TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098799
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023215173
出願日
2023-12-20
発明の名称
電力変換装置の製造方法、電力変換装置
出願人
Astemo株式会社
代理人
弁理士法人サンネクスト国際特許事務所
主分類
H01L
23/473 20060101AFI20250625BHJP(基本的電気素子)
要約
【課題】信頼性の向上、生産性の向上、放熱性の向上を実現する電力変換装置の製造方法および電力変換装置を提供する。
【解決手段】
複数のパワーモジュールと前記複数のパワーモジュールに対応する放熱部材とを、板状の絶縁部材を介して熱的に接続する電力変換装置の製造方法であって、前記絶縁部材と前記放熱部材とを第1接着層により接着することで複数の第1組立体を形成し、前記パワーモジュールを放熱するための冷媒が流通する流路の流路壁を形成する冷却流路部材に対して、前記複数の第1組立体を組み付ける第1接着工程を行い、前記第1接着工程後に、前記絶縁部材と前記パワーモジュールとを第2接着層により接着する第2接着工程を行う。
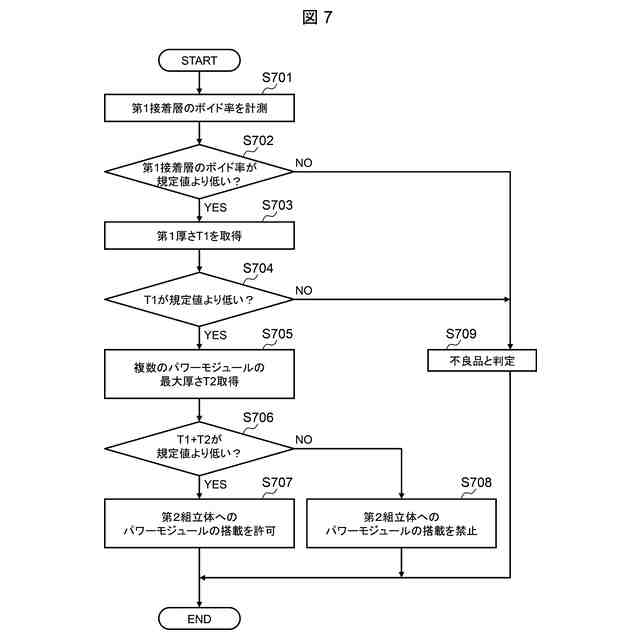
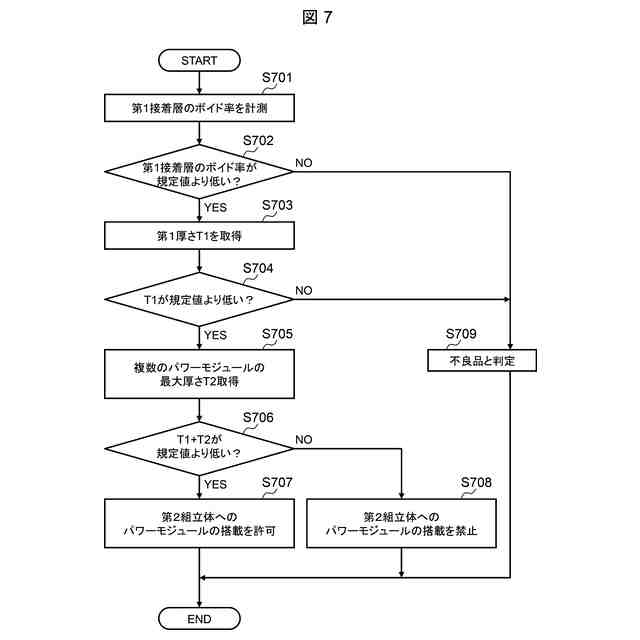
【選択図】図7
特許請求の範囲
【請求項1】
複数のパワーモジュールと前記複数のパワーモジュールに対応する放熱部材とを、板状の絶縁部材を介して熱的に接続する電力変換装置の製造方法であって、
前記絶縁部材と前記放熱部材とを第1接着層により接着することで複数の第1組立体を形成し、前記パワーモジュールを放熱するための冷媒が流通する流路の流路壁を形成する冷却流路部材に対して、前記複数の第1組立体を組み付ける第1接着工程を行い、
前記第1接着工程後に、前記絶縁部材と前記パワーモジュールとを第2接着層により接着する第2接着工程を行う
電力変換装置の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
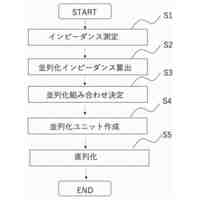
前記第1接着工程後において、前記第2接着工程を開始する前に、前記第1接着層の接着状態を検査する検査工程を行う
請求項1に記載の電力変換装置の製造方法。
【請求項3】
前記検査工程において、
