TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112515
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024006777
出願日
2024-01-19
発明の名称
プレス成形品のスプリングバック特性の分析方法、プログラムおよび分析装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
22/00 20060101AFI20250725BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス金型製作前にプレス成形品の非線形スプリングバックの発生の有無を予測する分析方法を提供する。
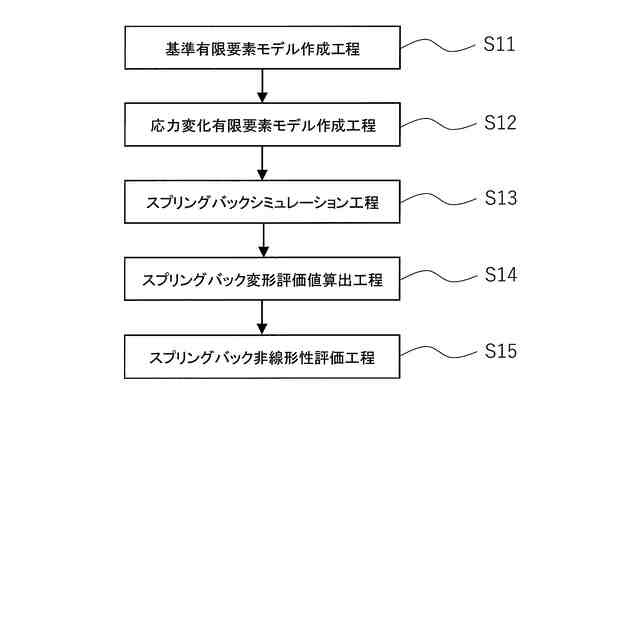
【解決手段】ヤング率を含む材料特性とプレス成形品のスプリングバック変形前の形状と板厚と応力のデータとを含む基準有限要素モデルを作成する基準有限要素モデル作成工程と、基準有限要素モデルの全ての領域もしくは一部の領域の応力の大きさを応力係数に基づいて変化させた応力変化有限要素モデルを作成する応力変化有限要素モデル作成工程と、有限要素法によるスプリングバックシミュレーション工程と、各モデルのスプリングバック変形前の形状とスプリングバック変形後の形状からスプリングバック変形評価値を求めるスプリングバック変形評価値算出工程と、応力係数とスプリングバック変形評価値の関係を求めるスプリングバック非線形性評価工程を行うことで、プレス成形品のスプリングバック特性の分析を行う。
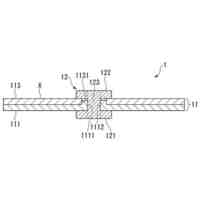
【選択図】図12
特許請求の範囲
【請求項1】
金属板のプレス成形品のスプリングバック特性の分析方法であって、
前記金属板のヤング率を含む材料特性と分析対象のプレス成形品のスプリングバック変形前の形状と板厚と応力のデータとを含む基準有限要素モデルを作成する、基準有限要素モデル作成工程と、
前記基準有限要素モデルの全ての領域もしくは一部の領域の前記応力の大きさを応力係数に基づいて変化させた応力変化有限要素モデルを、1つまたは異なる前記応力係数で2つ以上作成する、応力変化有限要素モデル作成工程と、
作成した前記基準有限要素モデルおよび前記応力変化有限要素モデルのうち、2つ以上のモデルのそれぞれについて有限要素法による変形解析を行ってスプリングバック変形後の形状を求める、スプリングバックシミュレーション工程と、
前記スプリングバック変形後の形状を求めた各モデルの前記スプリングバック変形前の形状と前記スプリングバック変形後の形状から、スプリングバック変形に関するスプリングバック変形評価値を求める、スプリングバック変形評価値算出工程と、
前記スプリングバック変形後の形状を求めた各モデルの前記応力係数と前記スプリングバック変形評価値から、前記応力係数と前記スプリングバック変形評価値の関係を求める、スプリングバック非線形性評価工程と、を有することを特徴とする、分析方法。
続きを表示(約 4,200 文字)
【請求項2】
金属板のプレス成形品のスプリングバック特性の分析方法であって、
前記金属板のヤング率を含む材料特性と分析対象のプレス成形品のスプリングバック変形前の形状と板厚と応力のデータとを含む基準有限要素モデルを作成する、基準有限要素モデル作成工程と、
前記基準有限要素モデルの全ての領域もしくは一部の領域の前記応力の大きさを応力係数に基づいて変化させた応力変化有限要素モデルを、1つまたは異なる前記応力係数で2つ以上作成する、応力変化有限要素モデル作成工程と、
