TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025120069
公報種別
公開特許公報(A)
公開日
2025-08-15
出願番号
2024015312
出願日
2024-02-04
発明の名称
ポアパス(空孔路)を内在するポーラス圧電材料とその製造法
出願人
個人
代理人
主分類
H10N
30/097 20230101AFI20250807BHJP()
要約
【課題】複合圧電材料を構成する圧電材料および樹脂層の、微細構造成形体の製造が可能な製造法を提供する。
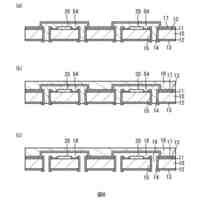
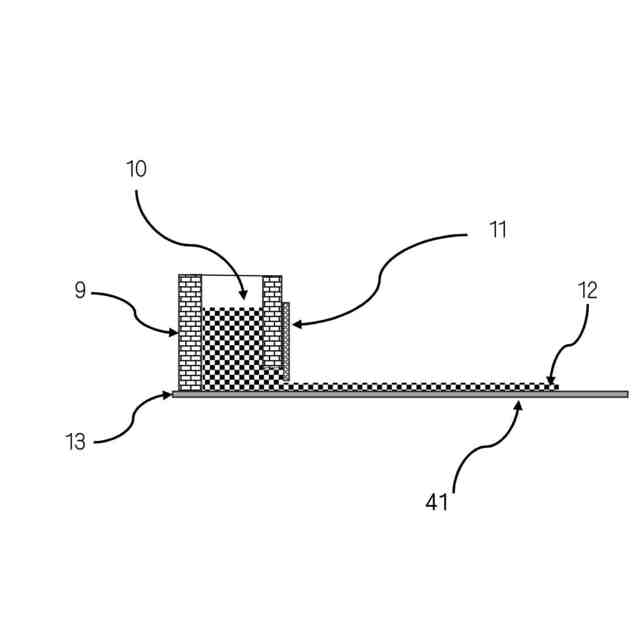
【解決手段】ポーラス圧電材料81を用いた型複合圧電材料の製造法であって、眞空含侵装置、ビーカーおよび眞空含侵用樹脂(例えばエポキシ樹脂)と製作したポーラス圧電材料製試料81を用意し、所要の低粘性エポキシ樹脂をビーカーに入れ、これにポーラス圧電材料製の試料を浸し、ビーカーを眞空含侵装置内にセットし、眞空含侵装置を駆動して眞空含侵装置内を真空にし、複合圧電材料のポアパスにある空気を吸引すると同時に空間部をエポキシ樹脂142で埋め込み、不要のエポキシ樹脂層16、17を研磨機により切削研磨を行い複合圧電材料83とし、寸法出しが終了した複合圧電材料の上下の表面に電極18、19を設け、複合圧電体商品84を得る。
【選択図】図8
特許請求の範囲
【請求項1】
圧電材料に有機樹脂等からなる空孔形成材を加え、該圧電材料を焼成する過程で空孔形成材が圧電材料中でポアパス(空孔路)を形成、かつ圧電材料は人為的に微細な軽石構造体を形成することを特徴とするポーラス圧電材料および、その製造法。
続きを表示(約 410 文字)
【請求項2】
請求項1を包含し空孔形成材が形成したポアパス(空孔路)内に有機樹脂を含侵させたことを特徴とする複合圧電材料および、その製造法。
【請求項3】
請求項1~2のいずれか一項に記載の製造方法で圧電材料を用意する工程;該圧電材料の表面に電極を施す工程;前記、圧電材料からなる圧電振動子を単独または配列構成させてトランスデューサーとする工程;トランスデューサーの背面にバッキング材を設ける工程:トランスデューサーの前面に必要に応じて音響整合層を付置し、必要に応じて前記音響整合層の表面に音響レンズを付置する工程;以上各工程により組み立て構成されたことを特徴とするトランスデューサーおよび、その製造法。
【請求項4】