前記第1接着層のボイド率が第1規定値より低いかどうかを判断し、
前記ボイド率が第1規定値より低い場合、前記第1接着層の厚さである第1厚さが第2規定値よりも低いかどうかを判断し、
前記第1厚さが前記第2規定値より低い場合、前記第1厚さと前記複数のパワーモジュールの最大厚さである第2厚さとの合計値が、第3規定値よりも低いかどうかを判断し、
前記合計値が前記第3規定値よりも低い場合、前記第2接着工程を行う
請求項2に記載の電力変換装置の製造方法。
【請求項4】
第1接着層および第2接着層の主成分を樹脂とする
請求項1に記載の電力変換装置の製造方法。
【請求項5】
前記第1接着工程において、前記絶縁部材が前記第1接着層に覆われるように加圧する
請求項1に記載の電力変換装置の製造方法。
【請求項6】
前記第1接着工程において、前記放熱部材上で前記絶縁部材を配置する配置領域を規定するため、前記放熱部材に位置決め部を設ける
請求項1に記載の電力変換装置の製造方法。
【請求項7】
前記第1接着工程において、前記放熱部材における前記流路側の面における最小二乗平面と、前記絶縁部材の面における最小二乗平面と、によって形成する角度を10度以下にする
請求項1に記載の電力変換装置の製造方法。
【請求項8】
前記第1接着層のせん断力を、前記第2接着層のせん断力よりも高くする
請求項1に記載の電力変換装置の製造方法。
【請求項9】
前記第2接着層の熱伝導率を、前記第1接着層の熱伝導率よりも高くする
請求項1に記載の電力変換装置の製造方法。
【請求項10】
前記放熱部材において前記流路側に放熱フィンを設け、
前記冷却流路部材において前記放熱フィンに接触する面に弾性付勢部を設け、
前記第1接着工程では、前記組立体を前記冷却流路部材に対してシール部材を用いて組み付け、
前記第2接着工程後に、前記パワーモジュールに対して前記放熱部材を加圧する
電力変換装置の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、電力変換装置の製造方法、電力変換装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
