への塗料の付着を防止できる。カチオン塗装後に外側部材を分割式ナットから取り外すと、分割式ナットを複数部分に分割してスタッドボルトから取り外すことができる。分割式ナットをスタッドボルトの先端部分(すなわち、塗装部分)を通過させないでスタッドボルトから取り外すことができるので、スタッドボルトからの塗装の剥がれを抑制できる。
【図面の簡単な説明】
【0008】
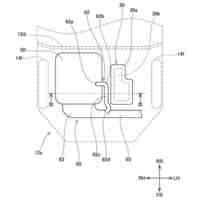
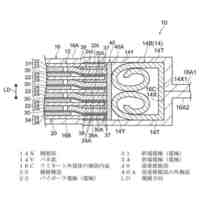
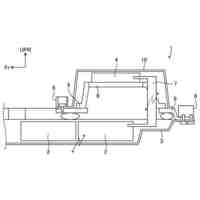
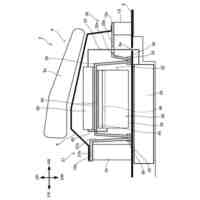
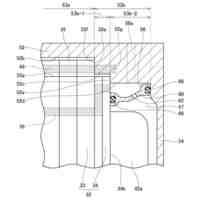
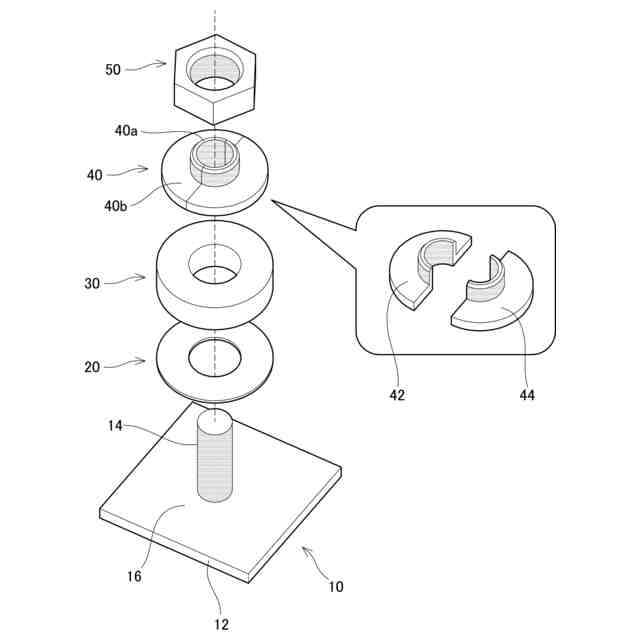
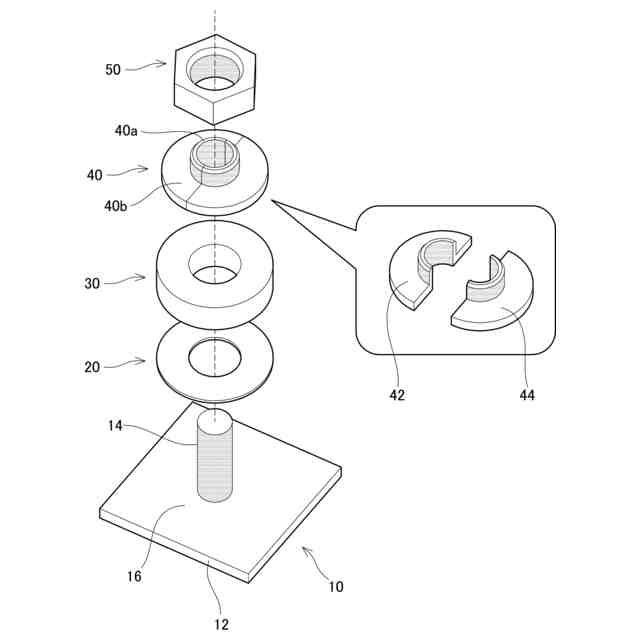
塗装に使用する各部材の斜視図。
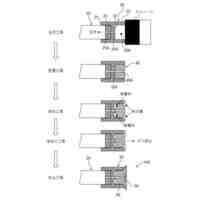
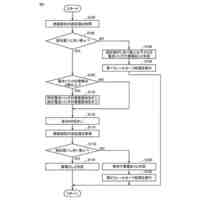
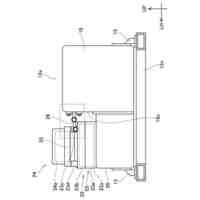
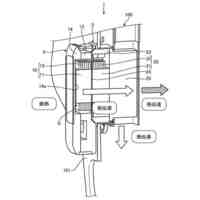
塗装工程の説明図。
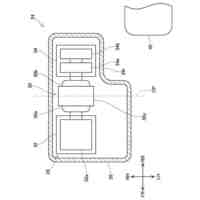
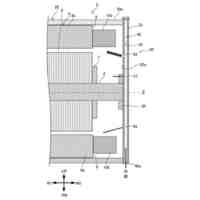
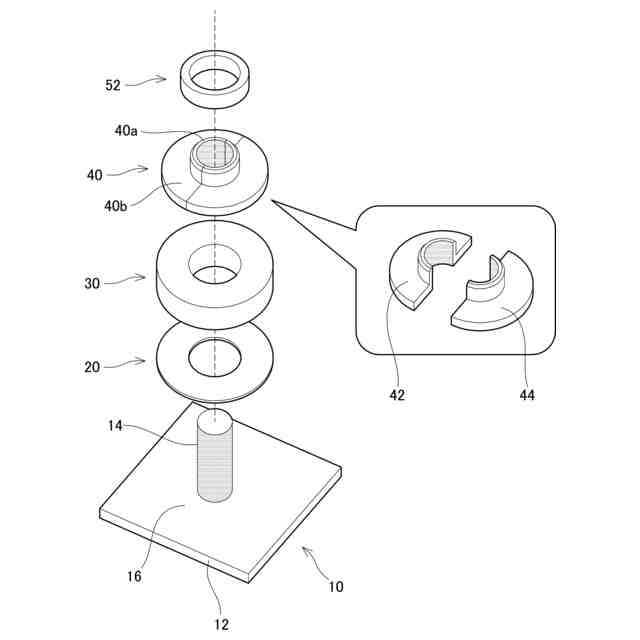
変形例の図1に対応する斜視図。
【発明を実施するための形態】
【0009】
