TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127190
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023769
出願日
2024-02-20
発明の名称
鋼管の連結構造および連結方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
E02D
5/24 20060101AFI20250825BHJP(水工;基礎;土砂の移送)
要約
【課題】溶接やボルトを必要としない鋼管の連結構造および連結方法を提供する。
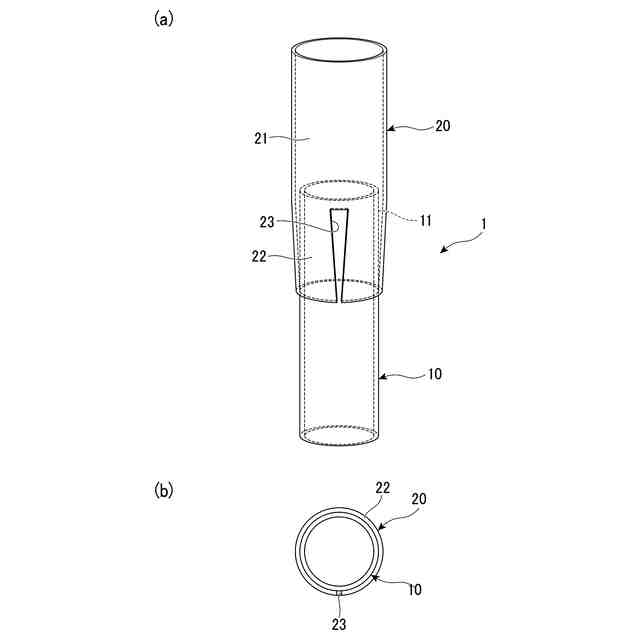
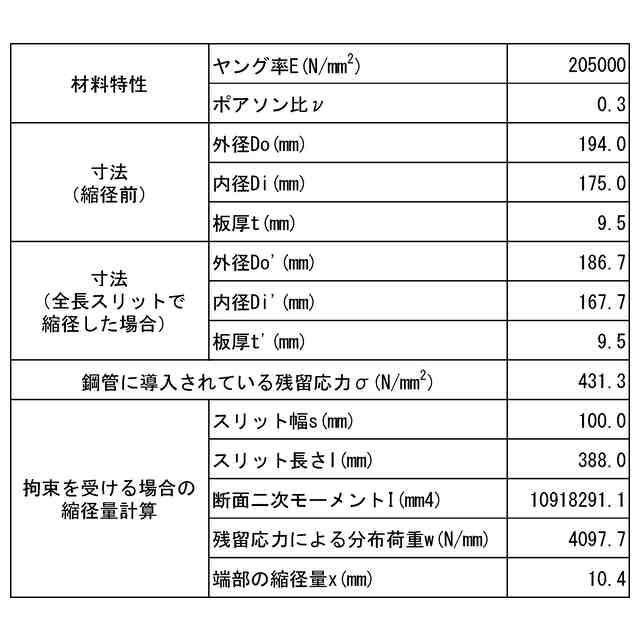
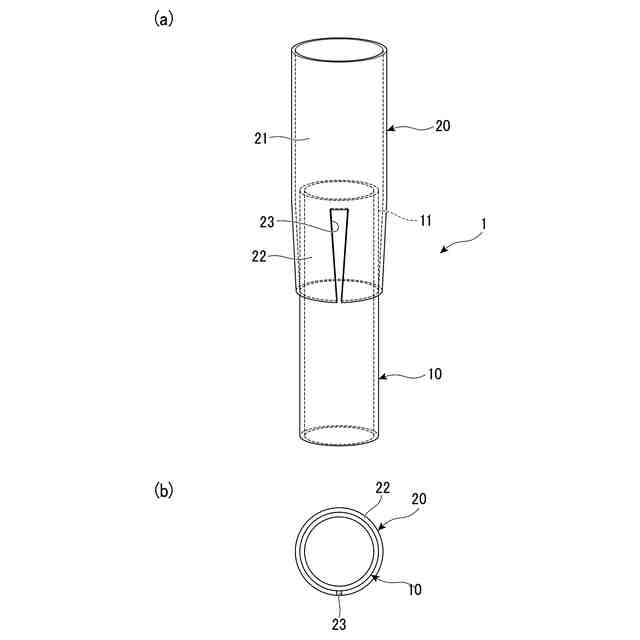
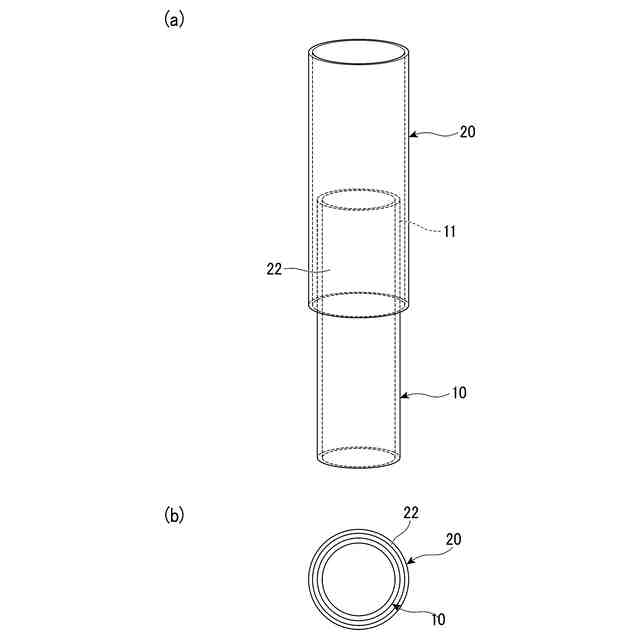
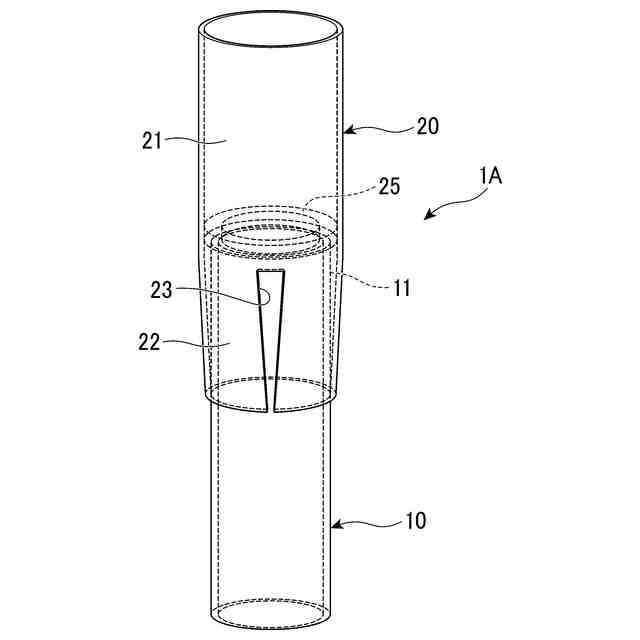
【解決手段】鋼管の連結構造1は、第1の鋼管10の第1の管端部11に、第2の鋼管20の第2の管端部22が被せられて、第1の管端部11と第2の管端部22とが連結される鋼管の連結構造であって、第2の鋼管20の少なくとも第2の管端部22は、管軸方向に延び管軸方向外側に抜けるスリット23が形成されるとともに第1の鋼管10の第1の管端部11を径方向の圧縮荷重をもって拘束している。
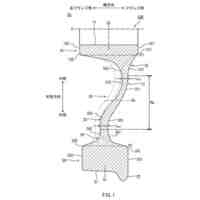
【選択図】図1
特許請求の範囲
【請求項1】
第1の鋼管の第1の管端部に、第2の鋼管の第2の管端部が被せられて、前記第1の管端部と前記第2の管端部とが連結される鋼管の連結構造であって、
前記第2の鋼管の少なくとも前記第2の管端部は、管軸方向に延び管軸方向外側に抜けるスリットが形成されるとともに前記第1の鋼管の前記第1の管端部を径方向の圧縮荷重をもって拘束していることを特徴とする鋼管の連結構造。
続きを表示(約 1,300 文字)
【請求項2】
前記第1の鋼管は下杭であり、前記第2の鋼管は上杭であって、前記第1の管端部は前記第1の鋼管の上端部であり、前記第2の管端部は前記第2の鋼管の下端部であることを特徴とする請求項1に記載の鋼管の連結構造。
【請求項3】
前記第2の鋼管の管軸方向における前記スリットの長さが前記第2の鋼管の外径の2倍以上であることを特徴とする請求項1に記載の鋼管の連結構造。