請求項1~3を包含しベースとなる材料が金属、金続の単体酸化物および金属の複合酸化物(ガラス、粘土、各種セラミックス)等からなる事を特徴とするポーラス材料と、その製造法。
発明の詳細な説明
【技術分野】
【0001】
本発明は圧電材料に係わる。各種トランスデューサーの電気機械変換部を構成する圧電材料と、その製造法に関する。
すなわち、圧電特性を示す組成を持つ圧電材料の粉末原料に空孔形成材を加えた後、焼成し空孔が存在するポーラス圧電材料および、その製造法に関する。
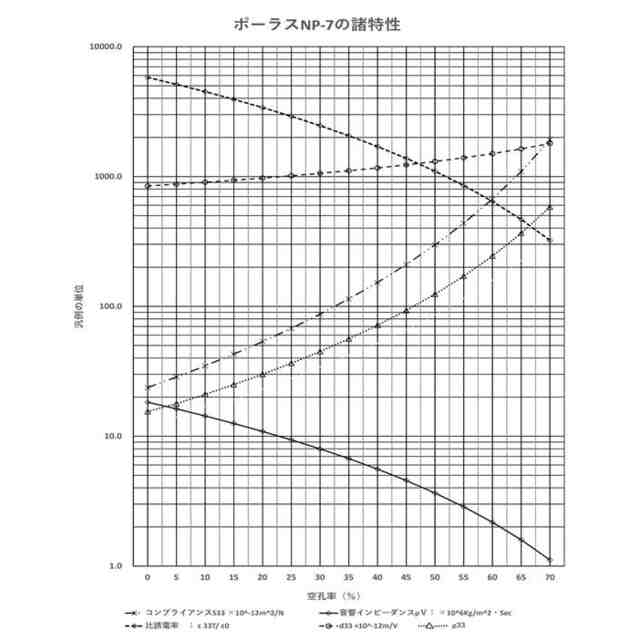
このポーラス圧電材料は空孔の存在により、その物性値を理論的かつ人為的に変えられる事は既に特許文献1および2で紹介した通りである。
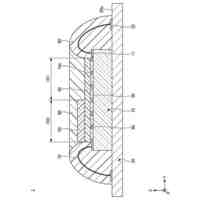
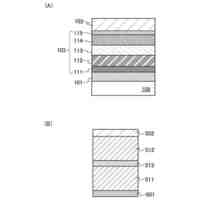
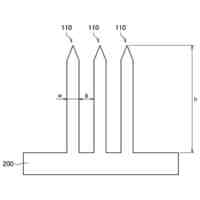
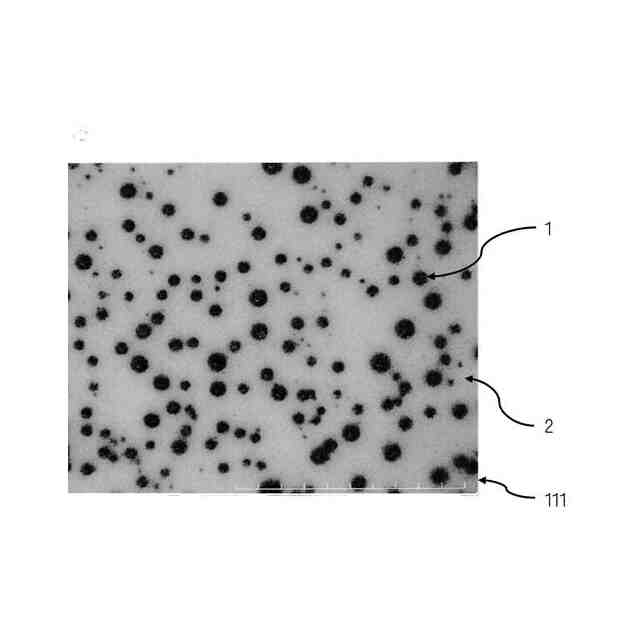
図1にし示した様に圧電材料2中に空孔形成材1を混入し燒結した圧電材料は空孔形成材1部分が独立した空孔となりポーラス圧電材料111となる。これは従前にない機能を保有した圧電材料である。
ポーラス圧電材料はベースとなる圧電材料の特性を基本とし空孔率の変化に伴い、機能(物性値)を意図した数値に設定することが可能となる。この機能設計を利用して諸特性の大幅な改善を図ったポーラス圧電材料は使用目的に最適な各種トランスデューサーを提供する事が可能となった。これに関しても既に特許文献1および2で紹介した。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
トランスデューサーの内、最も高度で精密な設計および製造技術を要する分野は医療用途である。
従って、ポーラス圧電材料の用途を医療用途に絞り検討すれば、間違いなくトランスデューサー全体に係わる問題解決の指針となる。医療用途の超音波診断装置は他の診断装置と異なり放射線等の被曝がない事、無侵襲であることから内科、外科を問わず医療機関で診断のため広く利用されてきた。
超音波診断装置は電気信号を超音波信号に変換するプローブ(振動子)により被検体に超音波信号を送信し、被検体部の密度変化により発生する超音波の反射を再度プローブで受け、これを電気信号に変換後これら情報を可視画像として映像化し、これを被検体の診断に使用する診断装置である。
