TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101112
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023217714
出願日
2023-12-25
発明の名称
半導体装置の製造方法、半導体装置
出願人
株式会社レゾナック
代理人
個人
,
個人
主分類
H01L
23/40 20060101AFI20250630BHJP(基本的電気素子)
要約
【課題】ヒートシンクと半導体モジュールとの密着性を向上させる技術を提供する。
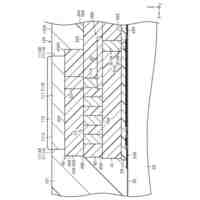
【解決手段】半導体装置の製造方法は、平板状の平板状部21を有するヒートシンク20と、絶縁性基板11を有する半導体モジュールと、を備える半導体装置の製造方法であって、平板状部21における絶縁性基板11が接合される側の面である第1面211の表面粗さが、絶縁性基板11が接合されない側の面である第2面212の表面粗さ、又は、絶縁性基板11における平板状部21と対向する対向面114の表面粗さよりも大きくなるようにヒートシンク20を製造する製造工程と、ヒートシンク20及び絶縁性基板11の少なくともいずれかに、金属粒子を分散させた金属ペーストを塗布する塗布工程と、ヒートシンク20と絶縁性基板11との間に金属ペーストが介在するようにヒートシンク20と絶縁性基板11とを重ね合わせた状態で金属ペーストを焼結する焼結工程と、を備える。
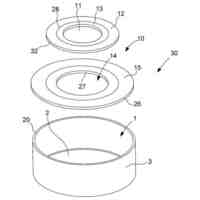
【選択図】図4
特許請求の範囲
【請求項1】
平板状の平板状部を有するヒートシンクと、絶縁性基板を有する半導体モジュールと、を備える半導体装置の製造方法であって、
前記平板状部における前記絶縁性基板が接合される側の面である第1面の表面粗さが、当該絶縁性基板が接合されない側の面である第2面の表面粗さ、又は、当該絶縁性基板における当該平板状部と対向する対向面の表面粗さよりも大きくなるように前記ヒートシンクを製造する製造工程と、
前記ヒートシンク及び前記絶縁性基板の少なくともいずれかに、金属粒子を分散させた金属ペーストを塗布する塗布工程と、
前記ヒートシンクと前記絶縁性基板との間に前記金属ペーストが介在するように当該ヒートシンクと当該絶縁性基板とを重ね合わせた状態で当該金属ペーストを焼結する焼結工程と、
を備える半導体装置の製造方法。
続きを表示(約 840 文字)
【請求項2】
