TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124479
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020564
出願日
2024-02-14
発明の名称
蓄電モジュールの製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
10/04 20060101AFI20250819BHJP(基本的電気素子)
要約
【課題】加熱溶着した際に積層方向に沿った側部(特に樹脂シート)における裂け又は凹みの発生が抑制された蓄電モジュールの製造方法を提供する。
【解決手段】集電体と前記集電体の厚み方向の両面における外周端部に重なるよう配置された樹脂シートとを、前記集電体の面方向と平行に配置された平板状ヒータにより一次溶着して複合集電体を形成する工程と、複数の前記複合集電体を、前記面方向と直交する厚み方向に積層する工程と、前記積層により対向配置された前記樹脂シートの積層端面を、前記面方向から加熱し、対向配置された前記樹脂シートを二次溶着する工程と、を含む蓄電モジュールの製造方法である。
【選択図】なし
特許請求の範囲
【請求項1】
集電体と前記集電体の厚み方向の両面における外周端部に重なるよう配置された樹脂シートとを、前記集電体の面方向と平行に配置された平板状ヒータにより一次溶着して複合集電体を形成する工程と、
複数の前記複合集電体を、前記面方向と直交する厚み方向に積層する工程と、
前記積層により対向配置された前記樹脂シートの積層端面を、前記面方向から加熱し、対向配置された前記樹脂シートを二次溶着する工程と、
を含む蓄電モジュールの製造方法。
続きを表示(約 310 文字)
【請求項2】
前記樹脂シートが、ポリエチレン系樹脂及びポリプロピレン系樹脂の少なくとも一方を含む請求項1に記載の蓄電モジュールの製造方法。
【請求項3】
前記二次溶着する工程は、非接触型ヒータを用いて前記積層端面を非接触加熱することにより溶着する請求項1又は請求項2に記載の蓄電モジュールの製造方法。
【請求項4】
前記平板状ヒータが、接触型ヒータである請求項1又は請求項2に記載の蓄電モジュールの製造方法。
【請求項5】
前記一次溶着する工程の前に、前記樹脂シートと前記集電体とを仮溶着する工程を含む請求項1又は請求項2に記載の蓄電モジュールの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電モジュールの製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年、複数の電池セルを搭載し、電気を蓄えるための蓄電装置である蓄電モジュールについての検討が盛んに行われている。