図1は、塗装対象部品10をカチオン塗装する際に使用する部材を示している。なお、図1においてドットハッチングされた表面は、ねじ溝が設けられている表面を表している。塗装対象部品10は、金属板12と、金属板12の表面に立設されたスタッドボルト14を有している。スタッドボルト14は、金属板12に対して溶接されている。スタッドボルト14の外周面には、ねじ溝が設けられている。スタッドボルト14の周囲の金属板12の表面は、スタッドボルト14に締結されるナットに対する座面16である。塗装対象部品10の塗装時には、マスキングシール20、マスキング部材30、分割式ナット40、及び、外側ナット50を使用してマスキングが実施される。
【0010】
マスキングシール20は、リング状のシールである。マスキングシール20の中心孔には、スタッドボルト14を挿通することができる。マスキングシール20は、座面16に貼り付けられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
電池
29日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
電池
19日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
方法
8日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
光電極
1か月前
トヨタ自動車株式会社
モータ
19日前
トヨタ自動車株式会社
モータ
24日前
トヨタ自動車株式会社
モータ
25日前
トヨタ自動車株式会社
ロータ
19日前
トヨタ自動車株式会社
ロータ
24日前
トヨタ自動車株式会社
電動車
19日前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
電動車
15日前
トヨタ自動車株式会社
負極層
15日前
トヨタ自動車株式会社
モータ
15日前
トヨタ自動車株式会社
モータ
19日前
トヨタ自動車株式会社
報知装置
12日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
給電装置
12日前
トヨタ自動車株式会社
駆動装置
19日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