TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082598
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023196038
出願日
2023-11-17
発明の名称
空気入りタイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29D
30/32 20060101AFI20250522BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 ビード部の損傷を抑制することができる空気入りタイヤの製造方法を提供する。
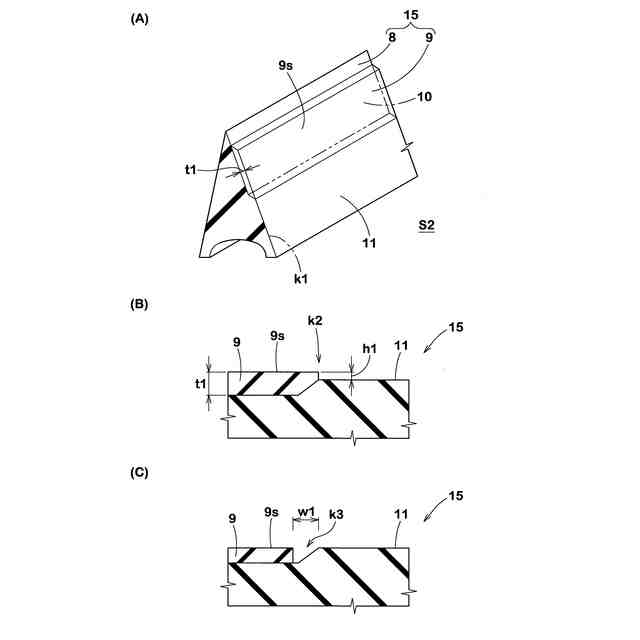
【解決手段】 空気入りタイヤの製造方法である。ビードエーペックスゴム8の外側面に、エッジストリップ9を配置するための段差状の凹部10を予め形成したビードエーペックスゴム8を成型する工程と、ビードエーペックスゴム8の凹部10に、エッジストリップ9を配置したビードエーペックス複合体15を成型する工程と、カーカスプライの折返し部を形成するために、カーカスプライのうちビードコアからはみ出した部分を、ビードコアの周りで折返してエッジストリップ9上に配置する折返し工程と、を含む。
【選択図】 図7
特許請求の範囲
【請求項1】
トレッド部と、
一対のサイドウォール部と、
ビードコアが埋設された一対のビード部と、
前記一対のビード部の間をトロイド状に延びるカーカスと、を含み、
前記カーカスは、前記一対の前記ビードコアの間を跨る本体部と、それぞれの前記ビード部において、前記ビードコアの周りをタイヤ軸方向内側から外側に折り返された折返し部とを含むカーカスプライを含み、
前記それぞれのビード部において、前記本体部と前記折返し部との間には、前記ビードコアからタイヤ半径方向外側に延びるビードエーペックスゴムと、前記ビードエーペックスゴムのタイヤ軸方向の外側面と前記折返し部との間に挟まれたエッジストリップとを
含む、空気入りタイヤの製造方法であって、
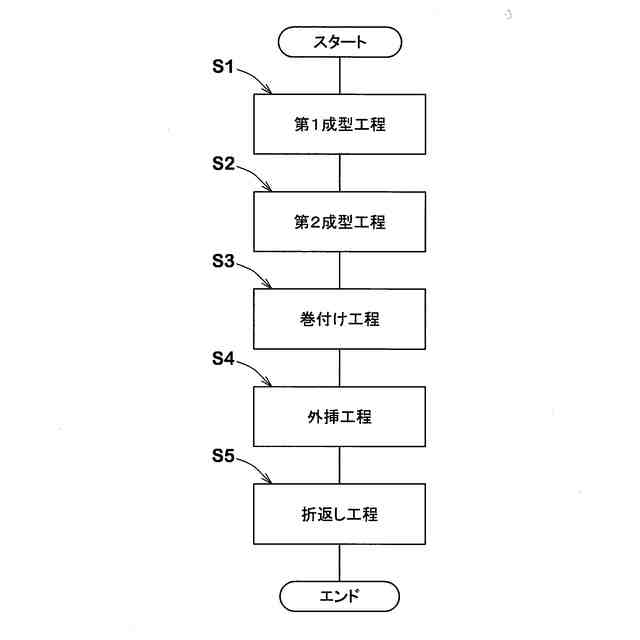
前記ビードエーペックスゴムの前記外側面に、前記エッジストリップを配置するための段差状の凹部を予め形成した前記ビードエーペックスゴムを成型する工程と、
前記ビードエーペックスゴムの前記凹部に、前記エッジストリップを配置したビードエーペックス複合体を成型する工程と、
前記カーカスプライを成型ドラム上に、円筒状に巻きつける工程と、
前記円筒状のカーカスプライに、前記ビードコア及び前記ビードエーペックス複合体を外挿する工程と、
前記カーカスプライの前記折返し部を形成するために、前記カーカスプライのうち前記ビードコアからはみ出した部分を、前記ビードコアの周りで折返して前記エッジストリップ上に配置する折返し工程と、を含む、
空気入りタイヤの製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記ビードエーペックスゴムを成型する工程は、未加硫ゴムを、前記凹部を成型可能なダイプレートから押し出すことにより行われる、請求項1に記載の空気入りタイヤの製造方法。