例えば特許文献1には、蓄電モジュールが開示されている。具体的には、積層体と積層体に設けられた補強部材とを備え、積層体は、第1集電体及び第1集電体の第1面に設けられた第1活物質層を含む第1電極と、第2集電体、及び、第2集電体の第2面に設けられ、第1活物質層と異なる極性の第2活物質層を含み、第2活物質層が第1活物質層に対向するように第1電極に積層された第2電極と、第1電極及び第2電極の積層方向からみて第1活物質層及び第2活物質層を囲うように第1集電体と第2集電体との間に設けられ、第1集電体と第2集電体との間の空間を封止するための枠状のスペーサと、を有し、スペーサは、空間に臨む第1内側面と、第1内側面の反対側の第1外側面と、を含み、補強部材は、第1外側面の全周にわたって第1外側面を覆うように第1外側面に設けられており、第1外側面に沿って配置された金属層を有する蓄電モジュールについて記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-027201号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
蓄電モジュールが、電極体を挟んで複数の樹脂シートを配置して構成される場合、樹脂シートと電極体とをヒータ加熱して互いに溶着することが行われている。従来の蓄電モジュールでは、例えば、樹脂シートと集電体とを、集電体の表面の外周端部において樹脂シートが重なるように配置し、組紐ヒータを用いて溶着することで溶着体を得る。得られた溶着体を重ねて積層し、さらに積層方向に沿った側部の表面(側面)において樹脂シートを溶着することでモジュール化する。
しかしながら、従来の蓄電モジュールの製造方法では、最初の溶着時、即ち、樹脂シートと集電体とを溶着して溶着体を作製するときに使用するヒータの種類によっては、被加熱部において温度分布の不均一が生じやすいとの知見を得た。温度分布の不均一は、熱履歴として残るため、溶着体を重ねて積層することでモジュール化する場合において、樹脂シートを加熱溶着した際に厚みのムラが生じ、溶着された樹脂シートに局所的に薄い領域が形成されることがある。そうすると、薄厚の部分に応力が集中して強く引っ張られる結果、側面に局所的に裂けや凹みが生じることがあるという懸念がある。
【0005】
本開示の一実施形態が解決しようとする課題は、上記事情に鑑みたものであり、加熱溶着した際に積層方向に沿った側部(特に樹脂シート)における裂け又は凹みの発生が抑制された蓄電モジュールの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段には、以下の態様が含まれる。