パワー半導体素子のスイッチングによって電力変換を行う電力変換装置は、変換効率が高いことから、民生用、車載用、鉄道用、変電設備等に幅広く利用されている。このような電力変換装置の構成例として、下記の特許文献1には、放熱部材である水路と絶縁部材の間や、絶縁部材とパワーモジュールの間に、それぞれ接着層が設けられている構成が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-93593号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の技術では、各パワーモジュールの厚さにばらつきがある場合、パワーモジュールと放熱部材との間に設けられる板状の絶縁部材は、放熱部材の面に対して傾いてしまう可能性があり、熱応力による剥離の課題が生じる。また、組み付け工程時のばらつきを解消するため絶縁部材とパワーモジュールの間に設けられている接着層を厚くすると、熱抵抗による信頼性低下や放熱性の低下が生じる。
【課題を解決するための手段】
【0005】
複数のパワーモジュールと前記複数のパワーモジュールに対応する放熱部材とを、板状の絶縁部材を介して熱的に接続する電力変換装置の製造方法であって、前記絶縁部材と前記放熱部材とを第1接着層により接着することで複数の第1組立体を形成し、前記パワーモジュールを放熱するための冷媒が流通する流路の流路壁を形成する冷却流路部材に対して、前記複数の第1組立体を組み付ける第1接着工程を行い、前記第1接着工程後に、前記絶縁部材と前記パワーモジュールとを第2接着層により接着する第2接着工程を行う。
【発明の効果】
【0006】
本発明によれば、信頼性の向上、生産性の向上、放熱性の向上を実現する電力変換装置の製造方法および電力変換装置を提供できる。
【図面の簡単な説明】
【0007】
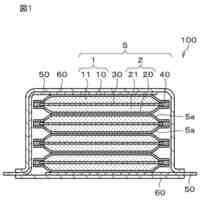
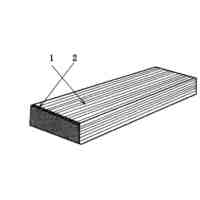
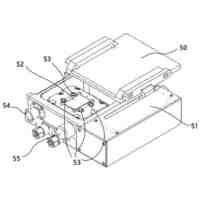
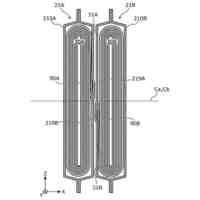
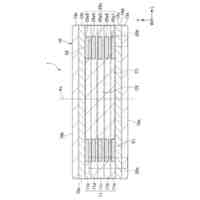
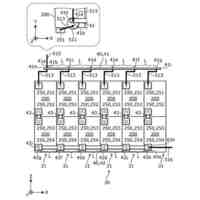
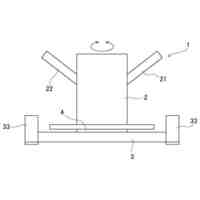
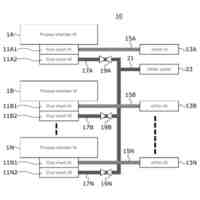
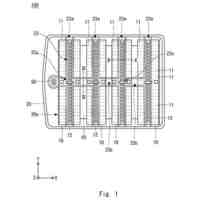
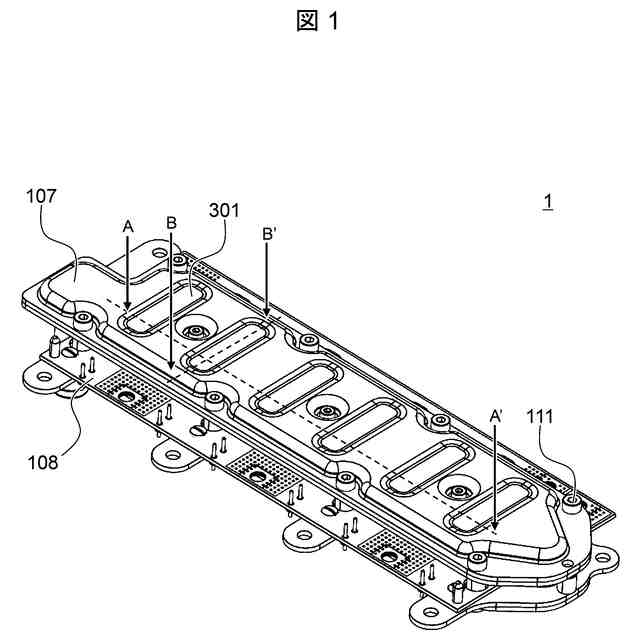
本発明の電力変換装置の全体図。
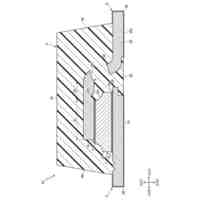