前記塗布工程は、前記製造工程にて製造された前記ヒートシンクの前記平板状部の前記第1面に前記金属ペーストを塗布する工程である、
請求項1に記載の半導体装置の製造方法。
【請求項3】
前記塗布工程は、前記絶縁性基板に前記金属ペーストを塗布する工程である、
請求項1に記載の半導体装置の製造方法。
【請求項4】
前記塗布工程は、前記製造工程にて製造された前記ヒートシンクの前記平板状部の前記第1面及び前記絶縁性基板に前記金属ペーストを塗布する工程である、
請求項1に記載の半導体装置の製造方法。
【請求項5】
前記製造工程は、前記絶縁性基板が接合される側の面に対して、ショットブラスト、ウェットブラスト、レーザー加工の少なくともいずれかを施して前記第1面を成形する処理を有する、
請求項1に記載の半導体装置の製造方法。
【請求項6】
平板状の平板状部を有するヒートシンクと、絶縁性基板とが、金属粒子を分散させた金属ペーストが焼結されることにより接合された半導体装置であって、
前記平板状部における前記絶縁性基板が接合される側の面である第1面の表面粗さが、当該絶縁性基板が接合されない側の面である第2面の表面粗さ、又は、当該絶縁性基板における当該平板状部と対向する対向面の表面粗さよりも大きい、
半導体装置。
【請求項7】
前記平板状部における前記第1面の表面粗さは、Ra0.1以上Ra30μm以下である、
請求項6に記載の半導体装置。
【請求項8】
前記平板状部における前記第1面の表面粗さは、外周部よりも中央部の方が大きい、
請求項6に記載の半導体装置。
【請求項9】
前記平板状部における前記第1面の表面粗さは、中央部よりも外周部の方が大きい、
請求項6に記載の半導体装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体装置の製造方法及び半導体装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
例えば、特許文献1に記載された製造方法は、銀、金および銅からなる群より選ばれる少なくとも1つの金属を含む金属粒子と揮発性溶媒とを含むペースト状の接合材を用いて第1部材と第2部材とを接合する接合体の製造方法である。この製造方法は、前記第1部材の接合面に前記接合材を塗布し、前記接合材が塗布された前記第1部材を加熱して該接合材中の前記揮発性溶媒の一部を揮発させて前記第1部材の接合面上に第1仮焼成層を形成する第1仮焼成工程と、前記第2部材の接合面に前記接合材を塗布し、前記接合材が塗布された前記第2部材を加熱して該接合材中の前記揮発性溶媒の一部を揮発させて前記第2部材の接合面上に第2仮焼成層を形成する第2仮焼成工程と、を備える。