TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099996
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217057
出願日
2023-12-22
発明の名称
歯車の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B23F
21/16 20060101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークの歯切加工と面取り加工とを行う複合加工機の生産効率を向上させることができる歯車の製造方法を提供する。
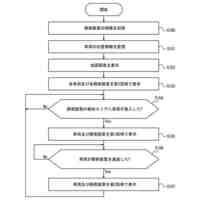
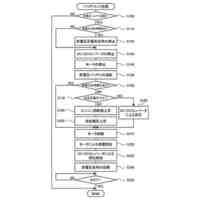
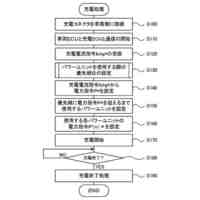
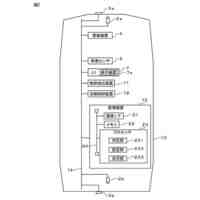
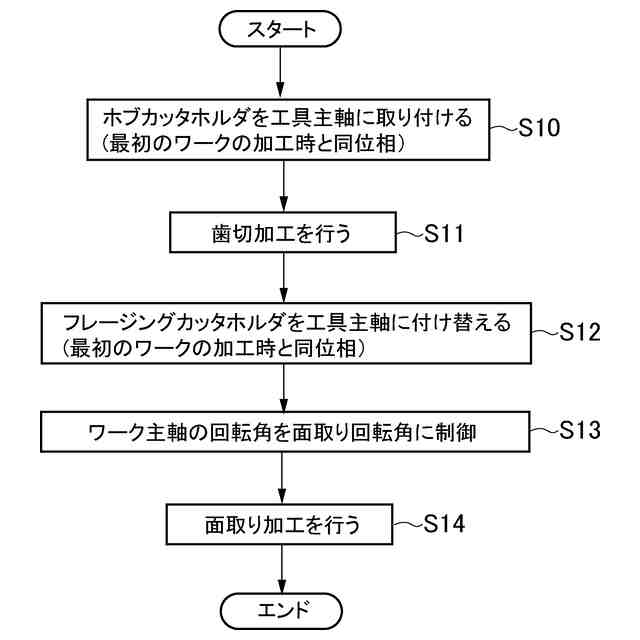
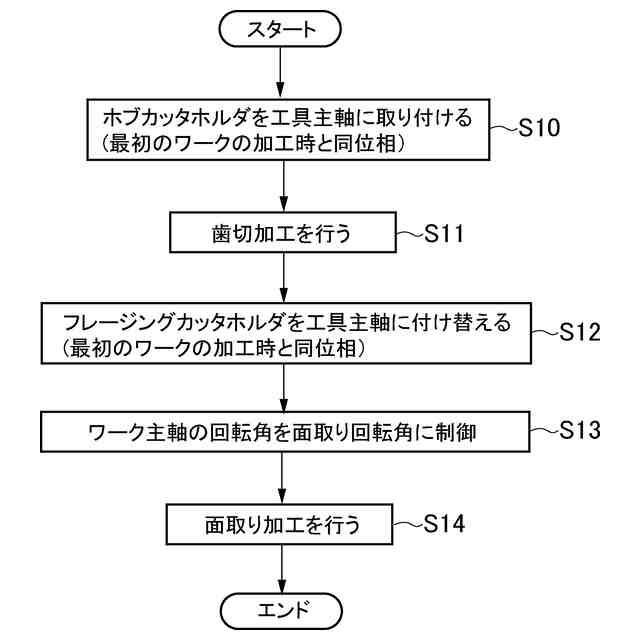
【解決手段】最初のワークの加工時に、被削歯車の歯と面取りカッタとの位相を所定の位相となるように調整し、2回目以降のワークの加工時には、歯切カッタホルダを最初のワークの加工時と同位相で工具主軸に取り付けて歯切加工を行い(ステップS10、ステップS11)、面取りカッタホルダを最初のワークの加工時と同位相で工具主軸に付け替え(ステップS12)、ワーク主軸と工具主軸との少なくともいずれか一方を回転させて位相記憶工程で記憶されたワーク主軸と工具主軸との回転位相に基づいて、ワーク主軸と工具主軸との回転位相を調整し(ステップS13)、軸位相調整工程によって調整された回転位相で面取り加工を開始する(ステップS14)。
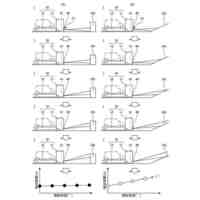
【選択図】図5
特許請求の範囲
【請求項1】
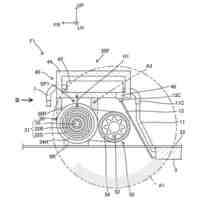
歯切カッタを有する歯切カッタホルダを工具主軸に取り付けて、ワーク主軸に取り付けられたワークを歯切加工し、面取りカッタを有する面取りカッタホルダを前記工具主軸に付け替えて、前記歯切加工されたワークである被削歯車の歯に前記面取りカッタを噛み合わせて前記被削歯車の面取り加工を行う複合加工機による歯車の製造方法であって、
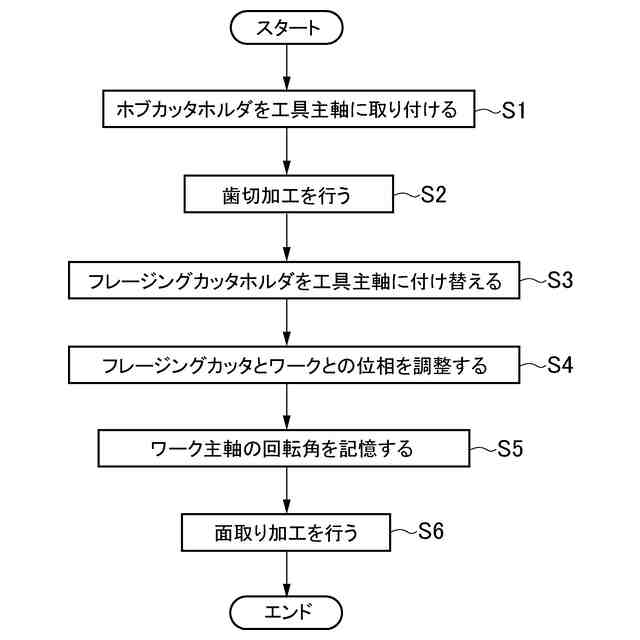
最初の前記ワークの加工時は、前記歯切加工を行う第1歯切工程と、前記工具主軸に前記面取りカッタホルダを付け替える第1工具付け替え工程と、前記被削歯車の歯と前記面取りカッタとの位相を所定の位相となるように調整する位相調整工程と、前記位相調整工程で調整した際の前記ワーク主軸と前記工具主軸との回転位相を記憶する位相記憶工程と、前記位相調整工程によって調整された前記所定の位相で前記面取り加工を開始する第1面取り工程との順に前記ワークを加工し、
