TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127263
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023897
出願日
2024-02-20
発明の名称
キャリブレーション装置、キャリブレーション方法、記憶媒体
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
G01S
7/497 20060101AFI20250825BHJP(測定;試験)
要約
【課題】測距センサの設置データを効果的に補正できるキャリブレーション装置等を提供する。
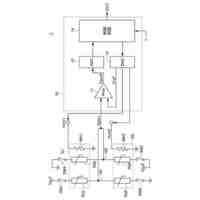
【解決手段】キャリブレーション装置300は、作業機械としてのCSU1に設置される測距センサ18、19によって測定対象物上の測距点群を取得する測距点群取得部310と、測距センサ18、19の設置データαに基づいて、測距点群をCSU1に関する基準座標系における座標に変換する座標変換部330と、基準座標系における測距点群に基づいて、測定対象物の形状的特徴を検出する形状的特徴検出部360と、形状的特徴と測距点群の誤差が小さくなるように、設置データαを補正する設置データ補正部と380、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
作業機械に設置される測距センサによって測定対象物上の測距点群を取得する測距点群取得部と、
前記測距センサの設置データに基づいて、前記測距点群を前記作業機械に関する基準座標系における座標に変換する座標変換部と、
前記基準座標系における前記測距点群に基づいて、前記測定対象物の形状的特徴を検出する形状的特徴検出部と、
前記形状的特徴と前記測距点群の誤差が小さくなるように、前記設置データを補正する設置データ補正部と、
を備えるキャリブレーション装置。
続きを表示(約 1,300 文字)
【請求項2】
前記測距点群取得部は、前記作業機械に設置される複数の前記測距センサによって前記測定対象物上の前記測距点群を取得し、
前記座標変換部は、前記各測距センサの設置データに基づいて、前記測距点群を前記基準座標系における座標に変換し、
前記設置データ補正部は、前記形状的特徴と前記測距点群の誤差が小さくなるように、複数の前記測距センサの前記設置データを補正する、
請求項1に記載のキャリブレーション装置。
【請求項3】
前記測距点群取得部は、前記作業機械によって、前記測距センサの前記測定対象物に対する位置および姿勢の少なくともいずれかを変えながら、前記測距点群を取得する、請求項1または2に記載のキャリブレーション装置。
【請求項4】
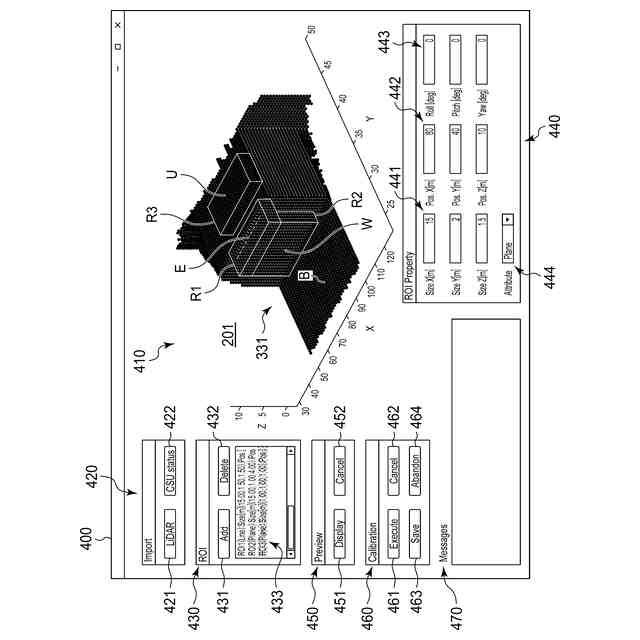
前記測距点群において、処理対象領域を設定する処理対象領域設定部を備え、