【請求項4】
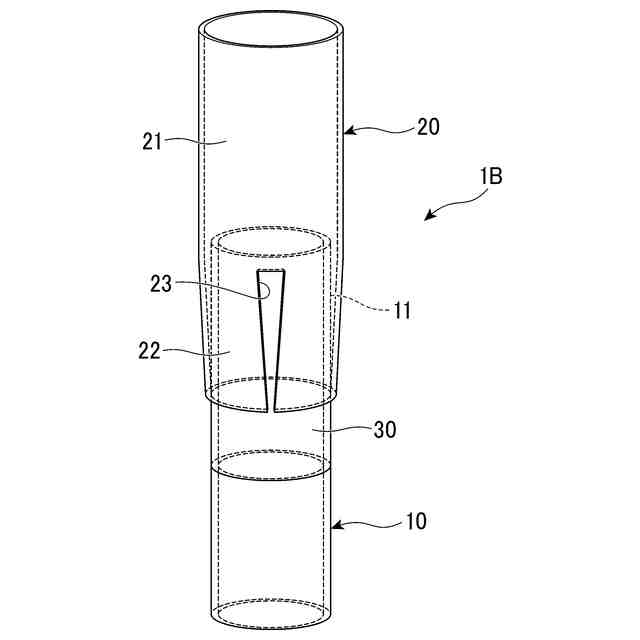
前記第2の鋼管の内面に、前記第1の鋼管の前記第1の管端部に管軸方向に当接するダイヤフラムが設けられていることを特徴とする請求項1に記載の鋼管の連結構造。
【請求項5】
前記第1の鋼管の外面の管軸方向に少なくとも前記第2の鋼管と重複する範囲に高摩擦体が設けられていることを特徴とする請求項1に記載の鋼管の連結構造。
【請求項6】
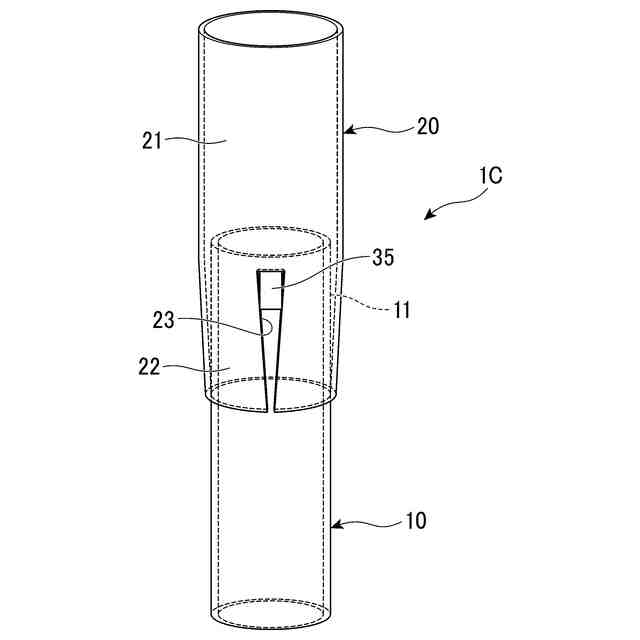
前記第1の鋼管の外面に、前記スリットに嵌合し、前記スリットの基端部に当接するねじり受部材が設けられていることを特徴とする請求項1に記載の鋼管の連結構造。
【請求項7】
前記第2の鋼管の前記第2の管端部とは反対側の第3の管端部が第3の鋼管の第4の管端部に被せられるとともに、前記第3の鋼管の前記第4の管端部が前記第1の鋼管の前記第1の管端部に管軸方向に突き当てられており、
前記第2の鋼管は、全長にわたって管軸方向に延びる前記スリットが形成されるとともに、前記第1の鋼管の前記第1の管端部および前記第3の鋼管の前記第4の管端部を径方向の圧縮荷重をもって拘束していることを特徴とする請求項1に記載の鋼管の連結構造。
【請求項8】
前記第1の鋼管は下杭であり、前記第3の鋼管は上杭であって、前記第1の管端部は前記第1の鋼管の上端部であり、前記第2の管端部は前記第2の鋼管の下端部であって、前記第3の管端部は前記第2の鋼管の上端部であり、前記第4の管端部は前記第3の鋼管の下端部であることを特徴とする請求項7に記載の鋼管の連結構造。
【請求項9】
前記第1の鋼管の外面の管軸方向に少なくとも前記第2の鋼管と重複する範囲と、前記第3の鋼管の外面の管軸方向に少なくとも前記第2の鋼管と重複する範囲とに、高摩擦体が設けられていることを特徴とする請求項7に記載の鋼管の連結構造。
【請求項10】
第1の鋼管の第1の管端部に、第2の鋼管の第2の管端部を被せて、前記第1の管端部と前記第2の管端部とを連結する鋼管の連結方法であって、
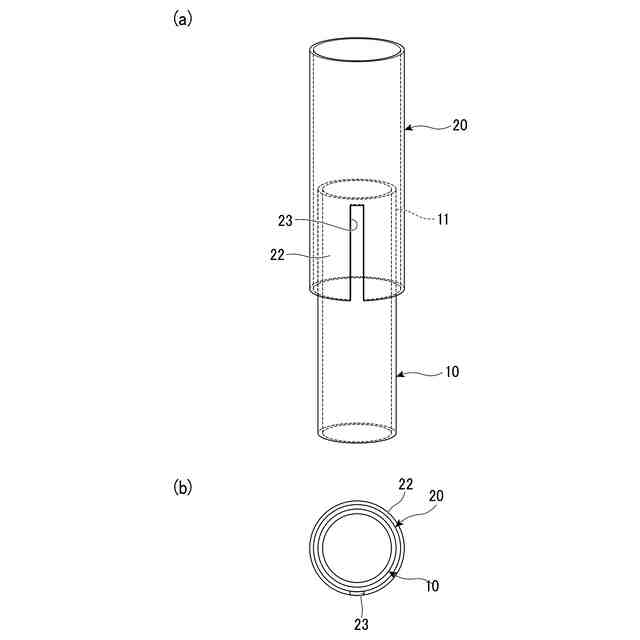
前記第2の鋼管の少なくとも前記第2の管端部に、予め外面圧縮、内面引張の残留応力を導入し、
前記第1の鋼管の前記第1の管端部に、前記第2の鋼管の前記第2の管端部を被せた後または被せる際に、