2回目以降の前記ワークの加工時は、前記歯切カッタホルダを最初の前記ワークの加工時と同位相で前記工具主軸に取り付けて前記歯切加工を行う第2歯切工程と、前記面取りカッタホルダを最初の前記ワークの加工時と同位相で前記工具主軸に付け替える第2工具付け替え工程と、前記ワーク主軸と前記工具主軸との少なくともいずれか一方を回転させて前記位相記憶工程で記憶された前記ワーク主軸と前記工具主軸との回転位相に基づいて、前記ワーク主軸と前記工具主軸との回転位相を調整する軸位相調整工程と、前記軸位相調整工程によって調整された回転位相で前記面取り加工を開始する第2面取り加工工程との順に前記ワークを加工する
ことを特徴とする歯車の製造方法。
続きを表示(約 890 文字)
【請求項2】
請求項1に記載の歯車の製造方法であって、
前記第2歯切工程において、前記歯切カッタと前記ワークとの接触位置を前記第1歯切工程から変更するホブシフトを行う場合に、前記軸位相調整工程において、前記ホブシフトによる前記面取りカッタと前記ワークとの位相の変化分、前記ワーク主軸と前記工具主軸との回転位相を補正して、前記ワーク主軸と前記工具主軸との回転位相を調整する
ことを特徴とする歯車の製造方法。
【請求項3】
請求項1に記載の歯車の製造方法であって、
前記歯切カッタホルダに取り付ける前記歯切カッタを交換した直後の前記ワークの加工時には、前記軸位相調整工程に代えて、前記被削歯車の歯と前記面取りカッタとの位相を所定の位相となるように再度調整するとともに、前記位相記憶工程において記憶された前記ワーク主軸と前記工具主軸との回転位相を、その再調整時における前記ワーク主軸と前記工具主軸との回転位相に更新する
ことを特徴とする歯車の製造方法。
【請求項4】
請求項1に記載の歯車の製造方法であって、
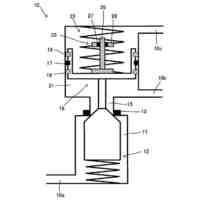
前記面取りカッタホルダは、弾性力によって一方側に押圧されるとともに、その押圧方向に往復動可能に設けられた位相決め装置を備え、
前記位相調整工程は、前記面取りカッタホルダを所定の位置に保持するとともに、前記ワーク主軸を回転可能とした状態で、前記ワーク主軸を移動させることにより、前記位相決め装置によって前記被削歯車の歯が押圧されて前記ワーク主軸が回転して、前記被削歯車の歯と前記面取りカッタとの位相を所定の位相となるように調整する
ことを特徴とする歯車の製造方法。
【請求項5】
請求項1ないし4のいずれか一項に記載の歯車の製造方法であって、
前記歯切カッタホルダと前記工具主軸とは、常時、同一の位相で組み付けられ、
前記面取りカッタホルダと前記工具主軸とは、常時、同一の位相で組み付けられるように構成されている
ことを特徴とする歯車の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合加工機によってワークに歯切加工および面取り加工を施して歯車を製造する方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、歯切加工された被削歯車をワーク支持部に取り付け、その被削歯車の歯幅方向における両端の角部を、フレージングカッタによって押圧して面取りするように構成された歯車加工装置が記載されている。なお、この歯車加工装置は、フレージングカッタによって被削歯車の角部を面取りすることによる、歯面の盛り上がりを抑制するために、ワーク支持部と、フレージングカッタを支持するカッタ支持部との軸交差角や、フレージングカッタの歯先半径などを規定している。