プローブを構成する代表的な基本エレメントは機械電気変換係数の効率化を考慮して通常は縦振動モードを使用する。その代表例として5MHzのプローブではエレメント素子は高さ200~250μm×幅40~50μm×長さ8~15mmである。
通常、この基本エレメントを4~5本を纏めたものを1単位素子とし、これを64~256素子並べてプローブは構成される。
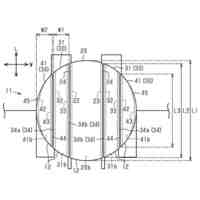
同様に血管内超音波診断(IVUS:Intravascular Ultrasound)装置も、その超音波センサーは極めて小さく代表的なセンサーは幅0.5mm×長さ0.7mm×厚さ~100μm程度である。
何れの用途に於いても、単一エレメントの機械的ならびに電気的特性の均一性が厳しく要求される。
【0003】
超音波診断装置のキーデバイスであるプローブおよびIVUS用のセンサー材料の多くはチタン酸ジルコン酸鉛(以降PZTと略す)圧電材料で構成されてきた。
PZT圧電材料は電気信号を超音波に変換する効率が高い(電気機械結合係数)事から頻用されてきた。
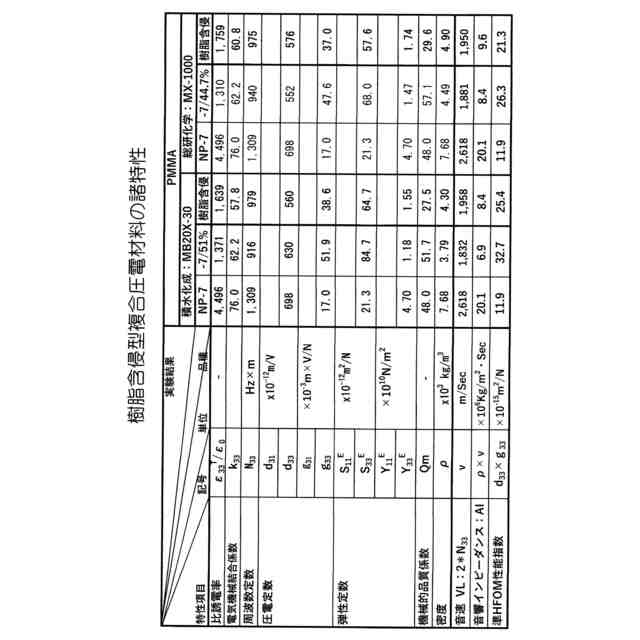
この他、プローブの特性に大きな影響を与える圧電材料の特性は単位電圧で、どの程度の変位が起こるかを示す等価圧電定数d
33
や音波を受けて、その強さに応じて電圧に変換する電圧出力係数g
33
および、比誘電率εの値が重要視されてきた。
電気特性、すなわち帯域幅特性やパルス幅に大きな影響を与える機械的品質係数Qmおよび音響インピーダンス(AI)も重要な指標である。特に変換後、超音波を効率よく被検体に伝搬させる機能を併せて保有することが重要かつ欠くべからざる必須の特性である。
【0004】
通常、医療用途の圧電材料は機械電気変換効率を配慮して、先にも触れた様に縦振動モードで使用する。
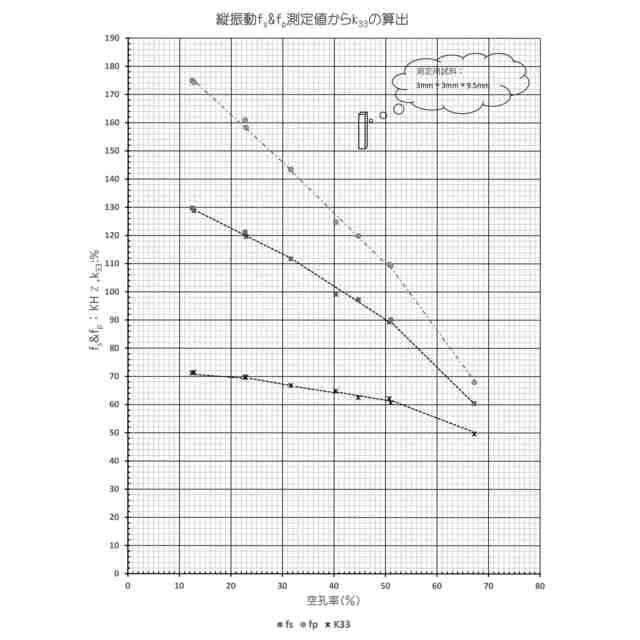
圧電材料を縦振動モードで使用する場合、規定される電気機械結合係数k
33
、を初め等価圧電定数d
33
および電圧出力係数g
33
で示される値が重要視され、圧電材料の特性評価の尺度とされてきた。また、同一材料で送受信を行うことからd
33
×g
33
の値もセンサー機能評価の重要な尺度である。
【0005】
段落0003および0004で述べてきた要求特性をフォローするため、最近の傾向として医療用超音波診断装置のプローブの潮流が、非常に優れた圧電特性を持った単結晶圧電材料を用いたものに移行しつつある。