前記第2の鋼管の少なくとも前記第2の管端部に管軸方向に延びて管軸方向外側に抜けるスリットを形成することで、前記第2の鋼管の少なくとも前記第2の管端部を縮径させ、前記第1の鋼管の前記第1の管端部を前記第2の鋼管の前記第2の管端部で径方向の圧縮荷重をもって拘束することを特徴とする鋼管の連結方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管の連結構造および連結方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
溶融樹脂製の管継手本体を2つの管部材の突き合わせ部にまたがらせ、管継手本体の端部に切れ込みを形成することにより残留応力を開放することで減径して2つの管部材に当接させる管継手がある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2007-46704号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、鋼管杭を施工現場で連結する等の鋼管の連結構造においては、圧縮荷重、曲げ荷重、ねじり荷重といった荷重に対し所定の強度を有していることが必要である。従来の鋼管の連結構造としては、溶接継手が広く一般的に用いられている。しかし、その強度が天候や溶接工の技量に作用されることや現場での作業時間を要する、熱応力の影響を受けるというデメリットがある。また、別の鋼管の連結構造として、鋼管同士をボルトで締めこむ機械式継手というものが存在する。溶接式継手に対し、その強度が天候や溶接工の技量に作用されないことや、施工作業や施工管理が簡便であることなどから優れた現場品質を発揮可能な構造である。しかしながら、鋼管の加工コストが増大する点や外観・内観にボルトによる張り出し部が形成される点、応力集中を生じる点等が課題であった。
【0005】
本発明は、上述する問題点に鑑みてなされたもので、溶接やボルトを必要としない鋼管の連結構造および連結方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る第1の態様は、第1の鋼管の第1の管端部に、第2の鋼管の第2の管端部が被せられて、前記第1の管端部と前記第2の管端部とが連結される鋼管の連結構造であって、前記第2の鋼管の少なくとも前記第2の管端部は、管軸方向に延び管軸方向外側に抜けるスリットが形成されるとともに前記第1の鋼管の前記第1の管端部を径方向の圧縮荷重をもって拘束していることを特徴とする。
【0007】