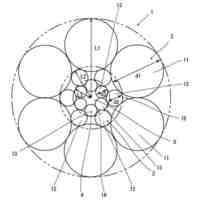
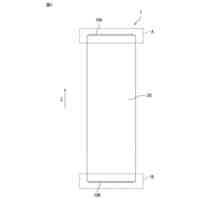
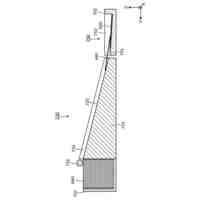
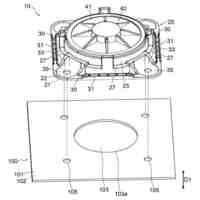
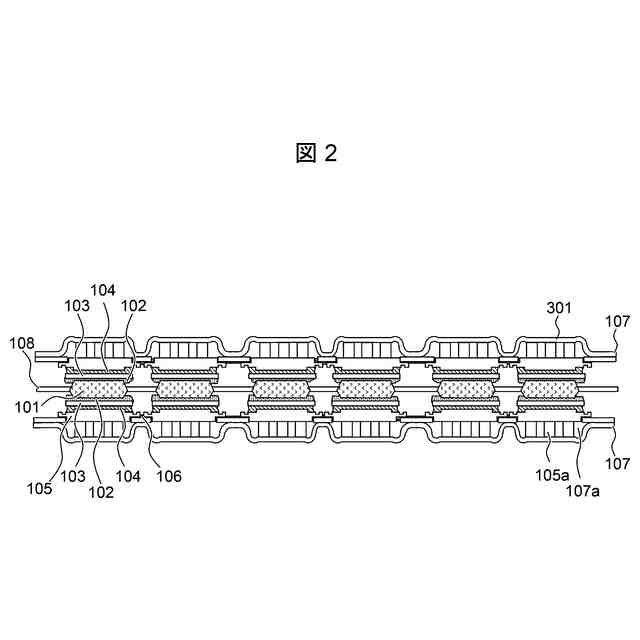
図1のA-A’断面図。
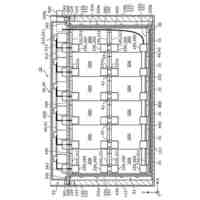
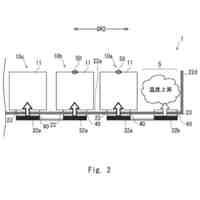
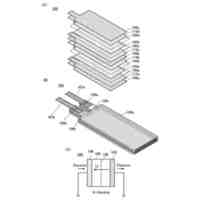
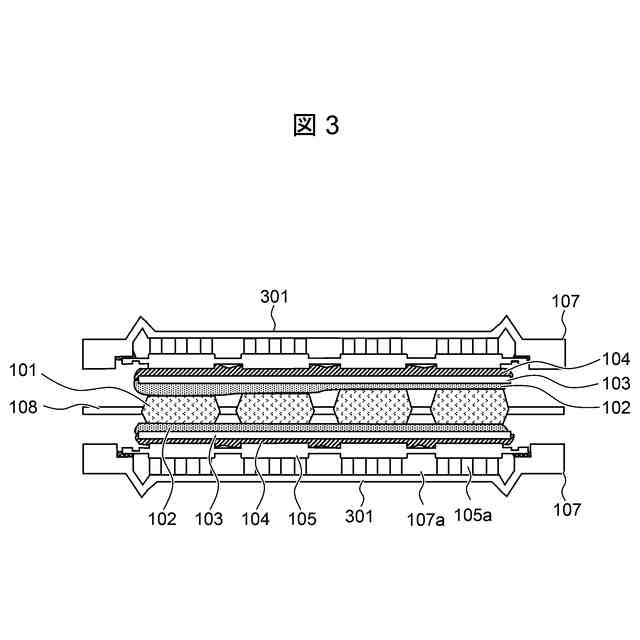
図1のB-B’断面図。
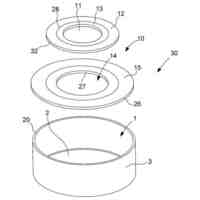
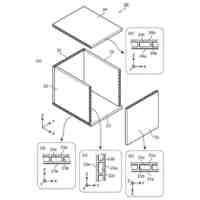
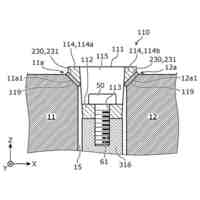
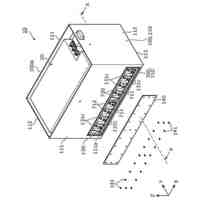
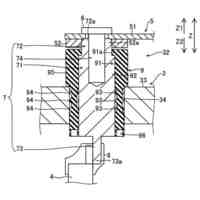
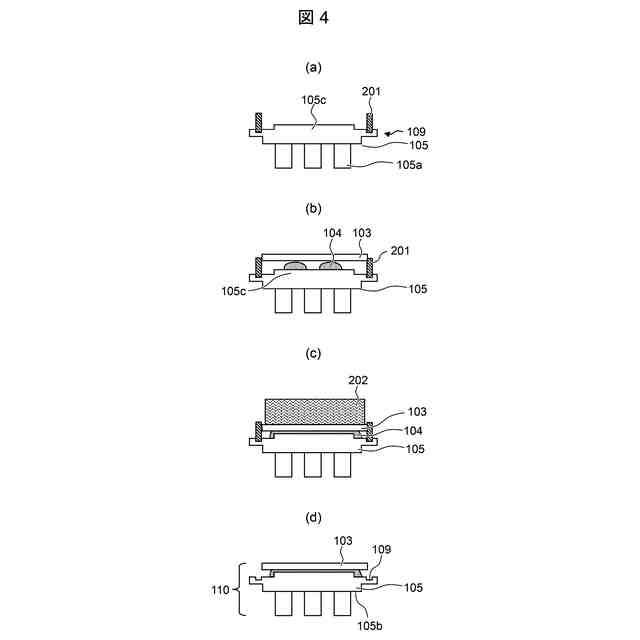
本発明の電力変換装置の製造方法に係る、第1接着工程を説明する断面図。
本発明の電力変換装置の製造方法に係る、第1接着工程を説明する断面図。
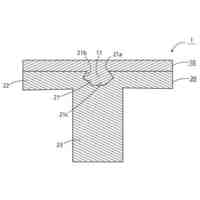
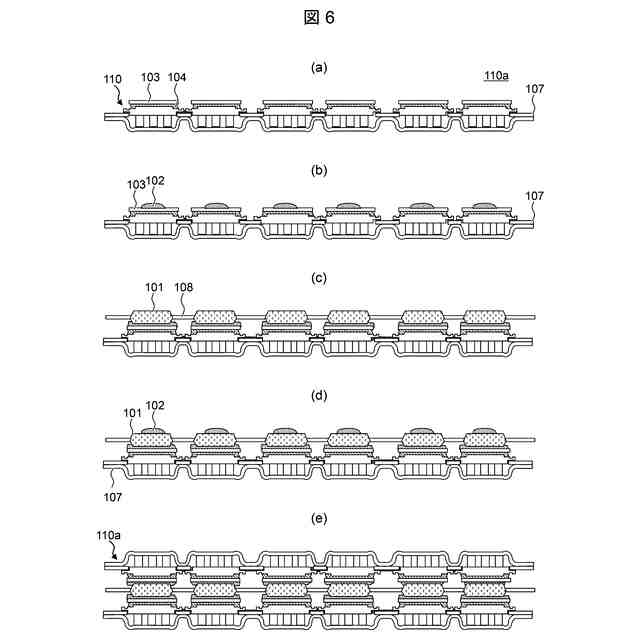
本発明の電力変換装置の製造方法に係る、第2接着工程を説明する断面図。
本発明の電力変換装置の製造方法に係る、検査工程を説明するフローチャート。
【発明を実施するための形態】
【0008】
以下、図面を参照して本発明の実施形態を説明する。以下の記載および図面は、本発明を説明するための例示であって、説明の明確化のため、適宜、省略および簡略化がなされている。本発明は、他の種々の形態でも実施することが可能である。特に限定しない限り、各構成要素は単数でも複数でも構わない。
【0009】
