TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025128627
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024025406
出願日
2024-02-22
発明の名称
圧力容器の製造方法
出願人
株式会社FTS
代理人
弁理士法人グランダム特許事務所
主分類
F17C
1/00 20060101AFI20250827BHJP(ガスまたは液体の貯蔵または分配)
要約
【課題】ベース部材とバリア層の界面のボイドの発生を抑制する。
【解決手段】圧力容器Aの製造方法は、気化成分を含んだベース材料20を有するベース部材11,14と、ベース部材11,14の内面11S,14Sに形成されたバリア層12,15と、を備える圧力容器Aを製造する方法であって、ベース部材11,14を大気圧よりも低い減圧環境下で加熱することによって、ベース材料11,14中の気化成分を気化させる減圧気化工程を含む。減圧環境下でベース材料11,14を加熱することによって、ベース材料11,14中の気化成分を気化させてベース部材11,14の外部へ放出し、11,14ベース部材内に残留する気化成分を減少させる。
【選択図】図8
特許請求の範囲
【請求項1】
気化成分を含んだベース材料を有するベース部材と、前記ベース部材の内面に形成されたバリア層と、を備える圧力容器の製造方法であって、
前記ベース部材を大気圧よりも低い減圧環境下で加熱することによって、前記ベース材料中の気化成分を気化させる減圧気化工程を含む圧力容器の製造方法。
続きを表示(約 370 文字)
【請求項2】
前記減圧気化工程は、前記バリア層のバリア性材料を前記ベース部材の前記内面に塗布する前に、前記ベース部材を減圧環境下で加熱する一次気化工程を含む請求項1に記載の圧力容器の製造方法。
【請求項3】
前記減圧気化工程は、前記一次気化工程を実行した後に、前記ベース部材の内面に塗布した前記バリア性材料を減圧環境下で加熱処理して前記バリア層を形成する二次気化工程を含む請求項2に記載の圧力容器の製造方法。
【請求項4】
前記一次気化工程における圧力を、前記二次気化工程における圧力よりも低くする請求項3に記載の圧力容器の製造方法。
【請求項5】
前記一次気化工程における加熱温度を、前記二次気化工程における加熱温度よりも高くする請求項3又は請求項4に記載の圧力容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧力容器の製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、合成樹脂製のライナーの内周面に、合成樹脂製のバリア層を形成した圧力容器が開示されている。この種の圧力容器を製造する方法としては、ライナーを成形した後に、ライナーの内面にバリア層を形成することが考えられる。ライナーの成形方法としては、熱硬化性樹脂を含む繊維強化樹脂材を、マンドレルに巻き付けた状態で加熱して硬化させる方法が考えられる。成形済みのライナーの内周にバリア層を形成する方法としては、ガスバリア性を有する熱硬化性樹脂をライナーに塗布し、これを加熱する方法が考えられる。
【先行技術文献】
【特許文献】
【0003】
特開2018-105441号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような方法によってライナーの成形とバリア層の形成を行った圧力容器において、ライナーの材料が気化成分を含む場合は、圧力容器の圧力変化や温度変化等によって、ライナー内で気泡が発生し、この気泡がライナーとバリア層の界面にボイドとして残留する虞がある。ライナーとバリア層の界面にボイドが存在すると、ライナーとバリア層との界面における耐ブリスターが低下し、バリア層の剥離の原因となる。
