TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127547
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024306
出願日
2024-02-21
発明の名称
スポット溶接機及びスポット溶接機のワーク溶接方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20250826BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークや治具を容易に固定して段取り時間を短縮し、加工効率を向上させる。
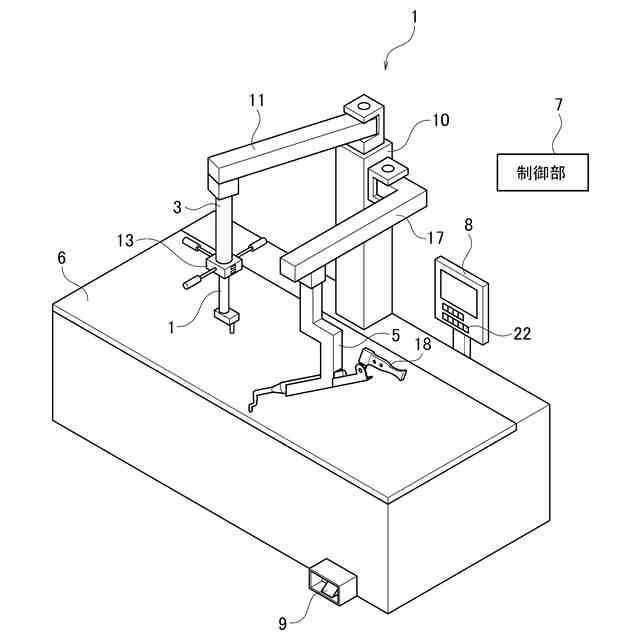
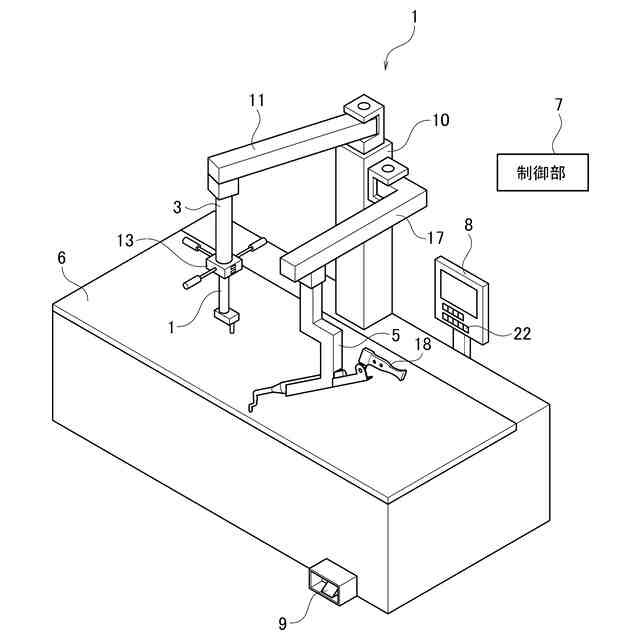
【解決手段】スポット溶接機1は、複数の溶接ガン3、5と、ワークが載置されるテーブル6と、ワークを溶接する処理を実行する制御部7とを備える。制御部7は、切替スイッチ22が操作されて複数の溶接ガンのいずれかが選択され、加圧スイッチ15、20が操作されると、切替スイッチ22で選択されなかった溶接ガンに、テーブル6に対して加圧動作を行わせ、加圧動作が行われている状態で溶接スイッチ16、21が操作されると、切替スイッチ22で選択された溶接ガンに、テーブル6上に載置されたワークを溶接させる。
【選択図】図1
特許請求の範囲
【請求項1】
複数の溶接ガンと、
ワークが載置されるテーブルと、
前記複数の溶接ガンのいずれかを選択する切替スイッチと、
前記ワークを加圧するときに操作される加圧スイッチと、
前記ワークを溶接するときに操作される溶接スイッチと、
前記ワークを溶接する処理を実行する制御部と、を備え、
前記制御部は、
前記切替スイッチが操作されて前記複数の溶接ガンのいずれかが選択され、前記加圧スイッチが操作されると、前記切替スイッチで選択されなかった溶接ガンに、前記テーブルに対して加圧動作を行わせ、
前記加圧動作が行われている状態で前記溶接スイッチが操作されると、前記切替スイッチで選択された溶接ガンに、前記テーブル上に載置された前記ワークを溶接させる
スポット溶接機。
続きを表示(約 600 文字)
【請求項2】
前記加圧スイッチは、作業者が前記複数の溶接ガンを操作するときに把持するハンドルに設けられている
請求項1に記載のスポット溶接機。
【請求項3】
前記加圧動作は、前記切替スイッチで選択されなかった溶接ガンに、前記テーブル上に載置された前記ワークを加圧させる動作である
請求項1または2に記載のスポット溶接機。
【請求項4】