(1)単結晶化により、従前に見られない大幅に改善された圧電材料の特性が確認された。
すなわち、比誘電率εの値が非常に大きい、機械電気結合係数k
33
が高い、圧電定数d
33
が大きい従って、g
33
も大きい値となる。
(2)加えて、従前の多結晶PZTと比較して周波数帯域幅が特段に優れていて広いこと、
(3)(2)項と併せて感度が4~8dB向上改善したこと、
(4)一方、これら単結晶圧電は非常に脆く加工性が極めて悪いこと、
(5)また単結晶圧電材料は結晶成長が遅く、製品化に長い時間が掛かり、かつ形状に制約がある。その為、原材料が非常に高価である。
加えて、機械的に非常に脆いため加工性が悪く、価格を更に押し上げる結果を招いている。因みに従前から一般的にプローブ用として使用されてきた多結晶PZTと比較して8~10倍(電極はメッキ仕上げで、同等形状の基板)の価格である。
(6)(5)に加えて、製造工程では同様の理由により、プローブにするまでの工程歩留まりが極端に悪い。
上記、致命的と思われる欠点を凌駕して、プローブの潮流が何故、単結晶圧電材料にあるのか、その理由は以下に示す通りである。
第一に、大幅に改善された圧電特性は言うまでもないが周波数帯域幅が従来のPZTセラミック圧電材料に比して格段に広くなったため、従前は2.5MHzのプローブと5MHzのプローブ2本を用意する必要が有ったところを、3.5MHzのプローブ1本で、両周波数を賄える事になった。プローブの価格が1本数万円から数十万する事を考えると、その経済効果は抜群である。
感度が向上したことにより、人体深部の高品位画像が得られる様になったことも、単結晶PZTプローブの占有を許容する大きな理由である。
ちなみに、生体の診断に用いられる超音波パルスの周波数は、体表から臓器までの深さや超音波の減衰を加味して決まる。循環器や腹部では中心周波数2~5MHz、小児や乳腺、抹消部位で5~7.5MHz、血管内で10~30MHzである。
【0006】
記述してきた単結晶圧電材料を使用したプローブの他、大きな流れとして図1に示したポーラス圧電材料と図2に示した、圧電材料と樹脂を組合せた複合材料により特性の改善を試みたプローブがある。
【0007】
ポーラス圧電材料は特許文献1および2で紹介した通り機能設計が可能である上、単結晶圧電材料の特性を凌駕する点で注目に値する。
【0008】
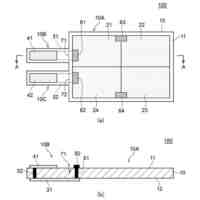
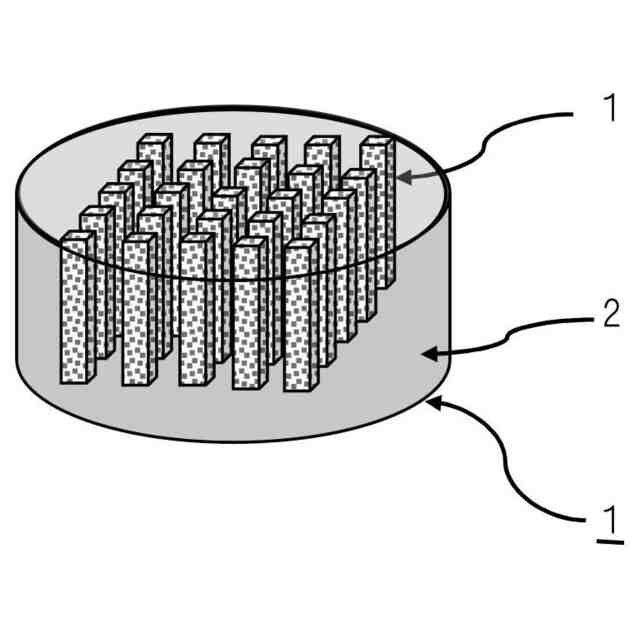
