TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025115785
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024010429
出願日
2024-01-26
発明の名称
成形品の製造方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
26/53 20140101AFI20250731BHJP(工作機械;他に分類されない金属加工)
要約
【課題】短時間で所望形状の成形品を得ることができる成形品の製造方法を提供すること。
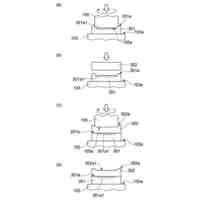
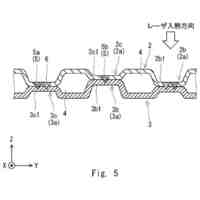
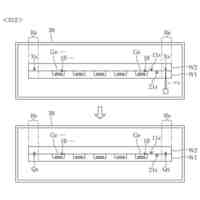
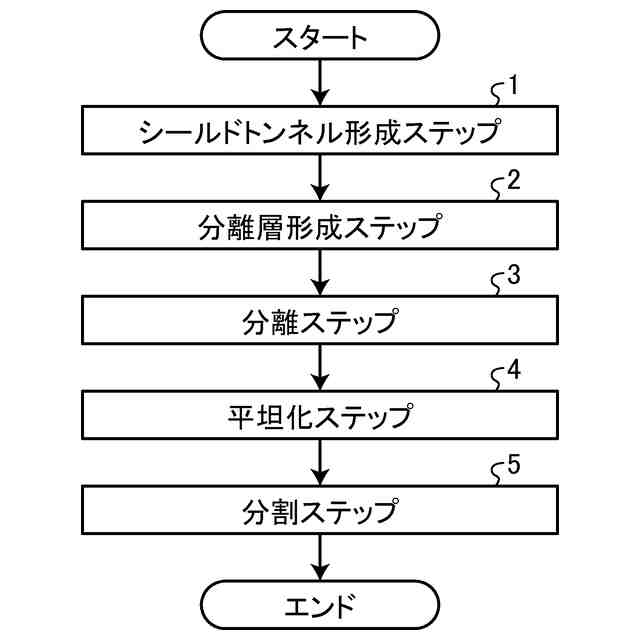
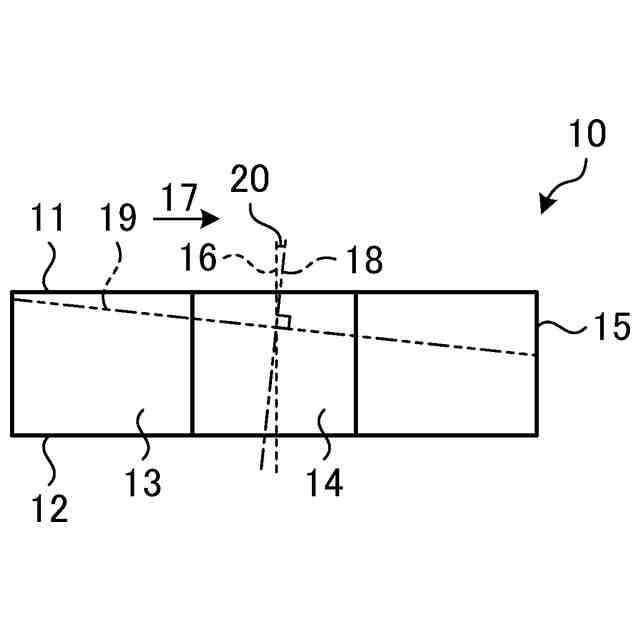
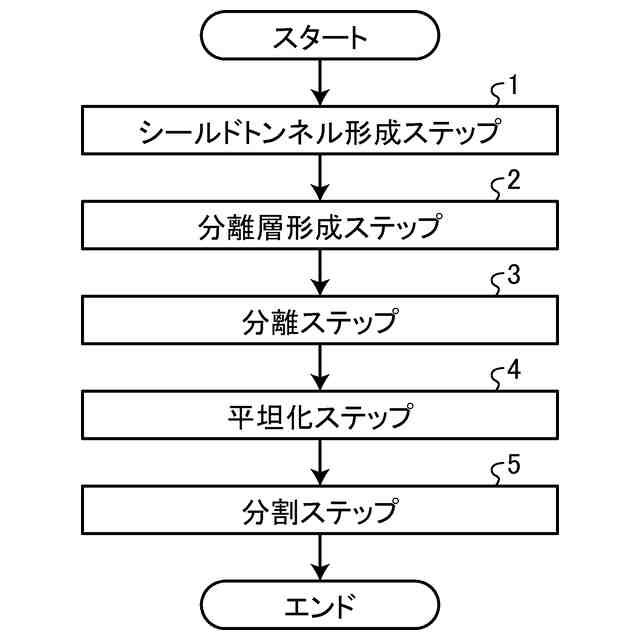
【解決手段】成形品の製造方法は、第一のレーザービームの集光領域を被加工物の内部に位置付け所望の形状に沿って照射することにより、第一の面側から厚み方向の所定深さまで伸長する細孔と細孔を囲む改質領域とを含むシールドトンネルを形成するシールドトンネル形成ステップ1と、第二のレーザービームの集光点を第一の面側から製造すべき成形品の厚みに相当する深さに位置付けるとともに、集光点と被加工物とを相対的に移動して第二のレーザービームを照射することにより、第一の面に平行な改質部と改質部から伸長するクラックとを含む分離層を形成する分離層形成ステップ2と、分離層を起点として、被加工物を第一の被加工物と第二の被加工物とに分離する分離ステップ3と、第一の被加工物に所定の処理を施すことにより成形品を分割する分割ステップ5と、含む。
【選択図】図3
特許請求の範囲
【請求項1】
第一の面と、該第一の面と反対側の第二の面と、を有する被加工物から所望の形状の成形品を得る成形品の製造方法であって、
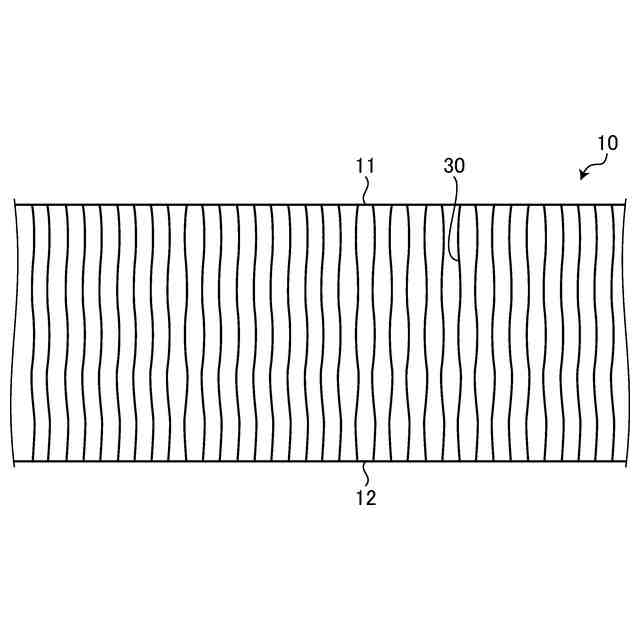
該被加工物に対して透過性を有する波長の第一のレーザービームの集光領域を該被加工物の内部に位置付け、該所望の形状に沿って照射することにより、該被加工物の該第一の面側から該被加工物の厚み方向の所定深さまで伸長する細孔と該細孔を囲む改質領域とを含むシールドトンネルを該所望の形状に沿って形成するシールドトンネル形成ステップと、
該被加工物に対して透過性を有する波長の第二のレーザービームの集光点を該第一の面側から製造すべき成形品の厚みに相当する深さに位置付けるとともに、該集光点と該被加工物とを相対的に移動して該第二のレーザービームを該被加工物に照射することにより、該第一の面に平行な改質部と該改質部から伸長するクラックとを含む分離層を形成する分離層形成ステップと、
該シールドトンネル形成ステップと、該分離層形成ステップと、を実施した後、該分離層を起点として、該被加工物を、該第一の面を有する第一の被加工物と該第二の面を有する第二の被加工物とに分離する分離ステップと、