前記形状的特徴検出部および前記設置データ補正部の少なくともいずれかは、前記処理対象領域に含まれる前記測距点群を対象として前記処理を実行する、
請求項1または2に記載のキャリブレーション装置。
【請求項5】
前記処理対象領域について、前記形状的特徴検出部が検出すべき形状的特徴のタイプを指定する形状タイプ指定部を備える、請求項4に記載のキャリブレーション装置。
【請求項6】
前記形状的特徴は、前記測定対象物上の平面および直線状の縁の少なくともいずれかである、請求項1または2に記載のキャリブレーション装置。
【請求項7】
前記設置データは、前記測距センサが前記作業機械に設置される位置および姿勢を表す、請求項1または2に記載のキャリブレーション装置。
【請求項8】
前記作業機械は、船荷を荷役する荷役機械である、請求項1または2に記載のキャリブレーション装置。
【請求項9】
作業機械に設置される測距センサによって測定対象物上の測距点群を取得することと、
前記測距センサの設置データに基づいて、前記測距点群を前記作業機械に関する基準座標系における座標に変換することと、
前記基準座標系における前記測距点群に基づいて、前記測定対象物の形状的特徴を検出することと、
前記形状的特徴と前記測距点群の誤差が小さくなるように、前記設置データを補正することと、
を実行するキャリブレーション方法。
【請求項10】
作業機械に設置される測距センサによって測定対象物上の測距点群を取得することと、
前記測距センサの設置データに基づいて、前記測距点群を前記作業機械に関する基準座標系における座標に変換することと、
前記基準座標系における前記測距点群に基づいて、前記測定対象物の形状的特徴を検出することと、
前記形状的特徴と前記測距点群の誤差が小さくなるように、前記設置データを補正することと、
をコンピュータに実行させるキャリブレーションプログラムを記憶している記憶媒体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、作業機械に設置される測距センサのキャリブレーション装置等に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
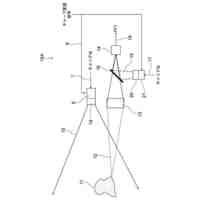
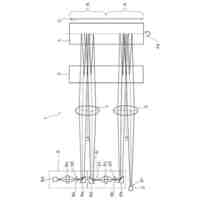
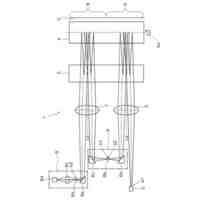
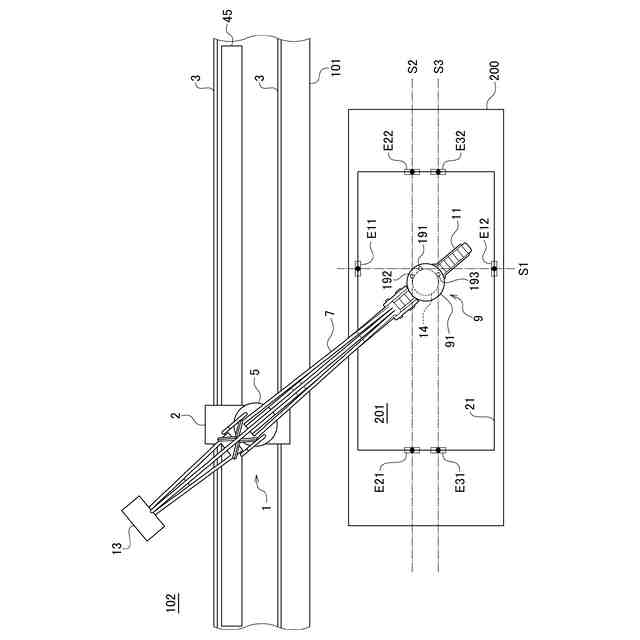