【先行技術文献】
【特許文献】
【0003】
特開2010-120106号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された歯車加工装置のようにフレージングカッタによって被削歯車の角部の面取りを行う場合には、フレージングカッタの歯と、被削歯車の歯との位相を一致させた状態で面取りを行う。したがって、ワークに歯切加工を行って被削歯車を成形し、その後、被削歯車の面取りを行うための歯車加工装置に被削歯車を取り付けて面取りを行う場合には、面取り加工を行う都度、被削歯車とフレージングカッタとの位相を一致させることになり、複数の歯車を製造する際の生産性が低下する可能性がある。
【0005】
また、フレージングカッタを支持する部材に、被削歯車の位相を定めるためのプローブなどを用いた接触式の位相決めピンを設けた場合には、面取り加工によって生じる加工粉などによって位相決めピンの動作抵抗が次第に大きくなる場合や、一期目ピンと被削歯車の歯との間に加工粉が噛み込む場合がある。そのような場合には、被削歯車の歯とフレージングカッタの歯との位相を正確に合わせることができず、メンテナンスを行うために設備を停止するなどによって生産性が低下する可能性がある。
【0006】
本発明は上記の技術的課題に着目してなされたものであり、ワークの歯切加工と面取り加工とを行う複合加工機の生産効率を向上させることができる歯車の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、歯切カッタを有する歯切カッタホルダを工具主軸に取り付けて、ワーク主軸に取り付けられたワークを歯切加工し、面取りカッタを有する面取りカッタホルダを前記工具主軸に付け替えて、前記歯切加工されたワークである被削歯車の歯に前記面取りカッタを噛み合わせて前記被削歯車の面取り加工を行う複合加工機による歯車の製造方法であって、最初の前記ワークの加工時は、前記歯切加工を行う第1歯切工程と、前記工具主軸に前記面取りカッタホルダを付け替える第1工具付け替え工程と、前記被削歯車の歯と前記面取りカッタとの位相を所定の位相となるように調整する位相調整工程と、前記位相調整工程で調整した際の前記ワーク主軸と前記工具主軸との回転位相を記憶する位相記憶工程と、前記位相調整工程によって調整された前記所定の位相で前記面取り加工を開始する第1面取り工程との順に前記ワークを加工し、2回目以降の前記ワークの加工時は、前記歯切カッタホルダを最初の前記ワークの加工時と同位相で前記工具主軸に取り付けて前記歯切加工を行う第2歯切工程と、前記面取りカッタホルダを最初の前記ワークの加工時と同位相で前記工具主軸に付け替える第2工具付け替え工程と、前記ワーク主軸と前記工具主軸との少なくともいずれか一方を回転させて前記位相記憶工程で記憶された前記ワーク主軸と前記工具主軸との回転位相に基づいて、前記ワーク主軸と前記工具主軸との回転位相を調整する軸位相調整工程と、前記軸位相調整工程によって調整された回転位相で前記面取り加工を開始する第2面取り加工工程との順に前記ワークを加工することを特徴とする製造方法である。