【請求項3】
前記ビードエーペックスゴムの前記外側面は、前記凹部と、前記凹部のタイヤ半径方向側に位置する根本面とを含み、
前記凹部の底面と前記根本面とは、前記底面に対して25~65度の角度を有する斜面により接続されている、請求項1に記載の空気入りタイヤの製造方法。
【請求項4】
前記ビードエーペックス複合体を成型する工程は、前記エッジストリップの表面と前記根本面とが滑らかに連続するように、両者を接合する工程を含む、請求項3に記載の空気入りタイヤの製造方法。
【請求項5】
前記折返し工程では、前記折返し部のタイヤ半径方向の外端は、前記エッジストリップ上に位置する、請求項1に記載の空気入りタイヤの製造方法。
【請求項6】
前記エッジストリップは、厚さが1.0~1.5mmのシート状である、請求項1ないし4のいずれか1項に記載の空気入りタイヤの製造方法。
【請求項7】
前記ダイプレートは、前記未加硫ゴムが吐出される吐出口を含み、
前記吐出口は、前記ビードエーペックスゴムの前記外側面を成形する第1開口縁を含み、
前記第1開口縁は、前記凹部の底面を形成する第1部分と、前記凹部のタイヤ半径方向側に位置する根本面を形成する第2部分と、前記凹部の前記底面と前記根本面とを接続する斜面を形成する第3部分とを含む、請求項2に記載の空気入りタイヤの製造方法。
【請求項8】
前記第1部分と前記第2部分とは、前記第1部分に対して25~65度の角度を有する前記第3部分により接続されている、請求項7に記載の空気入りタイヤの製造方法。
【請求項9】
前記吐出口は、前記ビードエーペックスゴムのタイヤ軸方向の内側面を成形する第2開口縁を含み、
前記ダイプレートは、前記第1開口縁を含む第1型と、前記第1型と繋がり、かつ、前記第2開口縁を含む第2型とを含む、請求項7又は8に記載の空気入りタイヤの製造方法。
【請求項10】
前記第1型は、前記ビードエーペックスゴムのタイヤ半径方向の外端を成形する第1端を含んで前記第2型と繋がる第1継面を含み、
前記第1部分は、前記第1継面と滑らかに連続するように繋がる、請求項9に記載の空気入りタイヤの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、空気入りタイヤの製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
下記特許文献1には、断面三角状のビードフィラと、端部が前記ビードフィラ及びビードコアを挟み込むように折り返され、前記ビードフィラのタイヤ幅方向内側面に少なくとも接合されるカーカスプライとを備えた空気入りタイヤが記載されている。前記ビードフィラには、複数のエア抜き溝が設けられている。このような空気入りタイヤは、前記ビードフィラと前記カーカスプライとを的確に接合することができるとされている。
【先行技術文献】
【特許文献】
【0003】
