TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126993
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023431
出願日
2024-02-20
発明の名称
設計支援装置および設計支援方法
出願人
株式会社日立製作所
代理人
弁理士法人磯野国際特許商標事務所
主分類
B22F
10/85 20210101AFI20250825BHJP(鋳造;粉末冶金)
要約
【課題】適切な設計支援を実現できる設計支援装置を提供する。
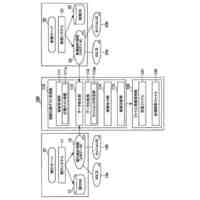
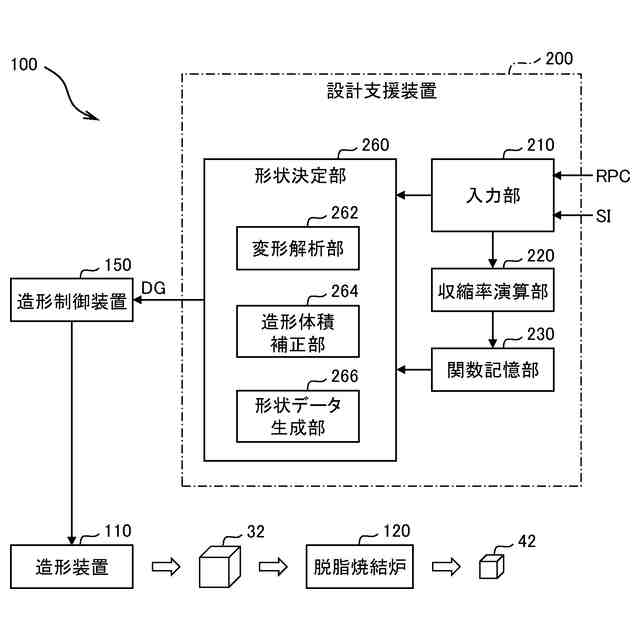
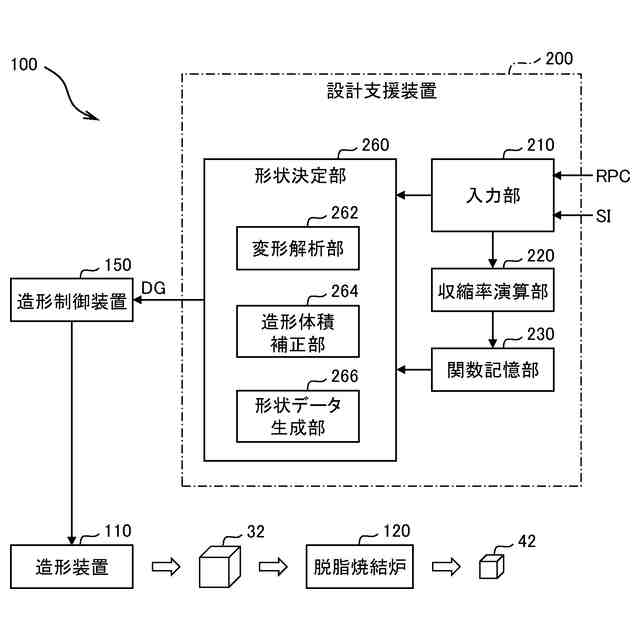
【解決手段】粉末成形体32を製造する造形装置110と、粉末成形体32に対して脱脂および焼結を行うことによって立体造形物40を製造する脱脂焼結炉120と、を備える立体造形システム100に適用され、立体造形物40の目標形状と、粉末成形体32が形成される造形槽320における3次元座標位置と、を入力する入力部210と、目標形状と、3次元座標位置と、3次元座標軸方向の収縮率を表す収縮率関数SFx,SFy,SFzと、に基づいて、粉末成形体32の形状を決定する形状決定部260と、を設計支援装置200に設けた。
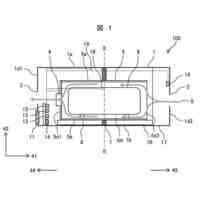
【選択図】図1
特許請求の範囲
【請求項1】
造形槽において、粉体を平板状に分布させた粉体層を形成しつつ、前記粉体層の一部に造形液を吐出して造形層を形成し、前記造形層を積層することによって粉末成形体を製造する造形装置と、前記粉末成形体に対して脱脂および焼結を行うことによって立体造形物を製造する脱脂焼結炉と、を備える立体造形システムに適用され、
前記立体造形物の目標形状と、前記粉末成形体が形成される前記造形槽における3次元座標位置と、を入力する入力部と、
前記目標形状と、3次元座標位置と、3次元座標軸方向の収縮率を表す収縮率関数と、に基づいて、前記粉末成形体の形状を決定する形状決定部と、を備える
ことを特徴とする設計支援装置。
続きを表示(約 590 文字)