作成した前記基準有限要素モデルおよび前記応力変化有限要素モデルのうち、2つ以上のモデルのそれぞれについて有限要素法による変形解析を行ってスプリングバック変形後の形状を求める、スプリングバックシミュレーション工程と、
前記スプリングバック変形後の形状を求めた各モデルの前記スプリングバック変形前の形状と前記スプリングバック変形後の形状から、スプリングバック変形に関するスプリングバック変形評価値を求める、スプリングバック変形評価値算出工程と、
前記スプリングバック変形後の形状を求めた各モデルの前記応力係数と前記スプリングバック変形評価値より、前記応力係数に対する前記スプリングバック変形評価値の非線形性に関する非線形指標を求める、非線形指標算出工程と、を有することを特徴とする、分析方法。
【請求項3】
前記基準有限要素モデル作成工程において、異なる固定点を設定した複数の前記基準有限要素モデルを作成し、
前記非線形指標算出工程において、作成した前記複数の基準有限要素モデルの各々について前記非線形指標を算出し、
算出された各非線形指標から固有非線形指標を求める、固有非線形指標算出工程を有することを特徴とする、請求項2に記載の分析方法。
【請求項4】
前記固有非線形指標は、前記非線形指標算出工程で算出された複数の前記非線形指標の平均値もしくは最大値、または前記複数の非線形指標の内の一定値以上の前記非線形指標の平均値であることを特徴とする、請求項3に記載の分析方法。
【請求項5】
前記基準有限要素モデル作成工程において、有限要素法による成形シミュレーションによって前記基準有限要素モデルを作成することを特徴とする、請求項1~4のいずれか一項に記載の分析方法。
【請求項6】
前記応力変化有限要素モデル作成工程において、前記基準有限要素モデルの全ての要素もしくは一部の領域の要素の応力値に前記応力係数を掛けて前記応力値を変化させることにより、前記応力変化有限要素モデルを作成することを特徴とする、請求項1~4いずれか一項に記載の分析方法。
【請求項7】
前記スプリングバック変形評価値は、
前記基準有限要素モデルもしくは前記応力変化有限要素モデルの節点の、
前記スプリングバック変形前から前記スプリングバック変形後の変位量、もしくは、
前記変位量を変数とする関数値、もしくは、
前記スプリングバック変形前から前記スプリングバック変形後の変位の方向成分量、もしくは、
前記方向成分量を変数とする関数値、であることを特徴とする、請求項1~4のいずれか一項に記載の分析方法。
【請求項8】
前記応力係数が0.0以外の値kaである場合の前記応力変化有限要素モデルの節点における前記スプリングバック変形評価値をスプリングバック変形評価値Saとし、
前記応力係数が前記値kaに-1.0を掛けた値kbである場合の前記応力変化有限要素モデルの節点における前記スプリングバック変形評価値をスプリングバック変形評価値Sbとしたとき、
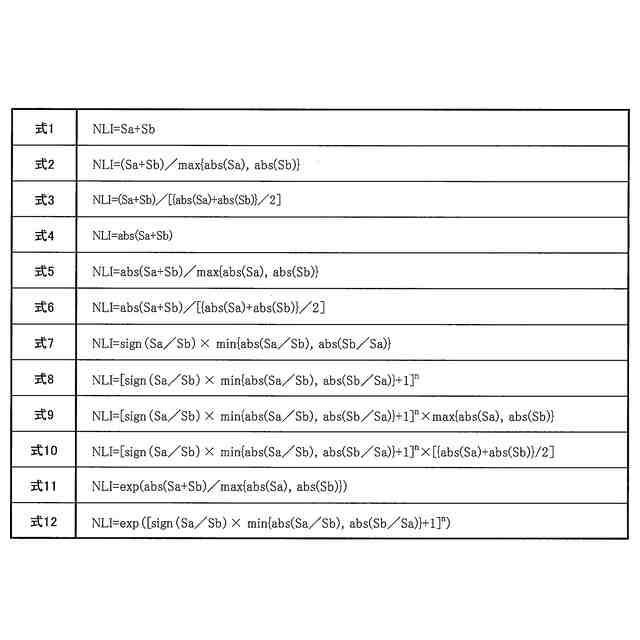
前記非線形指標は、以下のいずれかの式で算出される値、もしくは以下のいずれかの式を変数とする関数値であることを特徴とする、請求項2~4のいずれか一項に記載の分析方法。
Sa+Sb、
(Sa+Sb)/max{abs(Sa),abs(Sb)}、
(Sa+Sb)/[{abs(Sa)+abs(Sb)}/2]、
abs(Sa+Sb)、
abs(Sa+Sb)/max{abs(Sa),abs(Sb)}、
abs(Sa+Sb)/[{abs(Sa)+abs(Sb)}/2]、
sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}、
[sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}+1]
n
、
[sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}+1]
n
×max{abs(Sa),abs(Sb)}、
[sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}+1]
n
×[{abs(Sa)+abs(Sb)}/2]
但し、nは実数、signは符号関数、absは絶対値関数、maxは最大値関数、minは最小値関数であり、前記応力係数が1.0である場合の前記応力変化有限要素モデルは前記基準有限要素モデルとする。
【請求項9】
前記応力変化有限要素モデル作成工程において、複数の前記応力係数に対する前記応力変化有限要素モデルを作成し、
前記スプリングバック変形評価値算出工程において、
前記応力変化有限要素モデルの節点における各応力係数に対する前記スプリングバック変形評価値を求めて、当該節点における前記応力係数と前記スプリングバック変形評価値の1つ以上のセットを得る手順(A)と、
前記基準有限要素モデルの当該節点に対する前記スプリングバック変形評価値を前記応力係数が1.0の場合のスプリングバック変形評価値として、当該節点に対する応力係数とスプリングバック変形評価値の一つのセットを得る手順(B)と、
前記応力係数が0の場合の当該節点に対する前記スプリングバック変形評価値をスプリングバック変形量が0であった場合の当該節点に対するスプリングバック変形評価値とすることにより当該節点に対する前記応力係数と前記スプリングバック変形評価値の一つのセットを得る手順(C)のうちの、全てもしくは一部の手順を行うことにより、3つ以上の異なる前記応力係数に対する当該節点の前記応力係数と前記スプリングバック変形評価値のセットを得て、
得られた3つ以上の前記応力係数と前記スプリングバック変形評価値のセットより、当該節点の前記応力係数に対する前記スプリングバック変形評価値の近似式を求め、
前記近似式から、前記応力係数が0以外の値kaである場合の当該節点のスプリングバック変形評価値Saと、前記応力係数が前記値kaに-1を掛けた値kbである場合の当該節点のスプリングバック変形評価値Sbとを求め、
前記非線形指標は、以下のいずれか式で算出される値、もしくは以下のいずれかの式を変数とする関数値であることを特徴とする、請求項2~4のいずれか一項に記載の分析方法。
Sa+Sb、
(Sa+Sb)/max{abs(Sa),abs(Sb)}、
(Sa+Sb)/[{abs(Sa)+abs(Sb)}/2]、
abs(Sa+Sb)、
abs(Sa+Sb)/max{abs(Sa),abs(Sb)}、
abs(Sa+Sb)/[{abs(Sa)+abs(Sb)}/2]、
sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}、
[sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}+1]
n
、
[sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}+1]
n
×max{abs(Sa),abs(Sb)}、
[sign(Sa/Sb)×min{abs(Sa/Sb), abs(Sb/Sa)}+1]
n
×[{abs(Sa)+abs(Sb)}/2]