【0005】
本発明は上記のような事情に基づいて完成されたものであって、ボイドの発生を抑制することを目的とする。
【課題を解決するための手段】
【0006】
本開示は、気化成分を含んだベース材料を有するベース部材と、前記ベース部材の内面に形成されるバリア層と、を有する圧力容器の製造方法であって、
前記ベース部材を大気圧よりも低い減圧環境下で加熱することによって、前記ベース材料中の気化成分を気化させる減圧気化工程を含む。
【発明の効果】
【0007】
この構成によれば、ベース部材とバリア層の境界におけるボイドの発生を抑制することができる。
【図面の簡単な説明】
【0008】
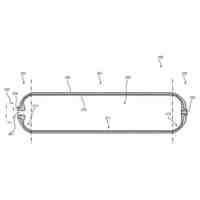
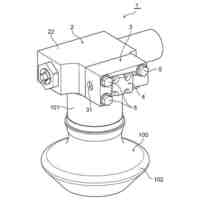
実施例1の圧力容器の正面図
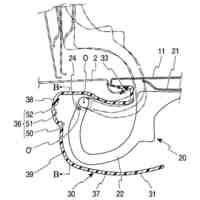
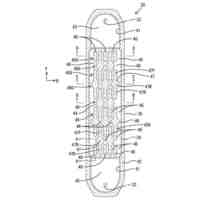
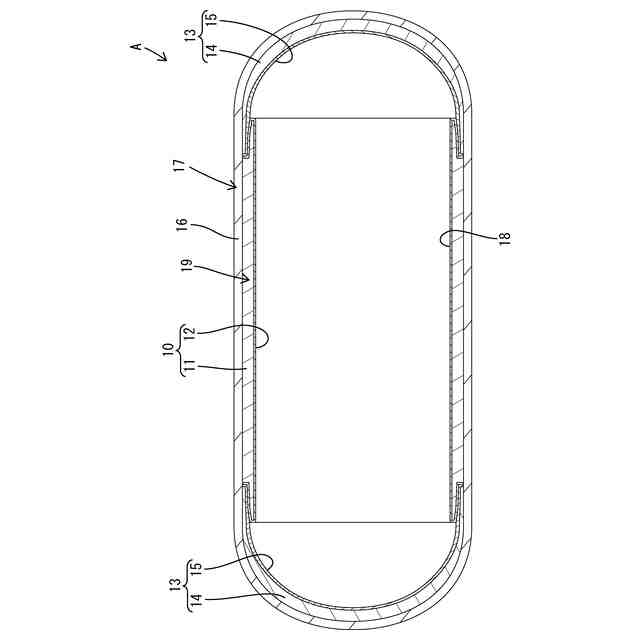
圧力容器の断面図
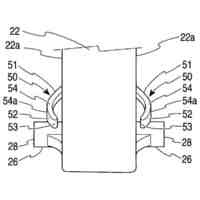
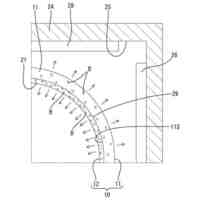
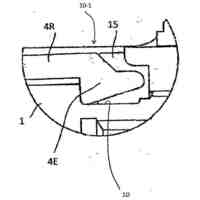
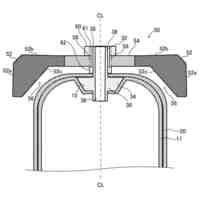
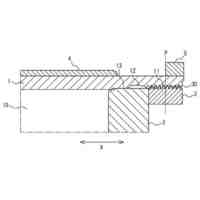
筒状部材とドーム状部材との接続構造をあらわす部分拡大断面図
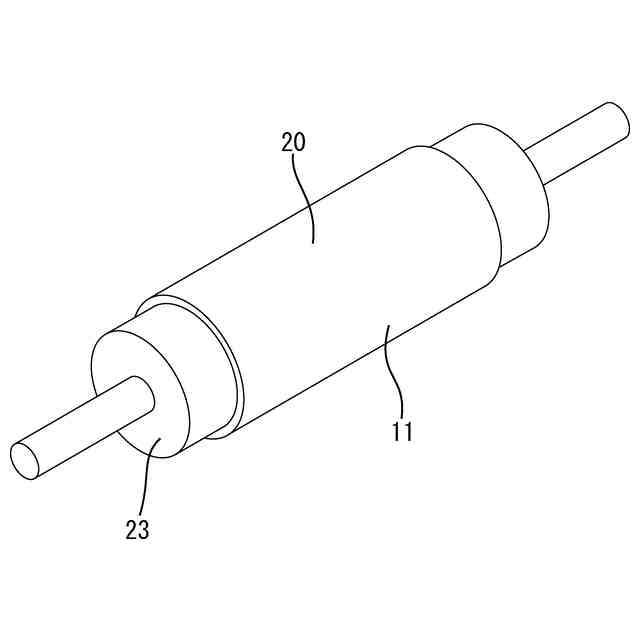
筒状ベース部材を製造するための成形工程において、マンドレルに繊維強化樹脂からなるベース材料を巻き付けている様子をあらわす斜視図
筒状ベース部材の成形工程において、筒状ベース部材の加熱処理と冷却処理を行っている様子をあらわす斜視図
筒状ベース部材の成形工程において、成形済みの筒状ベース部材をマンドレルから抜き取る様子をあらわす斜視図
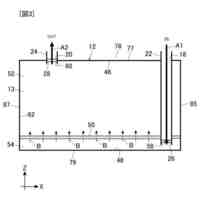
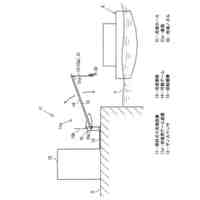
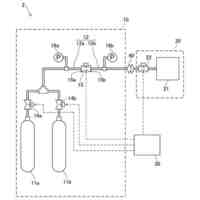
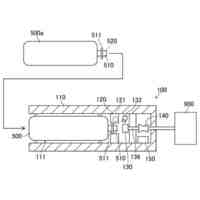
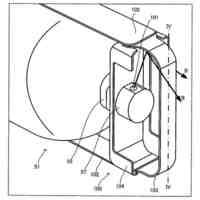
一次気化工程において、筒状ベース部材を減圧環境下で加熱している様子をあらわす断面図
図7の部分拡大断面図
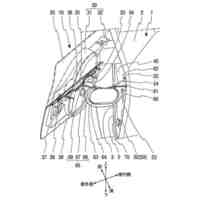
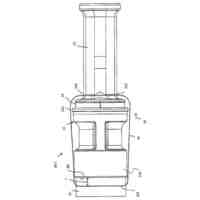
塗布工程において、筒状ベース部材の内周面にバリア性材料を塗布している様子をあらわす斜視図
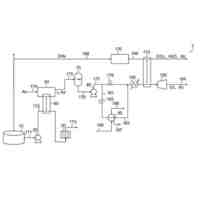
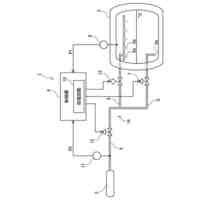
加熱工程及び二次気化工程において、筒状ベース部材とバリア性材料を加熱している様子をあらわす断面図
