TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025110766
公報種別
公開特許公報(A)
公開日
2025-07-29
出願番号
2024004799
出願日
2024-01-16
発明の名称
負極の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
4/1393 20100101AFI20250722BHJP(基本的電気素子)
要約
【課題】いかなる負極活物質を使用した場合であっても、電池の内部抵抗を十分に低減できる負極を製造する。
【解決手段】負極活物質を含む負極スラリーを負極集電体の表面に塗工する工程と、前記負極集電体の表面に塗工された負極スラリーを含む層の表層を除去する工程とを含む。
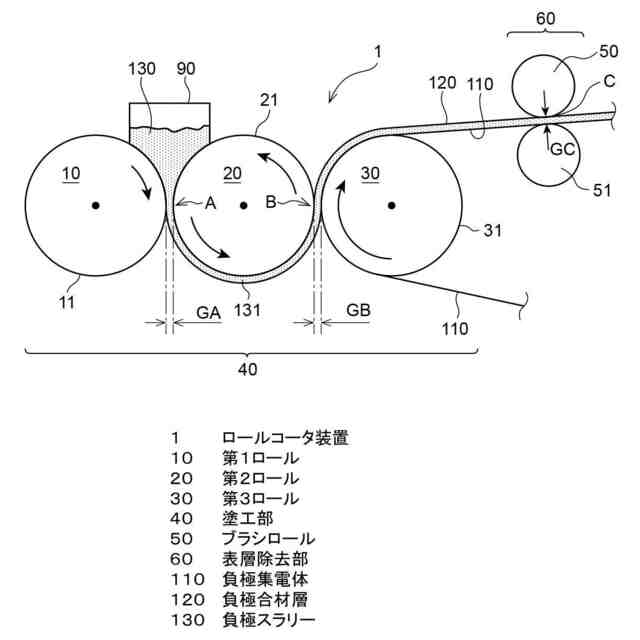
【選択図】図1
特許請求の範囲
【請求項1】
負極活物質を含む負極スラリーを負極集電体の表面に塗工する工程と、
前記負極集電体の表面に塗工された負極スラリーを含む負極合材層の表層を除去する工程と、
を含む、負極の製造方法。
続きを表示(約 320 文字)
【請求項2】
一対のロール間に前記負極スラリーと前記負極集電体とが挟み込まれ、前記一対のロールが軸を中心にそれぞれ反対方向に回転駆動し、前記負極集電体の表面に前記負極スラリーを塗工する、請求項1に記載の負極の製造方法。
【請求項3】
前記負極合材層の表面に対してブラシロールを当接し、前記負極合材層の表層を除去する、請求項1に記載の負極の製造方法。
【請求項4】
前記負極合材層の表層として、表面から20μm~30μmの深さを除去する、請求項1に記載の負極の製造方法。
【請求項5】
前記負極活物質は、平均粒子径が5μm~25μmの黒鉛である、請求項1に記載の負極の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、負極の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
リチウムイオン二次電池などの二次電池は、正極と負極の間に電解液又は固体電解質などを含む電解質層を備える。正極及び負極は、それぞれ活物質を含むスラリーを集電体の表面に塗工することで作製される。特許文献1には、一対のロール間に負極活物質を含むスラリーを加圧しながら通過させ、一方のロール表面に前記スラリーの層を形成し、これを帯状の集電体に転写する際、加圧によって負極活物質の粒子が潰れてしまうことが問題点として指摘されている。特許文献1に開示されるように、負極表面の負極活物質が潰れていると、電池の内部抵抗が高くなってしまう。
【0003】
特許文献1によれば、平均粒子径[μm]とタップ密度[g/cm
3
]とが所定の関係となる負極活物質を使用することで前記問題点を解決し、電池の内部抵抗を低下させることができたとある。
【先行技術文献】
【特許文献】
【0004】
特開2017-228428号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1に開示された方法は、使用する負極活物質の平均粒子径とタップ密度とが限定されており、あらゆる負極活物質に適用可能な汎用性のある方法とはいえない。さらに、特許文献1に開示された方法は、加圧によって負極活物質の一部が潰れており、電池の内部抵抗を十分に低減できないといった問題もあった。
【0006】
そこで、本開示の一実施形態は、上述した実情に鑑み、使用する負極活物質に依らず、電池の内部抵抗を十分に低減できる負極の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した目的を達成した本開示は以下を包含する。
<1> 負極活物質を含む負極スラリーを負極集電体の表面に塗工する工程と、前記負極集電体の表面に塗工された負極スラリーを含む負極合材層の表層を除去する工程とを含む、負極の製造方法。
<2> 一対のロール間に前記負極スラリーと前記負極集電体とが挟み込まれ、前記一対のロールが軸を中心にそれぞれ反対方向に回転駆動し、前記負極集電体の表面に前記負極スラリーを塗工する、<1>に記載の負極の製造方法。