また、前記第1仮焼成層と前記第2仮焼成層とを重ねた状態で前記第1部材と前記第2部材との積層体を加熱し、前記第1仮焼成層及び前記第2仮焼成層中の前記揮発性溶媒を揮発させるとともに、前記金属粒子どうしを焼結させた接合層を生成し、該接合層を介して前記第1部材と前記第2部材とが接合された接合体を形成する接合工程を備える。
【先行技術文献】
【特許文献】
【0003】
特開2019-220641号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
半導体装置を構成するヒートシンクと半導体モジュールとを、金属粒子を分散させた金属ペーストを焼結することで接合することが考えられる。ヒートシンクと半導体モジュールとの接合力を向上させる観点や、半導体装置の生産性を向上させる観点からは、ヒートシンクと半導体モジュールとの密着性を向上させることが望ましい。
本発明は、ヒートシンクと半導体モジュールとの密着性を向上させることができる半導体装置の製造方法等を提供することを目的とする。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、平板状の平板状部を有するヒートシンクと、絶縁性基板を有する半導体モジュールと、を備える半導体装置の製造方法であって、前記平板状部における前記絶縁性基板が接合される側の面である第1面の表面粗さが、当該絶縁性基板が接合されない側の面である第2面の表面粗さ、又は、当該絶縁性基板における当該平板状部と対向する対向面の表面粗さよりも大きくなるように前記ヒートシンクを製造する製造工程と、前記ヒートシンク及び前記絶縁性基板の少なくともいずれかに、金属粒子を分散させた金属ペーストを塗布する塗布工程と、前記ヒートシンクと前記絶縁性基板との間に前記金属ペーストが介在するように当該ヒートシンクと当該絶縁性基板とを重ね合わせた状態で当該金属ペーストを焼結する焼結工程と、を備える半導体装置の製造方法である。
ここで、前記塗布工程は、前記製造工程にて製造された前記ヒートシンクの前記平板状部の前記第1面に前記金属ペーストを塗布する工程であっても良い。
また、前記塗布工程は、前記絶縁性基板に前記金属ペーストを塗布する工程であっても良い。
また、前記塗布工程は、前記製造工程にて製造された前記ヒートシンクの前記平板状部の前記第1面及び前記絶縁性基板に前記金属ペーストを塗布する工程であっても良い。
また、前記製造工程は、前記絶縁性基板が接合される側の面に対して、ショットブラスト、ウェットブラスト、レーザー加工の少なくともいずれかを施して前記第1面を成形する処理を有しても良い。
他の観点から捉えると、本発明は、平板状の平板状部を有するヒートシンクと、絶縁性基板とが、金属粒子を分散させた金属ペーストが焼結されることにより接合された半導体装置であって、前記平板状部における前記絶縁性基板が接合される側の面である第1面の表面粗さが、当該絶縁性基板が接合されない側の面である第2面の表面粗さ、又は、当該絶縁性基板における当該平板状部と対向する対向面の表面粗さよりも大きい、半導体装置である。
ここで、前記平板状部における前記第1面の表面粗さは、Ra0.1以上Ra30μm以下であっても良い。
また、前記平板状部における前記第1面の表面粗さは、外周部よりも中央部の方が大きくても良い。
また、前記平板状部における前記第1面の表面粗さは、中央部よりも外周部の方が大きくても良い。
【発明の効果】
【0006】
本発明によれば、ヒートシンクと半導体モジュールとの密着性を向上させることができる半導体装置の製造方法等を提供することができる。
【図面の簡単な説明】
【0007】
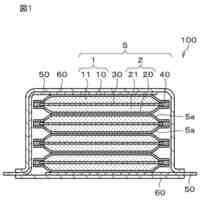
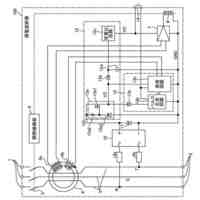
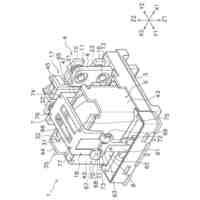
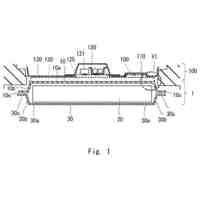
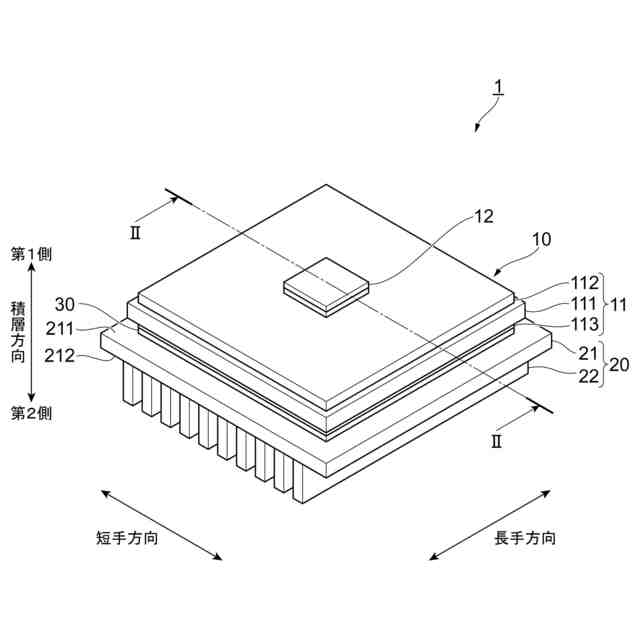
実施形態に係る半導体装置の概略構成の一例を示す図である。
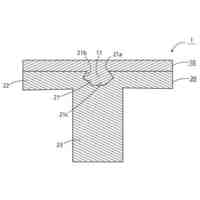
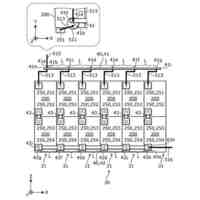
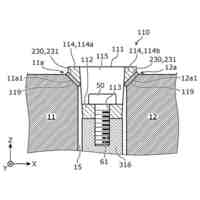
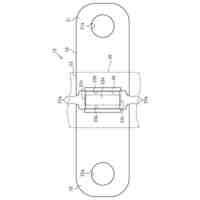
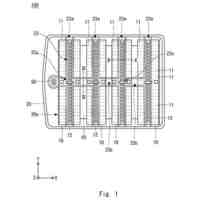
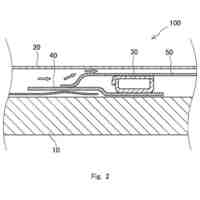
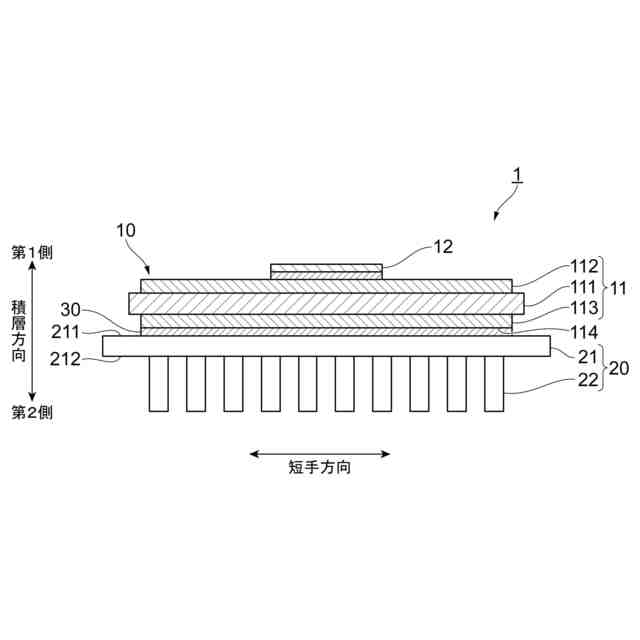
半導体モジュールを図1のII-II部で切断した断面の一例を示す図である。
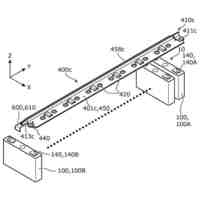