前記加圧動作は、前記切替スイッチで選択されなかった溶接ガンに、前記テーブル上に載置された治具を加圧させる動作である
請求項1または2に記載のスポット溶接機。
【請求項5】
複数の溶接ガンと、ワークが載置されるテーブルとを備えたスポット溶接機のワーク溶接方法であって、
前記複数の溶接ガンのいずれかを選択する切替スイッチを操作することによって、前記複数の溶接ガンのいずれかを選択し、
前記ワークを加圧するときに操作される加圧スイッチが操作されると、前記切替スイッチで選択されなかった溶接ガンが、前記テーブルに対して加圧動作を行い、
前記加圧動作が行われている状態で、前記ワークを溶接するときに操作される溶接スイッチが操作されると、前記切替スイッチで選択された溶接ガンが、前記テーブル上に載置された前記ワークを溶接する
スポット溶接機のワーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スポット溶接機及びスポット溶接機のワーク溶接方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1には、平坦な板状電極の上にワークが載置され、複数の溶接ガンでスポット溶接を行うスポット溶接機が記載されている。このようなスポット溶接機では、ワークや治具を固定するために段取り作業を行う必要があった。
【先行技術文献】
【特許文献】
【0003】
特開2011-183421号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ワークや治具を固定するための段取り作業は複雑になる場合があるので、その場合には段取り時間が長くなり、加工効率が低下してしまうという問題点があった。
【課題を解決するための手段】
【0005】
一又はそれ以上の実施形態の第1の態様は、複数の溶接ガンと、ワークが載置されるテーブルと、前記複数の溶接ガンのいずれかを選択する切替スイッチと、前記ワークを加圧するときに操作される加圧スイッチと、前記ワークを溶接するときに操作される溶接スイッチと、前記ワークを溶接する処理を実行する制御部と、を備え、前記制御部は、前記切替スイッチが操作されて前記複数の溶接ガンのいずれかが選択され、前記加圧スイッチが操作されると、前記切替スイッチで選択されなかった溶接ガンに、前記テーブルに対して加圧動作を行わせ、前記加圧動作が行われている状態で前記溶接スイッチが操作されると、前記切替スイッチで選択された溶接ガンに、前記テーブル上に載置された前記ワークを溶接させるスポット溶接機である。
【0006】