第1の態様によれば、第1の鋼管の第1の管端部に、第2の鋼管の第2の管端部が被せられており、第2の鋼管の少なくとも第2の管端部が、管軸方向に延び管軸方向外側に抜けるスリットが形成されるとともに第1の鋼管の第1の管端部を径方向の圧縮荷重をもって拘束している。これにより、溶接やボルトを必要とせずに、第1の鋼管の第1の管端部を、第2の鋼管の第2の管端部で拘束して、これらを連結できる。よって、第1の鋼管の第1の管端部を、第2の鋼管の第2の管端部で、熱応力の影響がなくかつ応力集中を防ぎつつ均等に拘束して、これらを連結できる。
【0008】
本発明に係る第2の態様として、第1の態様において、前記第1の鋼管は下杭であり、前記第2の鋼管は上杭であって、前記第1の管端部は前記第1の鋼管の上端部であり、前記第2の管端部は前記第2の鋼管の下端部であることが好ましい。
【0009】
第2の態様によれば、溶接やボルトを必要とせずに、下杭の上端部と、上杭の下端部とを連結できる。よって、下杭の上端部を、上杭の下端部で、熱応力の影響がなくかつ応力集中を防ぎつつ均等に拘束して、これらを連結できる。
【0010】
本発明に係る第3の態様として、第1の態様において、前記第2の鋼管の管軸方向における前記スリットの長さが前記第2の鋼管の外径の2倍以上であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
22日前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
ボルト
3日前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
鉄道車輪
3か月前
日本製鉄株式会社
溶接継手
2か月前
日本製鉄株式会社
鉄道車輪
3か月前
日本製鉄株式会社
耐摩耗鋼
23日前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
筒型構造
27日前
日本製鉄株式会社
評価方法
2か月前
日本製鉄株式会社
軸受用鋼管
2か月前
日本製鉄株式会社
クランク軸
3か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
鋼の製造方法
16日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
高炉操業方法
15日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
2日前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