但し、nは実数、signは符号関数、absは絶対値関数、maxは最大値関数、minは最小値関数である。
【請求項10】
前記応力変化有限要素モデル作成工程において、複数の前記応力係数に対する前記応力変化有限要素モデルを作成し、
前記スプリングバック変形評価値算出工程において、
前記応力変化有限要素モデルの節点における各応力係数に対する前記スプリングバック変形評価値を求めて、当該節点における前記応力係数と前記スプリングバック変形評価値の1つ以上のセットを得る手順(A)と、
前記基準有限要素モデルの当該節点に対する前記スプリングバック変形評価値を前記応力係数が1.0の場合のスプリングバック変形評価値として、当該節点に対する応力係数とスプリングバック変形評価値の一つのセットを得る手順(B)と、
前記応力係数が0の場合の当該節点に対する前記スプリングバック変形評価値をスプリングバック変形量が0であった場合の当該節点に対するスプリングバック変形評価値とすることにより当該節点に対する前記応力係数と前記スプリングバック変形評価値の一つのセットを得る手順(C)のうちの、全てもしくは一部の手順を行うことにより、3つ以上の異なる前記応力係数に対する当該節点の前記応力係数と前記スプリングバック変形評価値のセットを得て、
得られた3つ以上の前記応力係数と前記スプリングバック変形評価値のセットより、当該節点の前記応力係数に対する前記スプリングバック変形評価値の2次関数の近似式を求め、
前記近似式の2次の係数を係数Scとしたとき、前記非線形指標が係数Scもしくは係数Scの関数であることを特徴とする、請求項2~4のいずれか一項に記載の分析方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板のプレス成形品のスプリングバック特性の分析方法、プログラムおよび分析装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
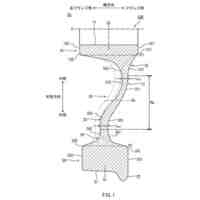
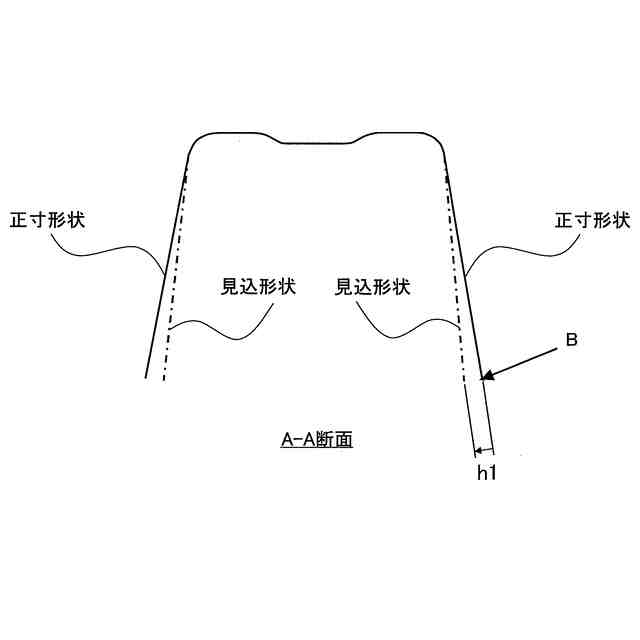
鋼板やアルミ板等の金属板のプレス成形品の製造において、金属板をプレス成形すると、金属板は塑性変形してプレス成形後に部材内に内部応力(以下、「残留応力」と称す)が発生し、プレス金型からプレス成形品を取り外すと、残留応力により部材が変形するスプリングバック変形が発生する。これにより、スプリングバック変形後のプレス成形品の形状は金型形状と異なってしまう。そこでプレス成形品の形状精度を確保して所定の部品設計形状(以下、「正寸形状」と称す)とするため、一般的には金型形状を予めスプリングバック変形を考慮した形状とする金型見込が行われる。
【0003】
金型見込とは、金型表面形状を正寸形状よりスプリングバック変形と反対方向に変形させた形状(以下、「見込形状」と称す)とする金型の修正(以下、「見込修正」と称す)のことであり、見込形状の金型でプレス成形を行い、スプリングバック変形後のプレス成形品の形状が所定の部品設計形状なるようにして形状精度を確保する手法である。この金型見込を行う場合、金型を見込修正する量(以下、「見込量」もしくは「金型見込量」と称す)が適正な修正量に対して過度に大きいもしくは過度に小さい場合には成形品が正寸形状にならないため、形状精度を確保するためにはスプリングバック変形に対して、金型の見込量を最適化することが必要となる。
【0004】