様々な作業を行う作業機械として、船の貨物または積荷である船荷を荷役する荷役機械が知られている。荷役機械は、船倉に船荷を積み込む荷積み機械と、船倉から船荷を陸に荷揚げする荷揚げ機械に大別される。荷積み機械のうち、石炭や鉄鉱石等のばら積み貨物またはばら荷を荷積みするものはシップローダ(Ship Loader)とも呼ばれ、荷揚げ機械のうち、ばら荷を荷揚げするものはシップアンローダ(Ship Unloader)とも呼ばれる。本開示は、任意の作業機械または荷役機械に適用可能であるが、主に荷揚げ機械またはシップアンローダについて例示的かつ代表的に説明する。シップアンローダには、船倉内のばら荷を連続的に荷揚げするものがあり、連続アンローダまたは船舶用連続アンローダ(Continuous Ship Unloader)と呼ばれる。本開示では、その略語であるCSUが使用される。
【0003】
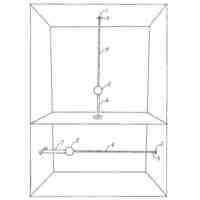
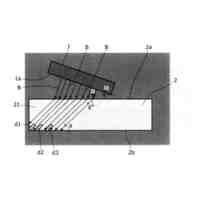
特許文献1には、測距センサ(レーザセンサ)による船倉の上部のエッジ検出結果に基づいて、シップアンローダと船の相対位置を導出する技術が開示されている。この技術では、測距センサが船倉の縁(エッジ)に面した上面および側壁面に対して連続的に照射するレーザ光を通じて取得される一連の測距点群に基づいて当該縁が検出される。
【先行技術文献】
【特許文献】
【0004】
特開2019-131394号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
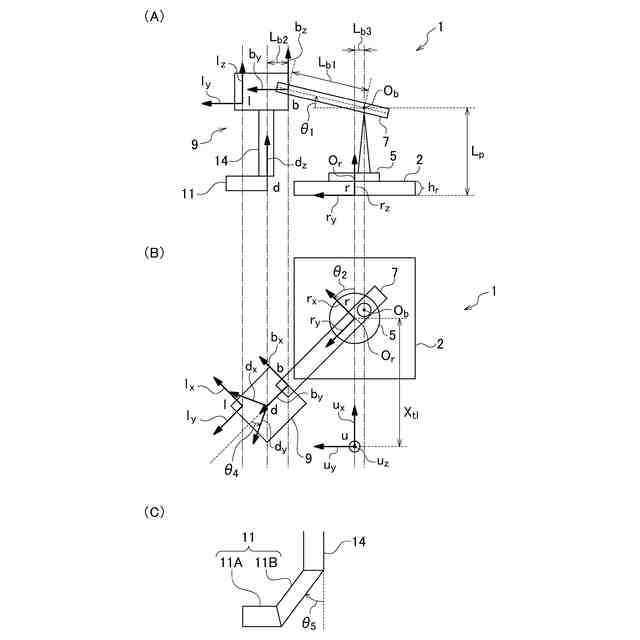
測距センサによって取得される測距点群は、当該測距センサを原点とする座標系(以下では、測距部座標系とも表される)における座標(以下では、測距部座標とも表される)である。この測距点群をCSUが利用できるように、測距センサがCSUに設置される位置および姿勢に基づいて、測距部座標がCSUに関する座標系(以下では、基準座標系とも表される)における座標(以下では、基準座標とも表される)に変換される。正確な基準座標を得るためには、測距部座標系から基準座標系への座標変換に使用される測距センサの設置データ(位置および/または姿勢)が正確でなければならない。
【0006】
本開示はこうした状況に鑑みてなされたものであり、測距センサの設置データを効果的に補正できるキャリブレーション装置等を提供することを目的とする。
【課題を解決するための手段】
【0007】
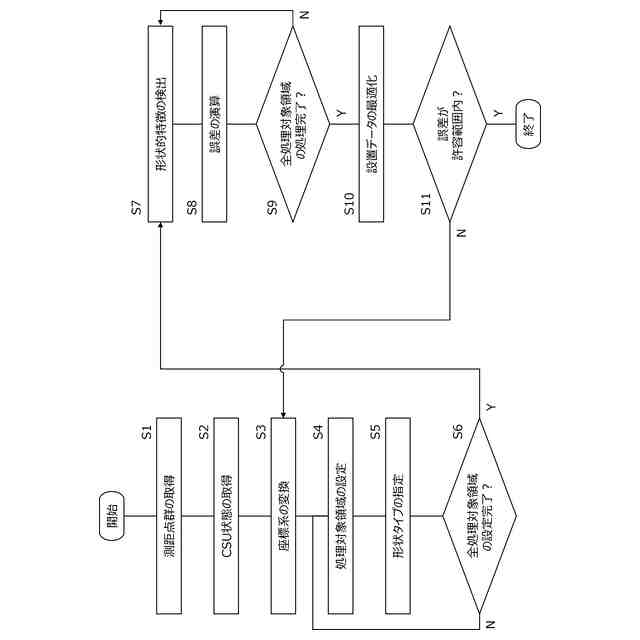
上記課題を解決するために、本開示のある態様のキャリブレーション装置は、作業機械に設置される測距センサによって測定対象物上の測距点群を取得する測距点群取得部と、測距センサの設置データに基づいて、測距点群を作業機械に関する基準座標系における座標に変換する座標変換部と、基準座標系における測距点群に基づいて、測定対象物の形状的特徴を検出する形状的特徴検出部と、形状的特徴と測距点群の誤差が小さくなるように、設置データを補正する設置データ補正部と、を備える。
【0008】
本態様によれば、任意の測定対象物上の測距点群に基づいて検出される形状的特徴を利用して、測距センサの設置データを効果的に補正できる。