<1> 集電体と前記集電体の厚み方向の両面における外周端部に重なるよう配置された樹脂シートとを、前記集電体の面方向と平行に配置された平板状ヒータにより一次溶着して複合集電体を形成する工程と、複数の前記複合集電体を、前記面方向と直交する厚み方向に積層する工程と、前記積層により対向配置された前記樹脂シートの積層端面を、前記面方向から加熱し、対向配置された前記樹脂シートを二次溶着する工程と、を含む蓄電モジュールの製造方法。
<2> 前記樹脂シートが、ポリエチレン系樹脂及びポリプロピレン系樹脂の少なくとも一方を含む前記<1>に記載の蓄電モジュールの製造方法。
<3> 前記二次溶着する工程は、非接触型ヒータを用いて前記積層端面を非接触加熱することにより溶着する前記<1>又は<2>に記載の蓄電モジュールの製造方法。
<4> 前記平板状ヒータが、接触型ヒータである前記<1>~<3>のいずれか1つに記載の蓄電モジュールの製造方法。
<5> 前記一次溶着する工程の前に、前記樹脂シートと前記集電体とを仮溶着する工程を含む前記<1>~<4>のいずれか1つに記載の蓄電モジュールの製造方法。
【発明の効果】
【0007】
本開示の一実施形態によれば、加熱溶着した際に積層方向に沿った側部(特に樹脂シート)における裂け又は凹みの発生が抑制された蓄電モジュールの製造方法が提供される。
【図面の簡単な説明】
【0008】
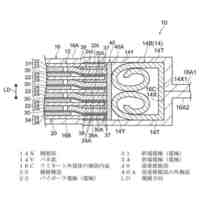
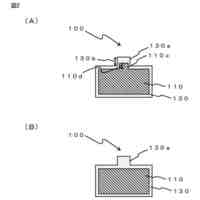
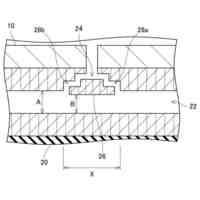
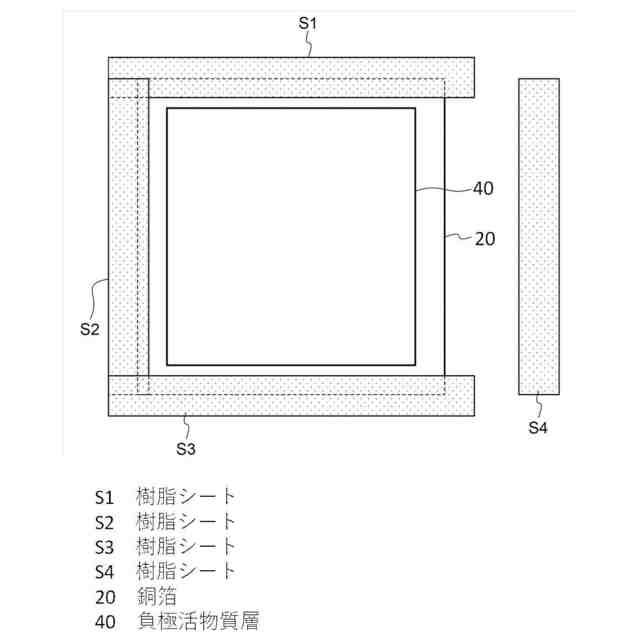
図1は、集電体上に配置される樹脂シートの位置関係の一例を示す概略模式図である。
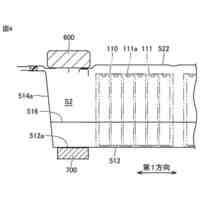
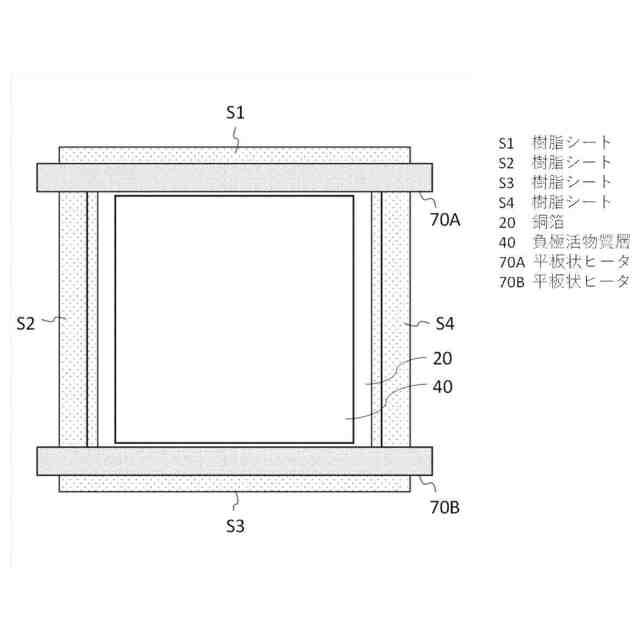
図2は、集電体の外周端部に樹脂シートを平板状ヒータで溶着する方法の一例を示す概略模式図である。
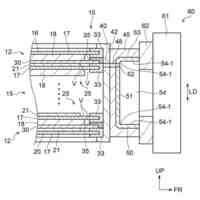
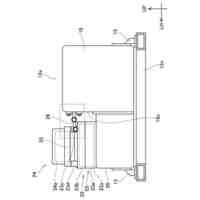
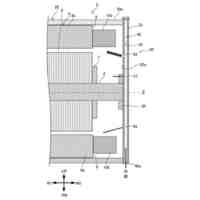
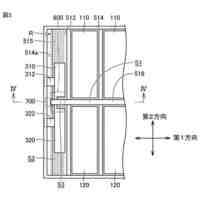
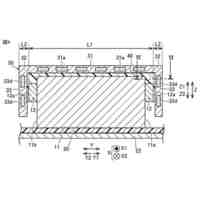
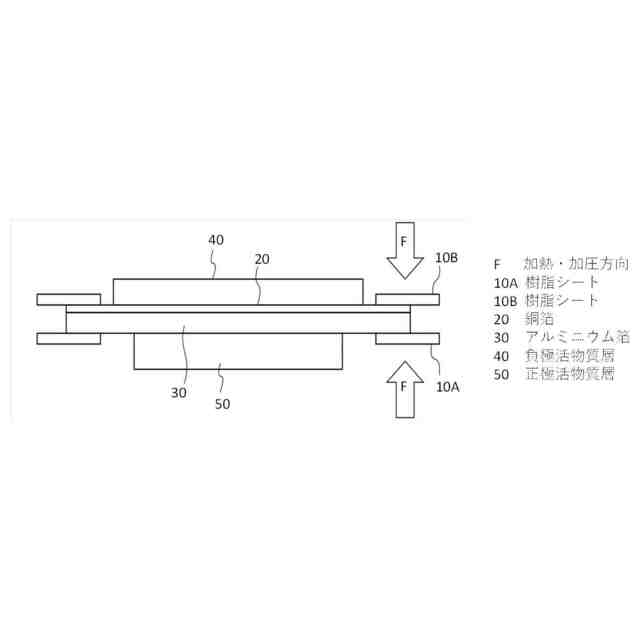
図3は、集電体の両面の外周端部に配置された樹脂シートを平板状ヒータで加熱加圧することで溶着する方法の一例を、積層方向と直交する方向から見た概略模式図である。
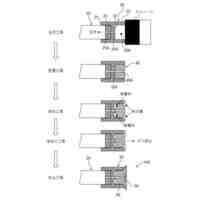
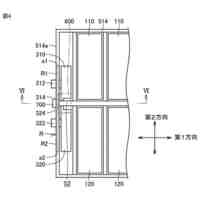