図2に示した圧電材料は1-3型複合圧電体と命名されており以下に記述した特徴から大変注目され特許文献3および非特許文献3等を初め多くの検討がなされ商品化されてきた。
1)電気機械結合係数がPZT圧電セラッミクスと同等である。
2)PZTと樹脂の比率により音響インピーダンスをPZT圧電セラミックスより限りなく小さく出来る。
3)構成体が機械的には柔軟性に富んでいる。
4)圧電材料が樹脂で囲まれているため横方向が機械的に分離されている。
5)帯域幅が広くなる。
6)パルス特性が大幅に改善される。
これ等の特性は単結晶PZTやPZTセラミックス単独では得られないし、人体
に近い音響インピーダンス迄、限りなく近けられる可能性がある。また機械的に
極めて自由度が高いため色々な形のプローブに適応するメリットがある。
この様に1-3型複合圧電体は超音波プローブ用圧電材料として有用性が高い
ことから製作プロセスも多岐に亘り検討されてきた。以降、樹脂と圧電材料を組
合せた圧電材料を複合圧電材料と総称する。
【0009】
複合材料として代表的なものは図2で紹介した通りだが、詳細説明と課題等について触れる。
(1)PZT製角柱もしくは円柱3を配列して、その間隙に樹脂4を注入してPZT材料を埋め込み所定の複合材料21とする方法。
この手法を用いた具体例としてカーボン製ファイバーにPZTを電着し焼成によりカーボンを飛散し円筒形ファイバーΦ300μmを製作した例は、非特許文献2に示した通り有ったが実用化には至ってない。また、Φ0.13mmまたは0.15mm
□
程度の円柱または角柱で製品化を試みた例もある。
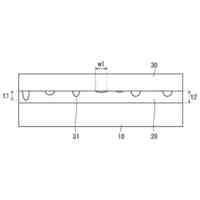
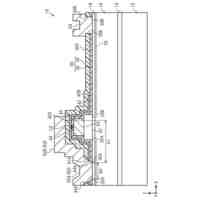
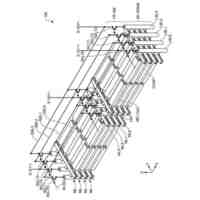
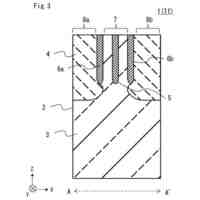
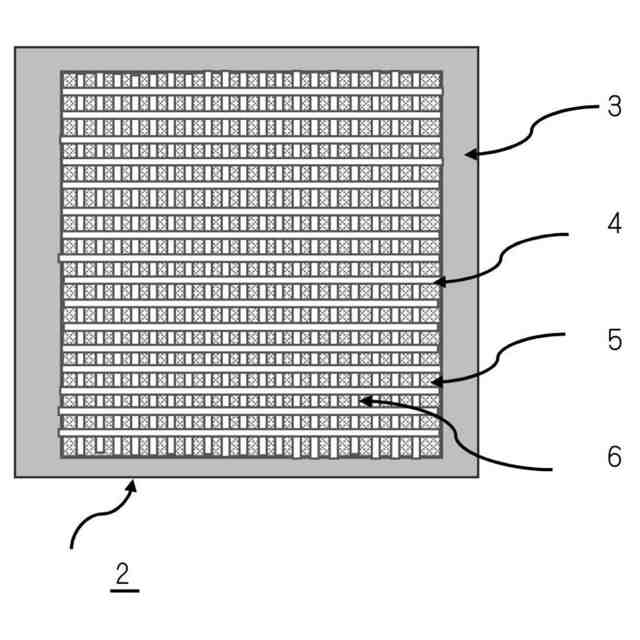
(2)図3でダイシング法と呼称される製造方法(非特許文献3、特許文献3)について説明する。PZT板7を支持台5に固定しダイヤモンドカッターでダイシングし、その切断部痕の溝部分6を樹脂8で埋め込み複合圧電体31とする方法。これは商品化の手段として多く利用されている製造法である。
1エレメントのサイズ;75μm
□
、エレメント間隔25μmの1-3型複合圧電素子は既に商品化されている。
然しながら、機械加工等によるため製造工程が長い、また微細構造の加工方法には自ずと加工限界があった。従って、その性能は限定され、同時に製品が高価になると言う重欠点があった。