一又はそれ以上の実施形態の第2の態様は、複数の溶接ガンと、ワークが載置されるテーブルとを備えたスポット溶接機のワーク溶接方法であって、前記複数の溶接ガンのいずれかを選択する切替スイッチを操作することによって、前記複数の溶接ガンのいずれかを選択し、前記ワークを加圧するときに操作される加圧スイッチが操作されると、前記切替スイッチで選択されなかった溶接ガンが、前記テーブルに対して加圧動作を行い、前記加圧動作が行われている状態で、前記ワークを溶接するときに操作される溶接スイッチが操作されると、前記切替スイッチで選択された溶接ガンが、前記テーブル上に載置された前記ワークを溶接するスポット溶接機のワーク溶接方法である。
【発明の効果】
【0007】
一又はそれ以上の実施形態に係るスポット溶接機及びその溶接方法によれば、ワークや治具を容易に固定することができるので、段取り時間が短縮されて加工効率を向上させることができる。
【図面の簡単な説明】
【0008】
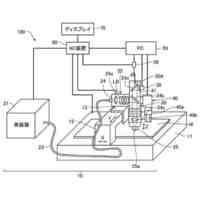
図1は、第1実施形態に係るスポット溶接機の構造を示す斜視図である。
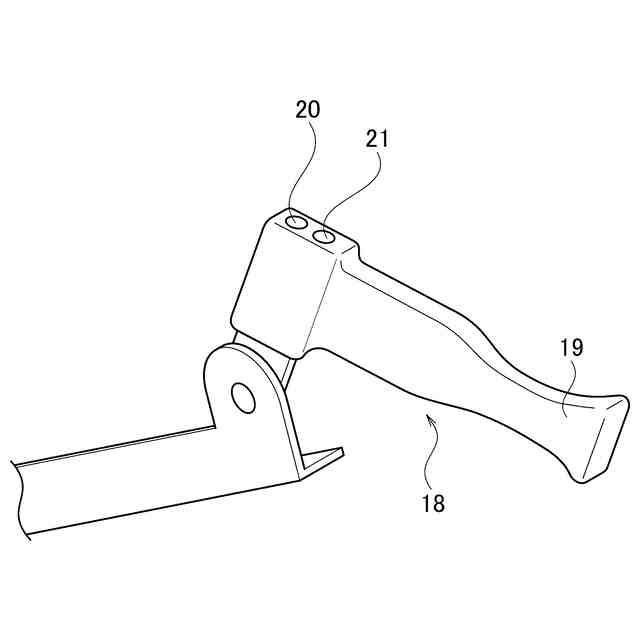
図2は、第1実施形態に係るスポット溶接機に設けられた垂直ガンのハンドルの構造を示す斜視図である。
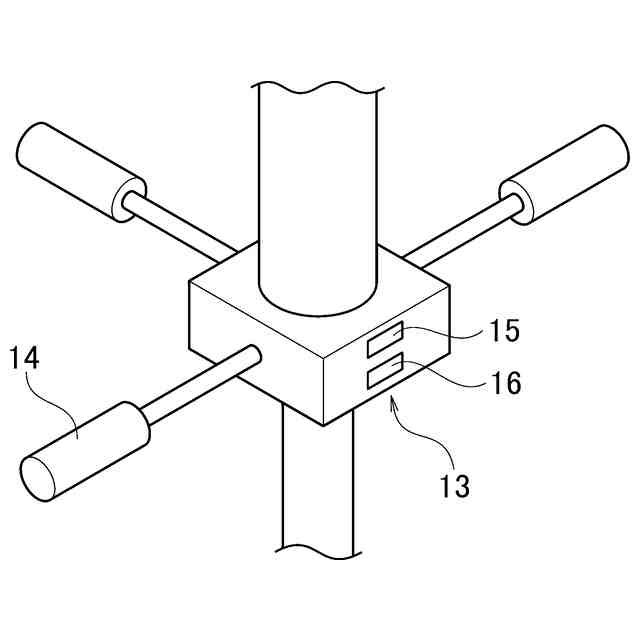
図3は、第1実施形態に係るスポット溶接機に設けられた水平ガンのハンドルの構造を示す図である。
図4は、第1実施形態に係るスポット溶接機によるワークの溶接処理の処理手順を示すフローチャートである。
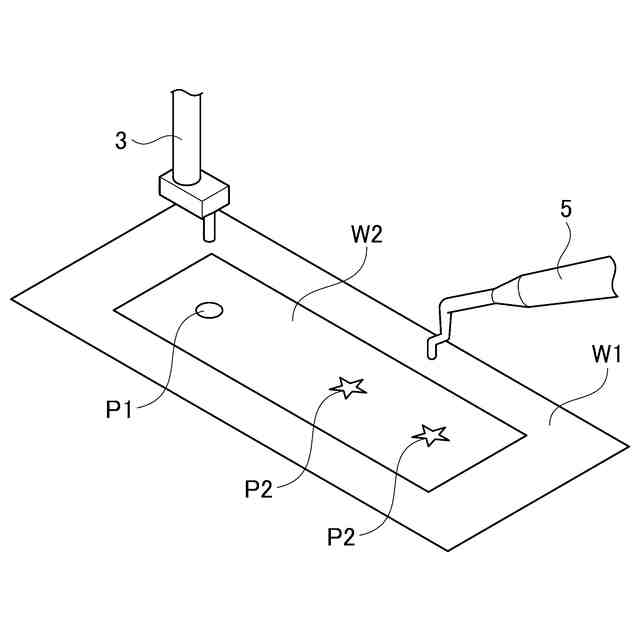
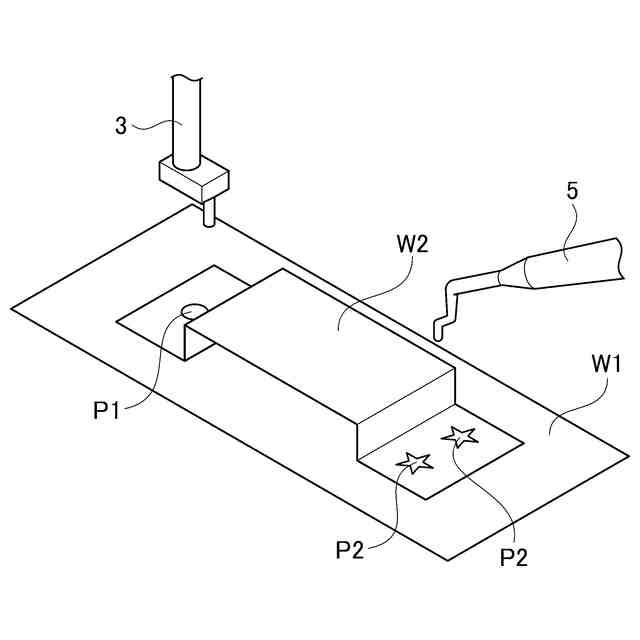
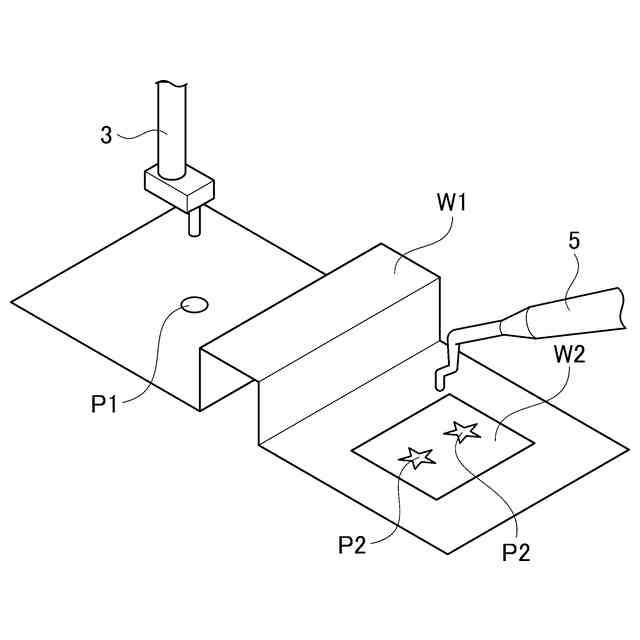
図5は、第1実施形態に係るスポット溶接機によるワークの溶接方法を説明するための図である。
図6は、第1実施形態に係るスポット溶接機によるワークの溶接方法を説明するための図である。
図7は、第1実施形態に係るスポット溶接機によるワークの溶接方法を説明するための図である。
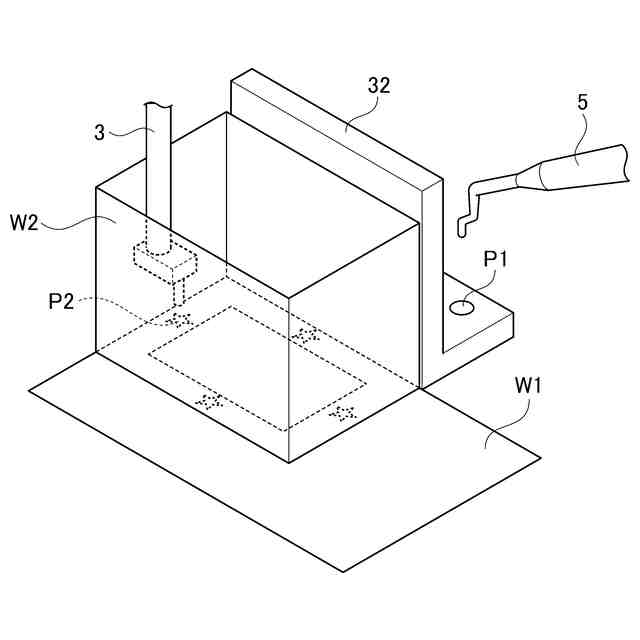
図8は、第2実施形態に係るスポット溶接機によるワークの溶接方法を説明するための図である。
図9は、第2実施形態に係るスポット溶接機によるワークの溶接方法を説明するための図である。
図10は、第2実施形態に係るスポット溶接機によるワークの溶接方法を説明するための図である。
図11は、第2実施形態に係るスポット溶接機によるワークの溶接方法を説明するための図である。