該第一の被加工物に所定の処理を施すことにより、該所望の形状に沿って形成されたシールドトンネルに沿って該第一の被加工物から成形品を分割する分割ステップと、
を含む
ことを特徴とする、成形品の製造方法。
続きを表示(約 1,600 文字)
【請求項2】
該分離層形成ステップは、該シールドトンネル形成ステップを実施した後に行われる
ことを特徴とする、請求項1に記載の成形品の製造方法。
【請求項3】
該分離ステップで分離した該第一の被加工物の分離面および該第二の被加工物の分離面を研削または研磨することにより、該分離面を平坦化する平坦化ステップを更に含む
ことを特徴とする、請求項1または2に記載の成形品の製造方法。
【請求項4】
該分割ステップでは、
該第一の被加工物の分離面を研削または研磨することにより該分離面を平坦化するとともに、該第一の被加工物に外力を付与して該第一の被加工物から成形品を分割する
ことを特徴とする、請求項1または2に記載の成形品の製造方法。
【請求項5】
該分割ステップでは、
該第一の被加工物に対して外力を付与することにより、該シールドトンネルに沿って該第一の被加工物から成形品を分割する
ことを特徴とする、請求項1または2に記載の成形品の製造方法。
【請求項6】
該分割ステップでは、
該第一の被加工物をエッチング剤でエッチングすることにより、該シールドトンネルに沿って該第一の被加工物から成形品を分割する
ことを特徴とする、請求項1または2に記載の成形品の製造方法。
【請求項7】
該シールドトンネル形成ステップは、
該被加工物の外周縁と該成形品との間に分割補助線を設定する分割補助線設定ステップと、
該被加工物に対して透過性を有する波長の第三のレーザービームの集光領域を該被加工物の内部に位置付け、該分割補助線に沿って該第三のレーザービームを照射することにより、該被加工物の内部に細孔と該細孔を囲む改質領域とを含むシールドトンネルを該分割補助線に沿って形成する分割補助起点形成ステップと、
を含む
ことを特徴とする、請求項1または2に記載の成形品の製造方法。
【請求項8】
該シールドトンネル形成ステップでは、
該被加工物の内部に照射される該第一のレーザービームの強度分布を制御し、制御された強度分布を有する該第一のレーザービームを該被加工物に照射することにより、該被加工物の内部に、細孔と該細孔を囲繞する改質領域とを含むシールドトンネルを形成するとともに、該製造すべき成形品の厚みに相当する深さにおいて該第一の面に平行なクラックを形成する
ことを特徴とする、請求項1または2に記載の成形品の製造方法。
【請求項9】
該シールドトンネル形成ステップは、
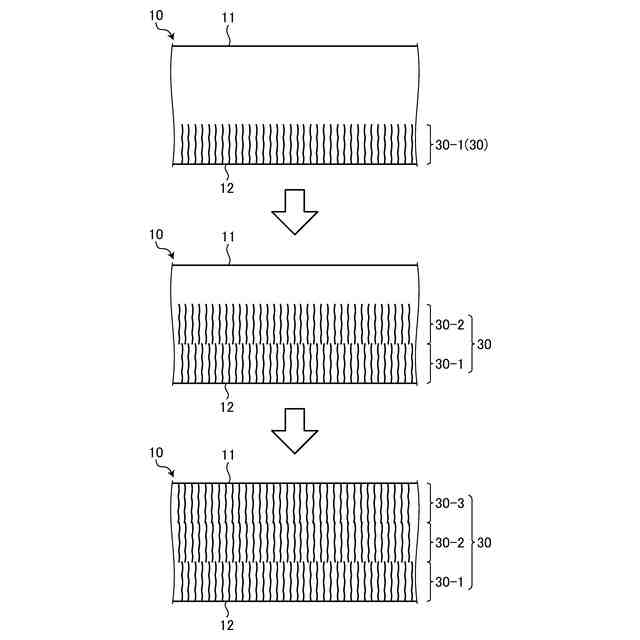
該第一のレーザービームの集光領域を該被加工物の内部の第一の領域に位置付け、該所望の形状に沿って照射することにより、該被加工物の厚み方向に沿って伸長する細孔と該細孔を囲む改質領域とを含む第一のシールドトンネルを該所望の形状に沿って形成する第一のシールドトンネル形成ステップと、
該第一のレーザービームの集光領域を該被加工物の内部の該第一の領域とは厚み方向の位置が異なる第二の領域に位置付け、該所望の形状に沿って照射することにより、被加工物の厚み方向に沿って伸長する細孔と該細孔を囲む改質領域とを含む第二のシールドトンネルを該所望の形状に沿って形成する第二のシールドトンネル形成ステップと、