すなわち、現下に於いてはプローブとして要求される適当な複合材料用は見当たらないことになる。
本発明は、この点を重視して問題解決を図ったものである。
【先行技術文献】
【特許文献】
【0010】
国際公開番号 WO2020/017478A1
特許第6741931
特許第4222467
【非特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日亜化学工業株式会社
発光装置
24日前
富士電機株式会社
半導体装置
3日前
富士電機株式会社
半導体装置
3日前
富士電機株式会社
半導体装置
3日前
富士電機株式会社
半導体装置
3日前
株式会社カネカ
固体撮像装置用基板
18日前
エイブリック株式会社
縦型ホール素子
12日前
住友電気工業株式会社
受光素子
1か月前
TDK株式会社
太陽電池
23日前
三菱電機株式会社
半導体装置
2日前
ミツミ電機株式会社
センサ装置
2日前
株式会社半導体エネルギー研究所
半導体装置
1か月前
日亜化学工業株式会社
発光装置
16日前
株式会社半導体エネルギー研究所
半導体装置
12日前
ミツミ電機株式会社
半導体装置
12日前
ローム株式会社
窒化物半導体装置
23日前
ローム株式会社
半導体装置
23日前
ローム株式会社
窒化物半導体装置
23日前
ローム株式会社
窒化物半導体装置
23日前
株式会社半導体エネルギー研究所
発光デバイス
11日前
エイブリック株式会社
保護回路及び半導体装置
11日前
ローム株式会社
窒化物半導体装置
5日前
株式会社半導体エネルギー研究所
発光デバイス
12日前
ローム株式会社
半導体装置
25日前
ローム株式会社
窒化物半導体装置
27日前
豊田合成株式会社
太陽電池付き衣類
20日前
株式会社カネカ
太陽電池モジュール
25日前
株式会社カネカ
太陽電池モジュール
25日前
国立大学法人東京科学大学
半導体装置
19日前
豊田合成株式会社
太陽電池モジュール
19日前
個人
半導体メモリの構造とその動作法
19日前
富士通株式会社
量子ビットデバイスの製造方法
24日前
東ソー株式会社
撮像素子用光電変換素子
12日前
株式会社東海理化電機製作所
半導体装置
20日前
ルネサスエレクトロニクス株式会社
半導体装置
25日前
日亜化学工業株式会社
発光装置及び発光装置の製造方法
25日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