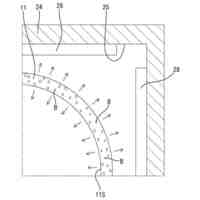
図10の部分拡大断面図
【発明を実施するための形態】
【0009】
最初に本開示の実施形態を列記して説明する。下記の複数の実施形態を、矛盾を生じない範囲で任意に組み合わせたものも、発明を実施するための形態に含まれる。
【0010】
本開示の圧力容器の製造方法は、
(1)気化成分を含んだベース材料を有するベース部材と、前記ベース部材の内面に形成されるバリア層と、を有する圧力容器の製造方法であって、前記ベース部材を大気圧よりも低い減圧環境下で加熱することによって、前記ベース材料中の気化成分を気化させる減圧気化工程を含む。本開示の圧力容器の製造方法によれば、減圧環境下では気化成分の沸点が低下するので、減圧環境下でベース材料を加熱することによって、ベース材料中の気化成分を気化させてベース部材の外部へ放出し、ベース部材内に残留する気化成分を減少させることができる。これにより、バリア層の形成後におけるベース部材からの気泡の発生を抑制し、ベース部材とバリア層との界面におけるボイドの発生を抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FTS
採型装置
1日前
株式会社FTS
蓋の取付構造
14日前
株式会社FTS
蓋の取付構造
14日前
株式会社FTS
動物飼育装置
1か月前
株式会社FTS
圧力容器の製造方法
1か月前
株式会社FTS
圧力容器の製造方法
1か月前
株式会社FTS
バッテリー用冷却器
1か月前
株式会社FTS
車両用リッド開閉装置
1か月前
帝人株式会社
繊維補強圧力容器及びその製造方法
1か月前
岩谷産業株式会社
燃料ガス充填設備
4日前
株式会社タツノ
充填ノズル
1か月前
株式会社タツノ
充填ノズル
14日前
株式会社神戸製鋼所
水素吸蔵合金容器
2か月前
JFEエンジニアリング株式会社
エネルギー貯蔵システム
1か月前
JFEエンジニアリング株式会社
エネルギー貯蔵システム
2か月前
JFEエンジニアリング株式会社
エネルギー貯蔵システム
2か月前
三菱自動車工業株式会社
水素ガス供給システム
7日前
JFEエンジニアリング株式会社
液化二酸化炭素冷却システム
14日前
トヨタ自動車株式会社
ガスタンク構造
1か月前
トヨタ自動車株式会社
ガス利用装置
1か月前
川崎重工業株式会社
液化ガス導入システム
1か月前
トヨタ自動車株式会社
ガス供給装置
1か月前
トヨタ自動車株式会社
水素貯蔵装置
1日前
株式会社FTS
圧力容器の製造方法
1か月前
トヨタ自動車株式会社
高圧ガスタンク
2か月前
株式会社 商船三井
二酸化炭素貯留装置
1か月前
トヨタ自動車株式会社
水素タンクのバルブ構造
23日前
トヨタ自動車株式会社
ガスタンクの交換方法
7日前
株式会社エス.ケーガス
水素ステーション及び水素ステーションの運転方法
1か月前
新富士バーナー株式会社
カセット式ガスボンベ用キャップ
1か月前
株式会社IHIプラント
アンモニア受入設備
1か月前
株式会社三井E&S
高圧水素ガス配管からの水素ガス漏洩検知システム
2か月前
株式会社IHIプラント
液化ガス気化器ユニット
2か月前
トヨタ自動車株式会社
水素カートリッジタンク、及び、水素消費システム
2か月前
JFEスチール株式会社
高圧水素容器
2か月前
ジョンウ イーエヌイー カンパニー リミテッド
サポータ構造体を含む極低温液体貯蔵タンク
1日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