【請求項2】
前記収縮率関数は、前記造形槽の所定の高さにおける水平方向の最大の収縮率が、水平方向の最小の収縮率に対して、1.01倍以上になる関数である
ことを特徴とする請求項1に記載の設計支援装置。
【請求項3】
各々の前記粉体層は、所定の単位厚を有するものであり、
前記造形装置は、前記造形槽において、前記単位厚よりも高い丘陵状層を形成し、前記丘陵状層を押圧しつつ均すことによって前記粉体層を形成するものである
ことを特徴とする請求項2に記載の設計支援装置。
【請求項4】
造形槽において、粉体を平板状に分布させた粉体層を形成しつつ、前記粉体層の一部に造形液を吐出して造形層を形成し、前記造形層を積層することによって粉末成形体を製造する造形装置と、前記粉末成形体に対して脱脂および焼結を行うことによって立体造形物を製造する脱脂焼結炉と、を備える立体造形システムに適用され、
前記立体造形物の目標形状と、前記粉末成形体が形成される前記造形槽における3次元座標位置と、を入力する入力過程と、
前記目標形状と、3次元座標位置と、3次元座標軸方向の収縮率を表す収縮率関数と、に基づいて、前記粉末成形体の形状を決定する形状決定過程と、をコンピュータに実行させる
ことを特徴とする設計支援方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、設計支援装置および設計支援方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
下記特許文献1には、バインダージェット方式の造形装置、いわゆる3Dプリンタに関する技術が記載されている。特にその段落0060には、「そこで、本実施形態による造形制御部120は、むしろ、焼結後のS体の変形が抑制されるように粉体層31において粉体の密度が偏りを有するように造形制御条件を制御するように構成されている。なお、造形制御部120は、意図的に粉体の密度が偏りを有するようにする制御を行うものであるが、G体の形状に依存して意図的に密度を偏らせる部分以外の部分において粉体の密度の均一化を図ることを妨げるものではない。また、粉体の密度が偏りを有するように造形制御条件を制御するとは、不作為の結果として、焼結後のS体の変形が増大するような意図しない粉体の密度の偏りが生じることをいうものでもない点に留意されたい。」