一般的な金型製作においては、プレス成形品の寸法精度を確保するために、先ず金型見込を行っていない正寸形状の金型でプレス成形試作を行い、試作プレス成形品の形状の正寸形状からのずれ量を測定し、このずれ量(以下、「差分変位」と称す)もしくは経験に基づいて差分変位を補正した量を見込量として、金型形状を修正する。次に、見込修正した金型で再度プレス成形試作を行い、依然として試作プレス成形品の形状精度が確保できない場合には、見込修正した金型でプレスした試作プレス成形品の形状の正寸形状からの差分変位をもとに、再度金型を見込修正する。このような試作プレスと試作プレス成形品の形状に基づく金型の見込修正をプレス成形品の形状精度が確保できるまで繰り返して金型を製作する。
【0005】
ここで先行技術文献として、特許文献1では、板材モデルと金型モデルを用いた弾塑性有限要素法による成形シミュレーションを行い、板材モデルのスプリングバック形状を求め、スプリングバック形状と製品モデル形状との形状差分の変形量を生じせしめる変形応力を成形シミュレーションにより求め、変形応力を用いて金型モデルを修正するプレス金型修正形状データの作成方法が開示されている。
【0006】
特許文献2では、有限要素法によりプレス成形下死点における成形の形状と、残留応力を算出し、さらにそれらに基づいて有限要素法によりスプリングバック後の形状を算出し、プレス成形下死点における残留応力をモーメント成分と面内応力成分と面外応力成分とに分解し、モーメント成分にα=0である係数αを掛け、面内応力成分には-1≦β<0である係数βを掛け、面外応力成分に-1≦γ<0である係数γを掛け、それぞれ係数を掛けたモーメント成分と面内応力成分と面外応力成分を合算した補正残留応力を算出し、プレス成形下死点における成形の形状と補正残留応力から有限要素法によりスプリングバック後の形状を算出し、算出したスプリングバック後の形状をプレス成形金型のねじれ矯正金型見込形状とする金型形状シミュレーションシステムが開示されている。
【0007】
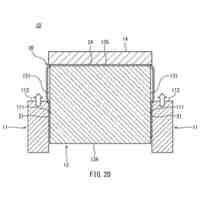
特許文献3では、プレス成形後の金属パネルの表面を複数の領域に分割し、それぞれの領域において金属パネルの表面に圧子を押し付けて変位と荷重の関係を測定し、(荷重増分/変位増分)で定義される剛性が、初めて初期剛性の1/8以下(0を含む)になる荷重でベコ付きが発生するとし、金属パネルのベコ付き発生分布を求める評価方法が開示されている。ベコ付きとは、プレス成形品の一部を任意の拘束法で拘束し、別の任意の部位を圧子などで部分的に荷重をかけて押し込んだ場合に発生する飛び移り座屈であって、押し込みの初期には押し込み量に対する押し込み荷重の増加が大きく剛性が高いが、押し込み量が大きくなると押し込み量に対する押し込み荷重の増加が小さくなり剛性が低下する現象である。
【0008】
特許文献4では、プレス成形品の離型前の残留応力分布及びひずみ分布のデータに基づいてスプリングバック解析を行って、離型後のプレス成形品の形状のデータを算出し、さらに、プレス成形品の離型前の一部分のある領域についての残留応力分布を0に変更し、この変更したデータに基づいて、スプリングバック解析を行って、離型後のプレス成形品の形状のデータを算出し、前記ある領域の残留応力分布を変更する前後において、前記スプリングバックに関するある定義された量がどのように変化するかを算出し、前記ある領域及び前記ある領域以外の1または複数の領域のスプリングバックへの寄与を算出するプレス成形解析方法が開示されている。
【先行技術文献】
【特許文献】
【0009】
特許第4884839号公報
特許第5941320号公報
特開2013-29332号公報
特許第4894294号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
スプリングバック変形の形態は、プレス成形後の残留応力の形態により、例えば壁反り、口開き、キャンバー、ひねり等の異なる形態の変形となり、多くの場合一つの部品の中でも複数の形態の変形が存在する。通常のスプリングバック変形形態では、金型見込量におおよそ比例してプレス成形品の形状が変化するため、試作プレスと金型の見込修正の繰り返しの中で、最適な金型見込量の推定が容易である。ところが、スプリングバック変形の形態の中には、金型見込量に対しプレス成形品の形状の変化量が比例しないスプリングバック変形の形態(以下、「非線形スプリングバック」と称す)もある。非線形スプリングバックが含まれるプレス成形品は、金型見込による対策が難しく、試作プレスと金型見込修正の繰り返し回数が非常に多くなり、金型製作の工期が長くなり、費用も増加するため課題となっている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
車輪
3日前
日本製鉄株式会社
耐摩耗鋼
4日前
日本製鉄株式会社
筒型構造
8日前
日本製鉄株式会社
溶鉄の製造方法
11日前
日本製鉄株式会社
溶鋼の製造方法
11日前
日本製鉄株式会社
ステンレス鋼材
17日前
日本製鉄株式会社
溶鉄の製造方法
11日前
日本製鉄株式会社
ステンレス鋼材
18日前
日本製鉄株式会社
ステンレス鋼材
17日前
日本製鉄株式会社
鉄源の溶解精錬方法
4日前
日本製鉄株式会社
鉄源の溶解精錬方法
4日前
日本製鉄株式会社
鉄源の溶解精錬方法
4日前
日本製鉄株式会社
搬送装置及び制御装置
12日前
日本製鉄株式会社
応力-歪関係推定方法
3日前
日本製鉄株式会社
浅絞り成形品の製造方法
17日前
日本製鉄株式会社
鋼材、及び、機械構造用部品
10日前
日本製鉄株式会社
鉄道用安全確認支援システム
15日前
日本製鉄株式会社
距離測定装置及び距離測定方法
1日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
24日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
24日前
日本製鉄株式会社
鋼板及び鋼管並びに鋼板の製造方法
19日前
日本製鉄株式会社
溶接組立箱形断面柱及びその製造方法
4日前
日本製鉄株式会社
ステンレス鋼およびステンレス鋼の製造方法
11日前
日本製鉄株式会社
連結部材、鋼矢板壁および連結部材の製造方法
16日前
日本製鉄株式会社
フェライト系ステンレス鋼板およびその製造方法
15日前
日本製鉄株式会社
フェライト系ステンレス鋼板及びレーザ溶接構造体
4日前
日本製鉄株式会社
高温流体の加熱移送装置および高温流体の加熱装置
10日前
日本製鉄株式会社
フェライト系ステンレス鋼板及びレーザ溶接構造体
4日前
日本製鉄株式会社
電池部品用フェライト系ステンレス鋼材及び電池部品
11日前
日本製鉄株式会社
建材火災シミュレータ及び建材火災シミュレート方法
3日前
日本製鉄株式会社
電池部品用フェライト系ステンレス鋼材及び電池部品
11日前
日本製鉄株式会社
接合構造
1か月前
日本製鉄株式会社
構造体設計支援装置、構造体設計支援方法およびプログラム
17日前
日本製鉄株式会社
鉄道車両のコントローラの設計方法及び鉄道車両の制御方法
8日前
日本製鉄株式会社
フェライト系ステンレス鋼板、集電体及び非水電解質二次電池
25日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