を有し、
該製造すべき成形品の厚みに相当する深さにおいて、該第一のシールドトンネルと、該第二のシールドトンネルと、が厚み方向に沿って所定量以上重なるように設定することで、該製造すべき成形品の厚みに相当する深さにおいて該第一の面に平行なクラックを形成する
ことを特徴とする、請求項1または2に記載の成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形品の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、モバイル機器のデザインの多様化に伴い、矩形以外のディスプレイパネルや曲面を有するディスプレイパネルが登場している。そして、ディスプレイパネルの形状の多様化に合わせて、筐体に使用される材料の形状も多様化している。また、スマートフォンに搭載されるカメラを保護するためのカバーガラスや光学部品等、多種多様な形状で材料を切り出したいという要望がある。
【0003】
しかしながら、上述の用途で用いられる材料は、ガラスや石英、SiC(炭化ケイ素)等、硬くて脆い難加工材として知られているものが多く、所望の形状に加工するのは容易ではない。そこで、こうした材料に対してレーザービームを照射することで、細孔と細孔を囲む変質領域とを有するシールドトンネルと呼ばれる改質領域を形成し、所望の形状の成形品を製造する方法が提案されている(特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0004】
特開2020-132476号公報
特開2020-110830号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の方法は、微細な形状を有する成形品を製造することができるが、一枚の基板毎にレーザービームを照射して所望の形状に成形する必要があり、時間がかかるという課題があった。
【0006】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、短時間で所望形状の成形品を得ることができる成形品の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明の成形品の製造方法は、第一の面と、該第一の面と反対側の第二の面と、を有する被加工物から所望の形状の成形品を得る成形品の製造方法であって、該被加工物に対して透過性を有する波長の第一のレーザービームの集光領域を該被加工物の内部に位置付け、該所望の形状に沿って照射することにより、該被加工物の該第一の面側から該被加工物の厚み方向の所定深さまで伸長する細孔と該細孔を囲む改質領域とを含むシールドトンネルを該所望の形状に沿って形成するシールドトンネル形成ステップと、該被加工物に対して透過性を有する波長の第二のレーザービームの集光点を該第一の面側から製造すべき成形品の厚みに相当する深さに位置付けるとともに、該集光点と該被加工物とを相対的に移動して該第二のレーザービームを該被加工物に照射することにより、該第一の面に平行な改質部と該改質部から伸長するクラックとを含む分離層を形成する分離層形成ステップと、該シールドトンネル形成ステップと、該分離層形成ステップと、を実施した後、該分離層を起点として、該被加工物を、該第一の面を有する第一の被加工物と該第二の面を有する第二の被加工物とに分離する分離ステップと、該第一の被加工物に所定の処理を施すことにより、該所望の形状に沿って形成されたシールドトンネルに沿って該第一の被加工物から成形品を分割する分割ステップと、を含むことを特徴とする。
【0008】
また、本発明の成形品の製造方法において、該分離層形成ステップは、該シールドトンネル形成ステップを実施した後に行われることが好ましい。
【0009】
また、本発明の成形品の製造方法は、該分離ステップで分離した該第一の被加工物の分離面および該第二の被加工物の分離面を研削または研磨することにより、該分離面を平坦化する平坦化ステップを更に含むことが好ましい。
【0010】
また、本発明の成形品の製造方法において、該分割ステップでは、該第一の被加工物の分離面を研削または研磨することにより該分離面を平坦化するとともに、該第一の被加工物に外力を付与して該第一の被加工物から成形品を分割してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
2日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
17日前
キヤノン電子株式会社
加工システム
12日前
大見工業株式会社
ドリル
25日前
津田駒工業株式会社
センタリングバイス
6日前
株式会社不二越
ブローチ盤
6日前
株式会社タマリ工業
レーザ加工装置
11日前
株式会社MOLDINO
被覆切削工具
25日前
株式会社ダイヘン
パルスアーク溶接制御方法
24日前
株式会社ダイヘン
パルスアーク溶接制御方法
24日前
株式会社ダイヘン
パルスアーク溶接制御方法
24日前
村田機械株式会社
ワーク位置決め治具
1か月前
株式会社東芝
異常検出装置
10日前
三立精機株式会社
流体供給ホルダ
18日前
株式会社東芝
部材の接合方法
12日前
株式会社知財事業研究所
電動ハンドドリル
11日前
トヨタ自動車株式会社
冷却装置の製造方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
6日前
三菱マテリアル株式会社
表面被覆切削工具
6日前
三菱マテリアル株式会社
表面被覆切削工具
25日前
三菱マテリアル株式会社
表面被覆切削工具
4日前
スター精密株式会社
工作機械
4日前
ダイハツ工業株式会社
工作機械
19日前
戸田建設株式会社
ビード止め部材の固定治具
23日前
矢崎総業株式会社
超音波接合装置
19日前
株式会社タンガロイ
継手部品
12日前
株式会社タンガロイ
継手部品
12日前
トヨタ自動車株式会社
放電加工電極
1か月前
株式会社タンガロイ
切削工具
11日前
株式会社アマダ
レーザ加工システム
20日前
タツモ株式会社
接合方法
23日前
三菱マテリアル株式会社
ドリル
1か月前
ヤマハファインテック株式会社
回転式加工装置
11日前
株式会社ダイヘン
固相接合装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