と記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-187593号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述した技術において、一層適切な設計支援を実現したいという要望がある。
この発明は上述した事情に鑑みてなされたものであり、適切な設計支援を実現できる設計支援装置および設計支援方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため本発明の設計支援装置は、造形槽において、粉体を平板状に分布させた粉体層を形成しつつ、前記粉体層の一部に造形液を吐出して造形層を形成し、前記造形層を積層することによって粉末成形体を製造する造形装置と、前記粉末成形体に対して脱脂および焼結を行うことによって立体造形物を製造する脱脂焼結炉と、を備える立体造形システムに適用され、前記立体造形物の目標形状と、前記粉末成形体が形成される前記造形槽における3次元座標位置と、を入力する入力部と、前記目標形状と、3次元座標位置と、3次元座標軸方向の収縮率を表す収縮率関数と、に基づいて、前記粉末成形体の形状を決定する形状決定部と、を備えることを特徴とする。
【発明の効果】
【0006】
本発明によれば、適切に立体造形物を製造できる。
【図面の簡単な説明】
【0007】
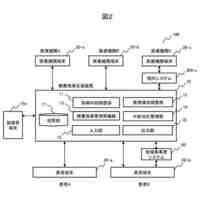
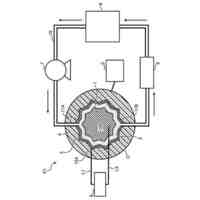
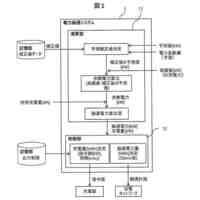
第1実施形態による立体造形システムのブロック図である。
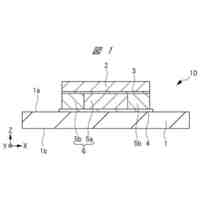
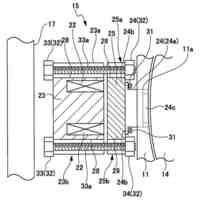
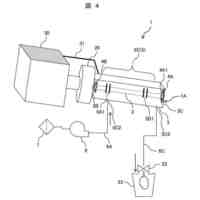
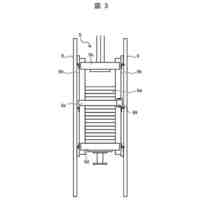
造形装置の動作原理を示す模式的断面図である。
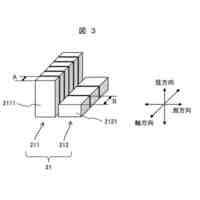
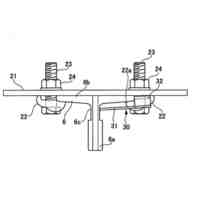