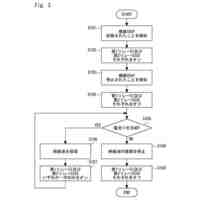
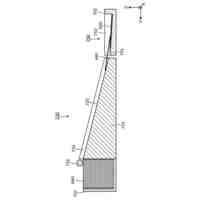
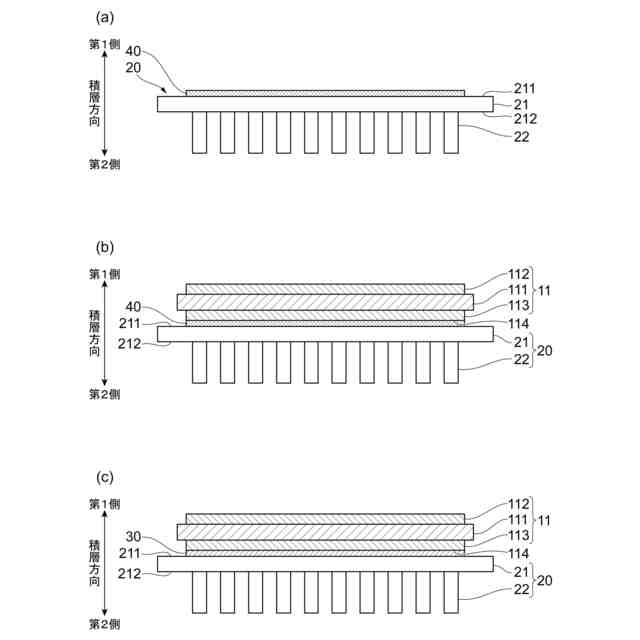
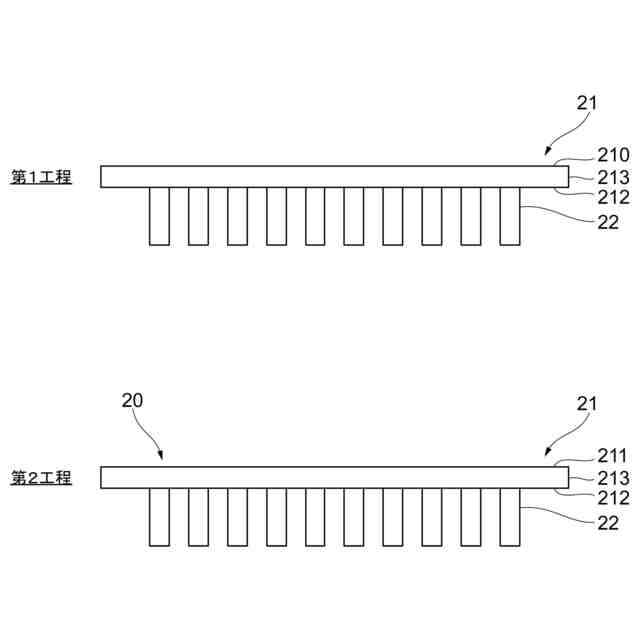
製造工程の一例を説明する図である。
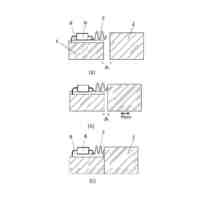
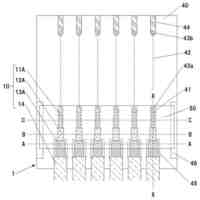
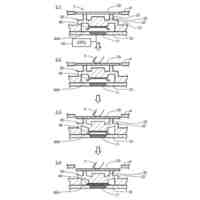
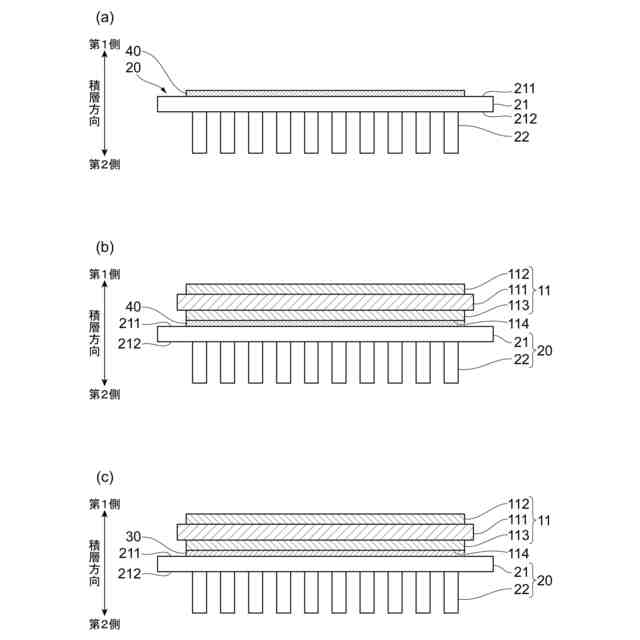
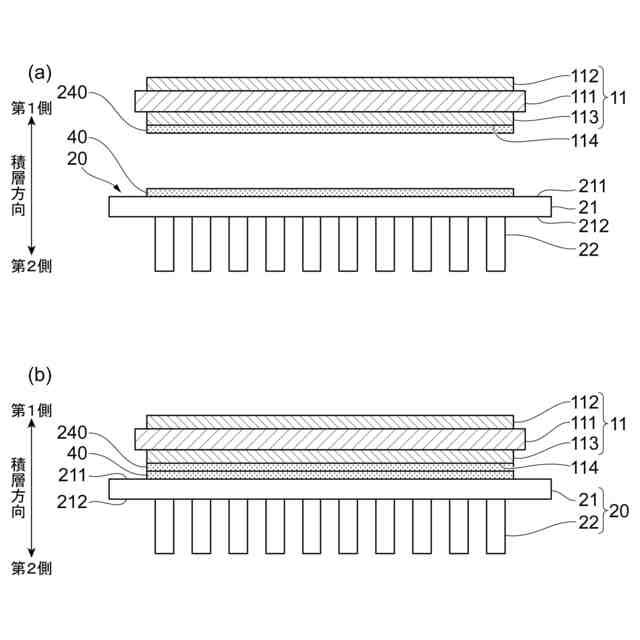
(a)は、塗布工程の一例を説明する図である。(b)は、積層工程の一例を説明する図である。(c)は、焼結工程の一例を説明する図である。
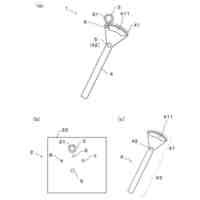
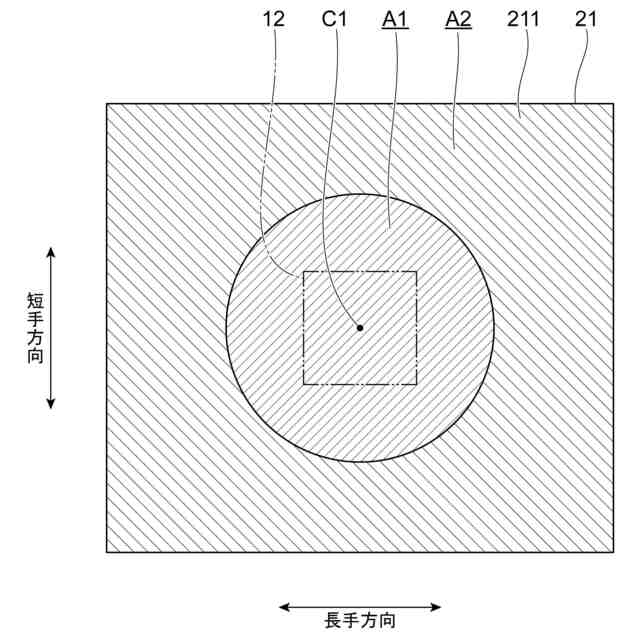
第1領域及び第2領域の一例を示す図である。
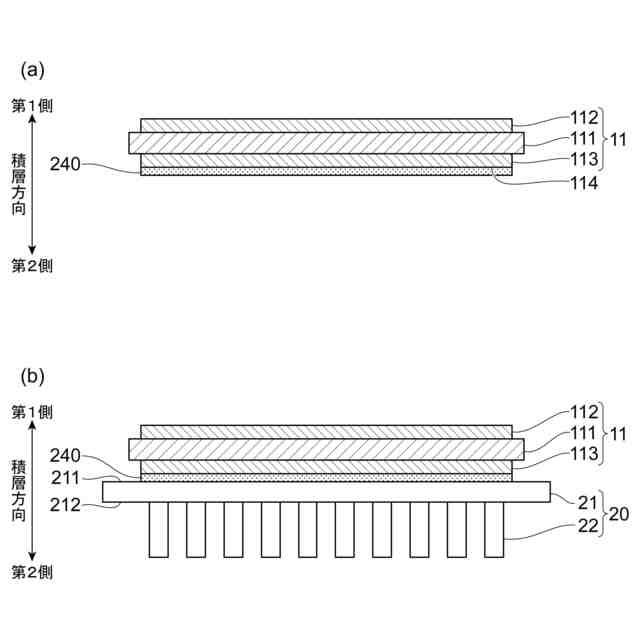
第2実施形態に係る塗布工程の一例を示す図である。
第3実施形態に係る塗布工程の一例を示す図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施の形態について詳細に説明する。
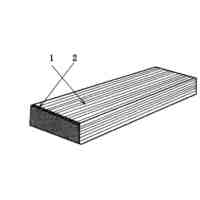
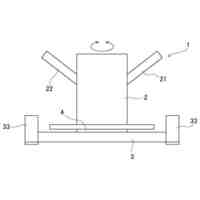
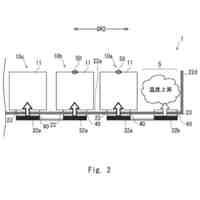
図1は、実施形態に係る半導体装置1の概略構成の一例を示す図である。
図2は、半導体モジュール10を図1のII-II部で切断した断面の一例を示す図である。
実施形態に係る半導体装置1は、半導体モジュール10と、半導体モジュール10から伝達された熱を放熱するヒートシンク20と、半導体モジュール10とヒートシンク20とを接合する接合層30とを備えている。
【0009】