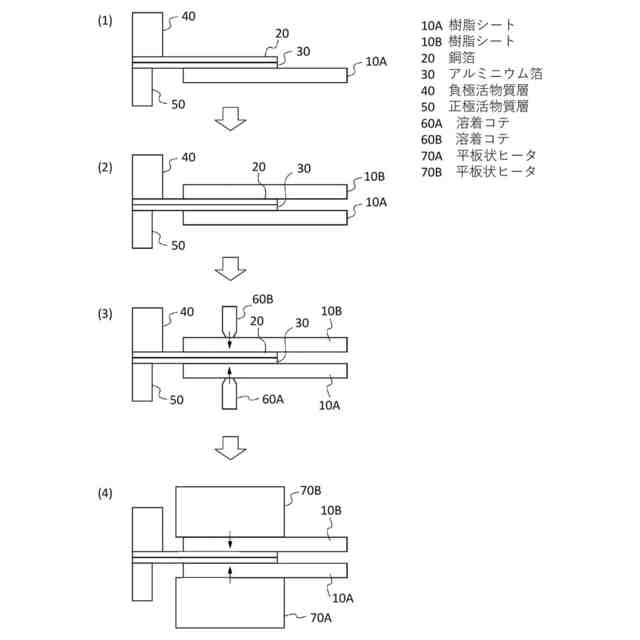
図4は、集電体の両面の外周端部に樹脂シートを仮溶着した後に一次溶着工程を実施する方法の一例を示す概略工程図である。
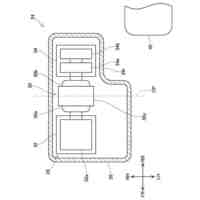
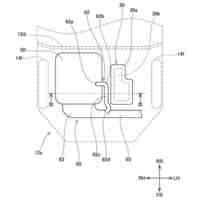
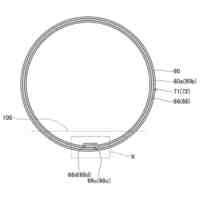
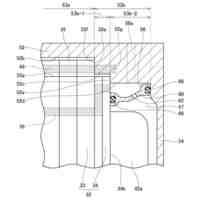
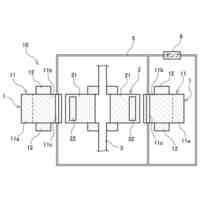
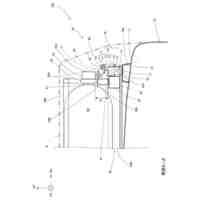
図5は、本開示における複合集電体を用いてバイポーラ型に構成された電池構造の一例を示す概略断面図である。
【発明を実施するための形態】
【0009】
以下、本開示に係る電池の一実施形態について図面を用いて説明する。
本開示における各図は、模式的に示したものであり、各部の大きさ、形状は、理解を容易にするために適宜誇張している。また、同一又は同等の要素には同一符号を用い、重複する説明を省略する。
【0010】
本開示において樹脂シートは、一般的に樹脂シートと呼ばれているものだけでなく、一般的に樹脂フィルムと呼ばれているものも包含する概念である。
本開示において、「凹み」には、くぼみ、うねり等が含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
電池
22日前
トヨタ自動車株式会社
方法
1日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
電動車
5日前
トヨタ自動車株式会社
負極層
8日前
トヨタ自動車株式会社
モータ
12日前
トヨタ自動車株式会社
モータ
8日前
トヨタ自動車株式会社
モータ
12日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
モータ
17日前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
モータ
18日前
トヨタ自動車株式会社
ロータ
17日前
トヨタ自動車株式会社
ロータ
12日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
回転電機
22日前
トヨタ自動車株式会社
電動車両
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
18日前
トヨタ自動車株式会社
制御装置
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