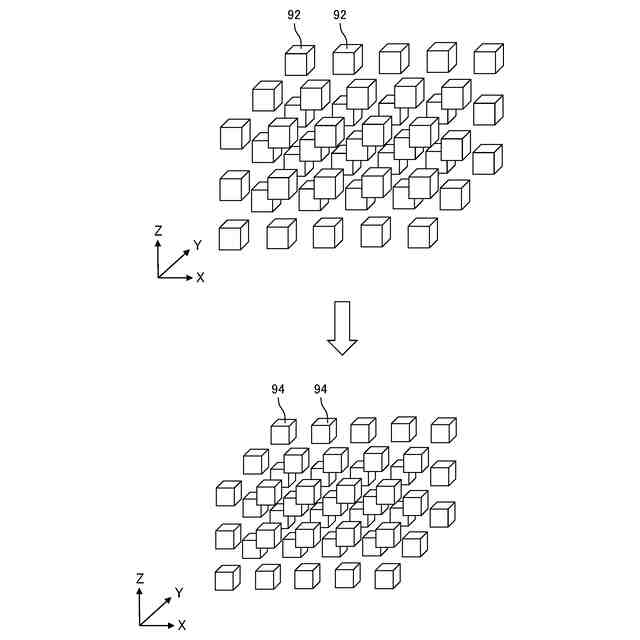
計測用試料の例を示す図である。
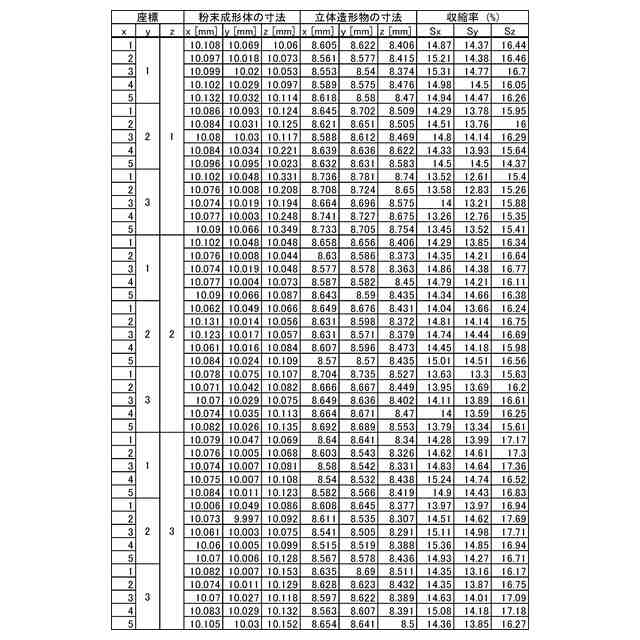
実測した収縮率の一例を示す図である。
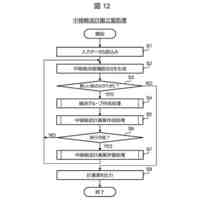
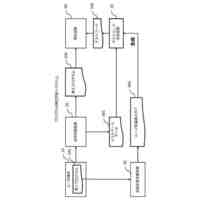
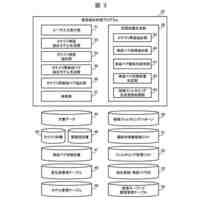
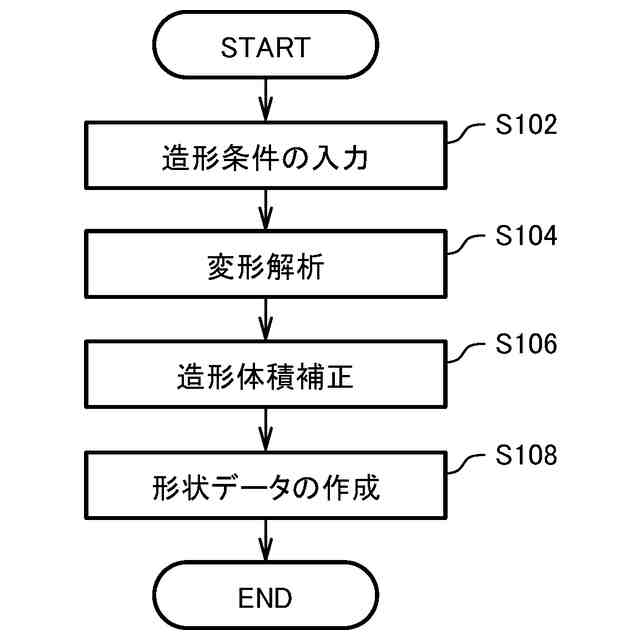
設計支援装置で実行される設計支援ルーチンのフローチャートである。
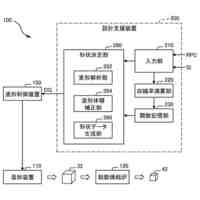
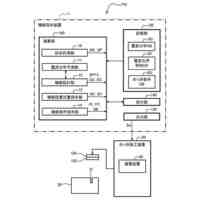
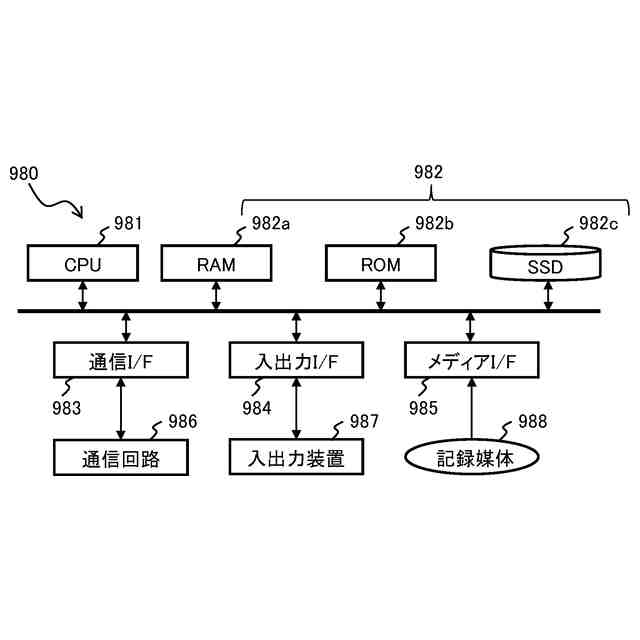
コンピュータのブロック図である。
【発明を実施するための形態】
【0008】
[実施形態の概要]
バインダージェット方式の造形装置においては、まず、造形材料である粉体と、造形液(バインダーとも呼ばれる)との混合物によって、粉末成形体(グリーン体、G体、焼結前駆体とも呼ばれる)が製造される。次に、この粉末成形体に脱脂および焼結処理を施すことにより、立体造形物(シルバー体、S体、焼結体とも呼ばれる)が製造される。立体造形物は、粉末成形体と比較して、体積が約50%収縮するように変形する。
【0009】
さらに、立体造形物の形状は、粉末成形体の形状と比較して、変形が生じる場合がある。その原因の一つとして、焼結中の造形物に働く重力が挙げられる。変形の原因が重力である場合には、重力による荷重を考慮した変形解析によって、予測と対策とを講じることができる場合がある。
【0010】
また、他の原因として、造形槽における粉体密度のばらつきが挙げられる。粉体密度がばらつくと、立体造形物の形状が目的形状から歪むという問題が生じる。そこで、後述する実施形態は、特に、粉体密度のばらつきによる立体造形物の歪を抑制しようとするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社日立製作所