【発明を実施するための形態】
【0009】
[第1実施形態]
以下、図面を参照し、本実施形態に係るスポット溶接機及びそのワーク溶接方法について説明する。
【0010】
[スポット溶接機の構造]
図1を参照し、本実施形態に係るスポット溶接機の構造を説明する。図1は、本実施形態に係るスポット溶接機の構造を示す斜視図である。図1に示すように、スポット溶接機1は、垂直ガン3と水平ガン5を含む複数の溶接ガンと、ワークが載置されるテーブル6と、ワークを溶接する処理を実行する制御部7とを備えている。この他に、スポット溶接機1は、操作ペンダント8と、フットスイッチ9とを備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
無人搬送車
15日前
株式会社アマダ
レーザ発振器
1か月前
株式会社アマダ
工作機械制御装置
15日前
株式会社アマダ
見積り作成システム
16日前
株式会社アマダ
金型管理装置及び加工機制御装置
1日前
株式会社アマダ
加工システム及び加工性判定システム
8日前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
22日前
株式会社アマダ
生産管理システム、生産管理方法及び生産管理プログラム
15日前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
25日前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
17日前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
15日前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
5か月前
株式会社北川鉄工所
回転装置
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
21日前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
14日前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
5か月前
個人
型枠製造装置のフレーム
25日前
中国電力株式会社
養生シート
8日前
キヤノン電子株式会社
加工システム
2か月前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
1か月前
株式会社ツガミ
工作機械
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