【0008】
本発明では、前記第2歯切工程において、前記歯切カッタと前記ワークとの接触位置を前記第1歯切工程から変更するホブシフトを行う場合に、前記軸位相調整工程において、前記ホブシフトによる前記面取りカッタと前記ワークとの位相の変化分、前記ワーク主軸と前記工具主軸との回転位相を補正して、前記ワーク主軸と前記工具主軸との回転位相を調整してよい。
【0009】
本発明では、前記歯切カッタホルダに取り付ける前記歯切カッタを交換した直後の前記ワークの加工時には、前記軸位相調整工程に代えて、前記被削歯車の歯と前記面取りカッタとの位相を所定の位相となるように再度調整するとともに、前記位相記憶工程において記憶された前記ワーク主軸と前記工具主軸との回転位相を、その再調整時における前記ワーク主軸と前記工具主軸との回転位相に更新してよい。
【0010】
本発明では、前記面取りカッタホルダは、弾性力によって一方側に押圧されるとともに、その押圧方向に往復動可能に設けられた位相決め装置を備え、前記位相調整工程は、前記面取りカッタホルダを所定の位置に保持するとともに、前記ワーク主軸を回転可能とした状態で、前記ワーク主軸を移動させることにより、前記位相決め装置によって前記被削歯車の歯が押圧されて前記ワーク主軸が回転して、前記被削歯車の歯と前記面取りカッタとの位相を所定の位相となるように調整してよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
電池
1日前
トヨタ自動車株式会社
膜体
15日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
方法
27日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
方法
13日前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
減圧弁
2日前
トヨタ自動車株式会社
光電極
今日
トヨタ自動車株式会社
自動車
7日前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
充電器
27日前
トヨタ自動車株式会社
モータ
8日前
トヨタ自動車株式会社
モータ
6日前
トヨタ自動車株式会社
ロータ
2日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
制御装置
15日前
トヨタ自動車株式会社
制御装置
15日前
トヨタ自動車株式会社
判定装置
7日前
トヨタ自動車株式会社
評価方法
15日前
トヨタ自動車株式会社
駆動装置
9日前
トヨタ自動車株式会社
充電設備
15日前
トヨタ自動車株式会社
コネクタ
15日前
トヨタ自動車株式会社
路側装置
27日前
トヨタ自動車株式会社
コネクタ
2日前
トヨタ自動車株式会社
監視装置
6日前
トヨタ自動車株式会社
熱交換器
2日前
トヨタ自動車株式会社
電動車両
6日前
トヨタ自動車株式会社
診断装置
6日前
トヨタ自動車株式会社
評価装置
5日前
トヨタ自動車株式会社
記録装置
6日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