回転電機
27日前
株式会社日立製作所
蓄電装置
1か月前
株式会社日立製作所
制御装置
3日前
株式会社日立製作所
制御基板
1か月前
株式会社日立製作所
回転電機
1か月前
株式会社日立製作所
エレベーター
1か月前
株式会社日立製作所
エレベーター
1か月前
株式会社日立製作所
レール把持装置
今日
株式会社日立製作所
電動機制御装置
10日前
株式会社日立製作所
機能割付システム
17日前
株式会社日立製作所
環境評価システム
5日前
株式会社日立製作所
航空機用の推進装置
10日前
株式会社日立製作所
沿岸環境監視システム
10日前
株式会社日立製作所
輸送計画装置及び方法
26日前
株式会社日立製作所
巻上機及びエレベーター
1か月前
株式会社日立製作所
分析システム及び分析方法
1か月前
株式会社日立製作所
療養指導支援装置および方法
1か月前
株式会社日立製作所
現新比較テスト支援システム
1か月前
株式会社日立製作所
エレベーター及び保護カバー
1か月前
株式会社日立製作所
プログラム検証支援システム
27日前
株式会社日立製作所
接点浄化装置及び風力発電装置
1か月前
株式会社日立製作所
釣合いおもり及びエレベーター
1か月前
株式会社日立製作所
めっき装置及びめっき形成方法
1か月前
株式会社日立製作所
情報処理装置および情報処理方法
1か月前
株式会社日立製作所
設計支援装置および設計支援方法
今日
株式会社日立製作所
電力融通システム、電力システム
1か月前
株式会社日立製作所
補修指示装置および補修指示方法
1か月前
株式会社日立製作所
画像解析システム及び画像解析方法
27日前
株式会社日立製作所
施策策定方法及び施策策定システム
27日前
株式会社日立製作所
情報抽出システム及び情報抽出方法
6日前
株式会社日立製作所
契約照会システム及び契約照会方法
26日前
株式会社日立製作所
情報処理システム及び情報処理方法
3日前
株式会社日立製作所
情報処理システム及び情報処理方法
13日前
株式会社日立製作所
ラベル付与装置およびラベル付与方法
1か月前
株式会社日立製作所
可搬記憶機器および情報処理システム
1か月前
株式会社日立製作所
ガス分離システムおよび濃度制御方法
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