半導体装置1においては、ヒートシンク20と半導体モジュール10とが積層されている。以下、ヒートシンク20と半導体モジュール10との積層方向を、単に「積層方向」と称する場合がある。また、積層方向の半導体モジュール10側(図1では上側)を「第1側」、積層方向のヒートシンク20側(図1では下側)を「第2側」と称する場合がある。また、ヒートシンク20の後述する直方体状の平板状部21における、積層方向に直交する矩形状の長手方向を単に「長手方向」、矩形状の短手方向を単に「短手方向」と称する場合がある。
【0010】
図示はしないが、半導体装置1は、例えば、冷却液が流通する内部空間を有するケースに対し、ヒートシンク20の後述するフィン22が冷却液に接触するように取り付けられて使用される。これにより、半導体モジュール10で発生し、接合層30を介してヒートシンク20へ伝導した熱が、冷却液によって放熱される。あるいは、半導体装置1は、空気が流通する空間にヒートシンク20が配置された空冷式であっても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
27日前
日東精工株式会社
端子部品
21日前
株式会社ExH
電流開閉装置
1日前
レナタ・アーゲー
電池
16日前
個人
鉄心用材料とその製造方法
6日前
株式会社クオルテック
空気電池
13日前
株式会社メルビル
ステージ
8日前
エイブリック株式会社
半導体装置
1日前
株式会社GSユアサ
蓄電装置
6日前
株式会社GSユアサ
蓄電装置
6日前
株式会社GSユアサ
蓄電装置
6日前
三菱電機株式会社
漏電遮断器
20日前
株式会社GSユアサ
蓄電装置
6日前
三洲電線株式会社
撚線
20日前
株式会社GSユアサ
蓄電装置
22日前
オムロン株式会社
電磁継電器
2日前
株式会社GSユアサ
蓄電装置
6日前
豊田鉄工株式会社
コイル部品
15日前
株式会社GSユアサ
蓄電装置
1日前
日星電気株式会社
ケーブルアセンブリ
今日
中国電力株式会社
移動用変圧器
15日前
トヨタ自動車株式会社
電源装置
1日前
住友電装株式会社
端子台
今日
ローム株式会社
チップ部品
1日前
トヨタ自動車株式会社
電池パック
1日前
住友電装株式会社
コネクタ
6日前
トヨタ自動車株式会社
電池パック
21日前
エドワーズ株式会社
冷却システム
6日前
住友電装株式会社
コネクタ
6日前
東洋電装株式会社
操作装置
2日前
株式会社GSユアサ
極板積層装置
22日前
中国電力株式会社
断路器操作構造
2日前
トヨタ自動車株式会社
電池パック
23日前
トヨタ自動車株式会社
電池パック
1日前
三菱電機株式会社
半導体装置
16日前
富士電機株式会社
半導体モジュール
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