<3> 前記負極合材層の表面に対してブラシロールを当接し、前記負極合材層の表層を除去する、<1>又は<2>に記載の負極の製造方法。
<4> 前記負極合材層の表層として、表面から20μm~30μmの深さを除去する、<1>~<3>のいずれか1つに記載の負極の製造方法。
<5> 前記負極活物質は、平均粒子径が5μm~25μmの黒鉛である、<1>~<4>のいずれか1つに記載の負極の製造方法。
<6> <1>~<5>のいずれか1つに記載の負極の製造方法により製造された負極と、正極と、前記負極及び前記正極の間に配された電解質層とを含む、二次電池。
【発明の効果】
【0008】
本開示の一実施形態の負極の製造方法によれば、負極活物質の形状を保持した負極を製造することができる。
また、本開示の負極の製造方法により製造された負極を使用することで、二次電池における内部抵抗を低く抑えることができる。
【図面の簡単な説明】
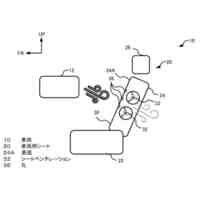
【0009】
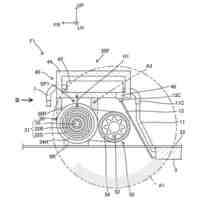
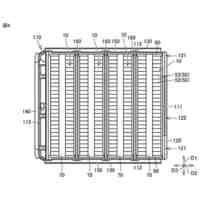
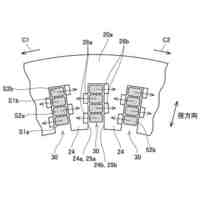
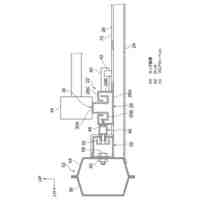
本開示にかかる負極を製造するロールコータ装置の概略構成図である。
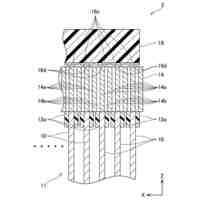
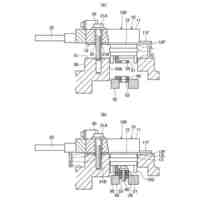
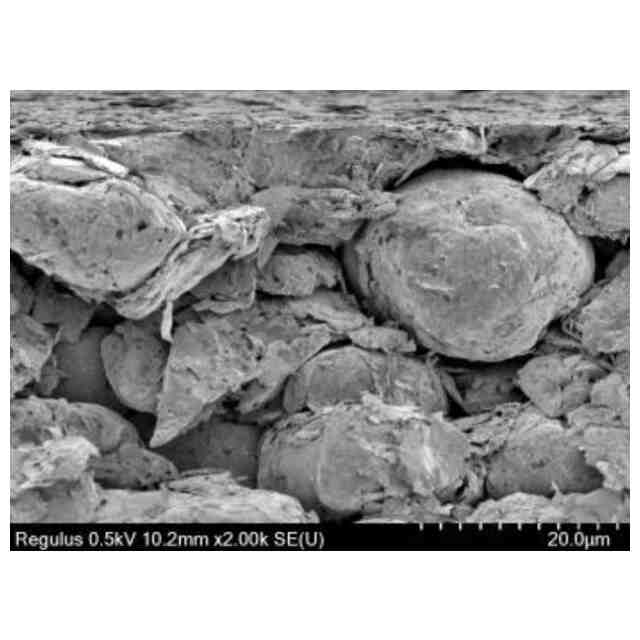
実施例1で作製した負極の断面を撮像した写真である。
比較例1で作製した負極の断面を撮像した写真である。
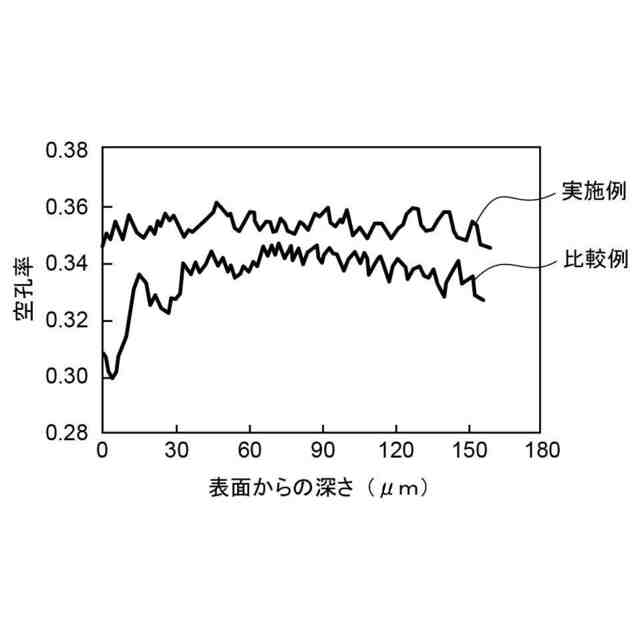
実施例1及び比較例1で作製した負極について空孔率分布を測定した結果を示す特性図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施形態について説明する。説明は実施形態を例示するものであり、本開示の範囲を制限するものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
方法
11日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
膜体
13日前
トヨタ自動車株式会社
電池
6日前
トヨタ自動車株式会社
減圧弁
今日
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
自動車
5日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
モータ
6日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
ロータ
今日
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
接続構造
3日前
トヨタ自動車株式会社
記録装置
4日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
診断装置
4日前
トヨタ自動車株式会社
電動車両
4日前
トヨタ自動車株式会社
監視装置
4日前
トヨタ自動車株式会社
電動車両
13日前
トヨタ自動車株式会社
蓄電装置
7日前
トヨタ自動車株式会社
コネクタ
13日前
トヨタ自動車株式会社
評価方法
13日前
トヨタ自動車株式会社
制御装置
13日前
トヨタ自動車株式会社
制御装置
13日前
トヨタ自動車株式会社
ステータ
5日前
トヨタ自動車株式会社
判定装置
5日前
トヨタ自動車株式会社
駆動装置
7日前
トヨタ自動車株式会社
制御装置
7日前
トヨタ自動車株式会社
車両構造
10日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
評価装置
3日前
トヨタ自動車株式会社
充電設備
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