【0009】
本開示の別の態様は、キャリブレーション方法である。この方法は、作業機械に設置される測距センサによって測定対象物上の測距点群を取得することと、測距センサの設置データに基づいて、測距点群を作業機械に関する基準座標系における座標に変換することと、基準座標系における測距点群に基づいて、測定対象物の形状的特徴を検出することと、形状的特徴と測距点群の誤差が小さくなるように、設置データを補正することと、を実行する。
【0010】
本開示の更に別の態様は、記憶媒体である。この記憶媒体は、作業機械に設置される測距センサによって測定対象物上の測距点群を取得することと、測距センサの設置データに基づいて、測距点群を作業機械に関する基準座標系における座標に変換することと、基準座標系における測距点群に基づいて、測定対象物の形状的特徴を検出することと、形状的特徴と測距点群の誤差が小さくなるように、設置データを補正することと、をコンピュータに実行させるキャリブレーションプログラムを記憶している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
計量スプーン
1日前
個人
微小振動検出装置
12日前
ユニパルス株式会社
力変換器
1か月前
株式会社イシダ
X線検査装置
12日前
横浜ゴム株式会社
音響窓
1か月前
三菱電機株式会社
計測器
27日前
個人
センサーを備えた装置
1か月前
日置電機株式会社
測定装置
1か月前
株式会社辰巳菱機
システム
21日前
日本精機株式会社
施工管理システム
1か月前
IPU株式会社
距離検出装置
1か月前
株式会社東芝
センサ
12日前
株式会社東芝
センサ
1か月前
株式会社FRPカジ
FRP装置
23日前
アンリツ株式会社
分光器
7日前
アンリツ株式会社
分光器
7日前
ダイハツ工業株式会社
測定用具
5日前
株式会社カワタ
サンプリング装置
16日前
TDK株式会社
磁気センサ
1日前
株式会社ヨコオ
コンタクタ
5日前
大和製衡株式会社
組合せ計量装置
23日前
学校法人立命館
液面レベルセンサ
20日前
日本精工株式会社
分注装置
19日前
TDK株式会社
磁気センサ
8日前
富士レビオ株式会社
嵌合システム
26日前
TDK株式会社
ガスセンサ
15日前
株式会社精工技研
光電圧プローブ
13日前
国立大学法人京都大学
バイオセンサ
8日前
富士電機株式会社
半導体パッケージ
1日前
個人
材料特性パラメータの算定方法
1日前
本多電子株式会社
超音波ソナー装置
28日前
富士電機株式会社
半導体パッケージ
29日前
日本碍子株式会社
ガスセンサ
2日前
大陽日酸株式会社
液面センサ
8日前
大同特殊鋼株式会社
超音波探傷方法
1日前
三菱マテリアル株式会社
温度センサ
19日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