図面において示す各構成要素の位置、大きさ、形状、範囲などは、発明の理解を容易にするため、実際の位置、大きさ、形状、範囲などを表していない場合がある。このため、本発明は、必ずしも、図面に開示された位置、大きさ、形状、範囲などに限定されない。
【0010】
(本発明の電力変換装置の全体構成)
(図1~図3)
電力変換装置1は、図示しない半導体素子を備える半導体装置である複数のパワーモジュール101と、複数のパワーモジュール101の両面側において、複数のパワーモジュール101を放熱するための冷媒が流通する冷却流路107aの流路壁を形成する冷却流路部材107と、を有する。図2および図3の断面図に示す電力変換装置1の構成は一例であるが、電力変換装置1は、短手方向に4列、長手方向に6列の合計24個のパワーモジュール101を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
21日前
日東精工株式会社
端子部品
15日前
レナタ・アーゲー
電池
10日前
株式会社電知
組電池の製造方法
28日前
株式会社クオルテック
空気電池
7日前
個人
鉄心用材料とその製造方法
今日
ローム株式会社
半導体装置
22日前
株式会社メルビル
ステージ
2日前
株式会社GSユアサ
蓄電装置
28日前
株式会社GSユアサ
蓄電装置
16日前
太陽誘電株式会社
コイル部品
22日前
株式会社GSユアサ
蓄電装置
今日
株式会社GSユアサ
蓄電装置
今日
豊田鉄工株式会社
コイル部品
9日前
株式会社GSユアサ
蓄電装置
今日
三洲電線株式会社
撚線
14日前
株式会社GSユアサ
蓄電装置
今日
三菱電機株式会社
漏電遮断器
14日前
株式会社GSユアサ
蓄電装置
今日
トヨタ自動車株式会社
二次電池
23日前
中国電力株式会社
移動用変圧器
9日前
株式会社村田製作所
電池
22日前
株式会社高田製作所
電源切替器
22日前
株式会社不二越
ソレノイド
27日前
住友電装株式会社
コネクタ
今日
住友電装株式会社
コネクタ
今日
エドワーズ株式会社
冷却システム
今日
株式会社GSユアサ
極板積層装置
16日前
トヨタ自動車株式会社
電池パック
17日前
矢崎総業株式会社
コネクタ
23日前
トヨタ自動車株式会社
電池パック
15日前
株式会社ニフコ
構造体
21日前
株式会社村田製作所
二次電池
今日
株式会社半導体エネルギー研究所
二次電池
28日前
三菱電機株式会社
半導体装置
10日前
株式会社アイシン
回転電機駆動装置
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