特開2014-076752号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、ビードエーペックスゴムのタイヤ軸方向の外側面に、エッジストリップを配した空気入りタイヤが提案されている。このような空気入りタイヤにおいても、前記ビードエーペックスゴムと前記カーカスプライとの接着性を高めて、ビード部の損傷を抑制することが求められている。
【0005】
本発明は、以上のような実状に鑑み案出されたもので、ビード部の損傷を抑制することができる空気入りタイヤの製造方法を提供することを主たる目的としている。
【課題を解決するための手段】
【0006】
本発明は、トレッド部と、一対のサイドウォール部と、ビードコアが埋設された一対のビード部と、前記一対のビード部の間をトロイド状に延びるカーカスと、を含み、前記カーカスは、前記一対の前記ビードコアの間を跨る本体部と、それぞれの前記ビード部において、前記ビードコアの周りをタイヤ軸方向内側から外側に折り返された折返し部とを含むカーカスプライを含み、前記それぞれのビード部において、前記本体部と前記折返し部との間には、前記ビードコアからタイヤ半径方向外側に延びるビードエーペックスゴムと、前記ビードエーペックスゴムのタイヤ軸方向の外側面と前記折返し部との間に挟まれたエッジストリップとを含む、空気入りタイヤの製造方法であって、前記ビードエーペックスゴムの前記外側面に、前記エッジストリップを配置するための段差状の凹部を予め形成した前記ビードエーペックスゴムを成型する工程と、前記ビードエーペックスゴムの前記凹部に、前記エッジストリップを配置したビードエーペックス複合体を成型する工程と、前記カーカスプライを成型ドラム上に、円筒状に巻きつける工程と、前記円筒状のカーカスプライに、前記ビードコア及び前記ビードエーペックス複合体を外挿する工程と、前記カーカスプライの前記折返し部を形成するために、前記カーカスプライのうち前記ビードコアからはみ出した部分を、前記ビードコアの周りで折返して前記エッジストリップ上に配置する折返し工程と、を含む、空気入りタイヤの製造方法である。
【発明の効果】
【0007】
本発明の空気入りタイヤの製造方法は、上記の構成を採用することで、ビード部の損傷を抑制することができる。
【図面の簡単な説明】
【0008】
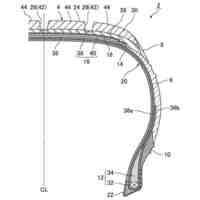
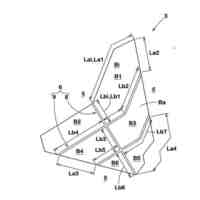
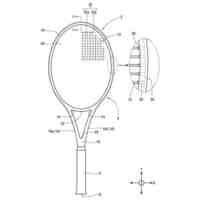
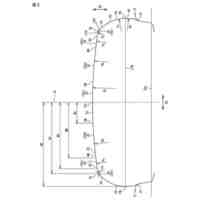
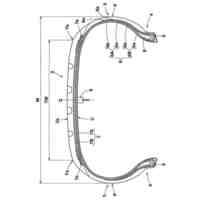
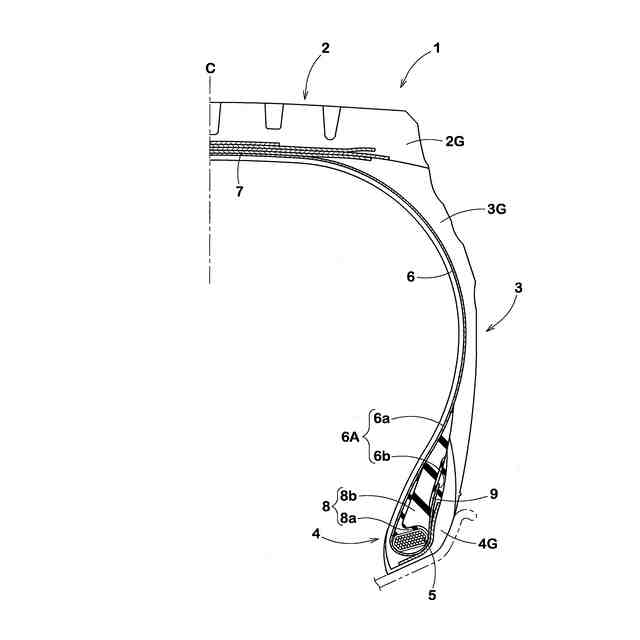
本発明の空気入りタイヤの製造方法で製造される空気入りタイヤの一実施形態の右半分のタイヤ子午線断面図である。
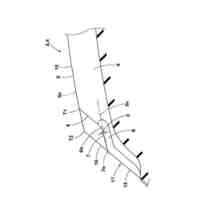
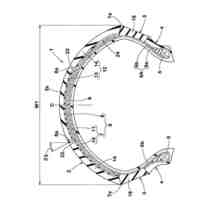
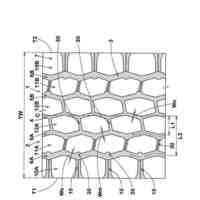
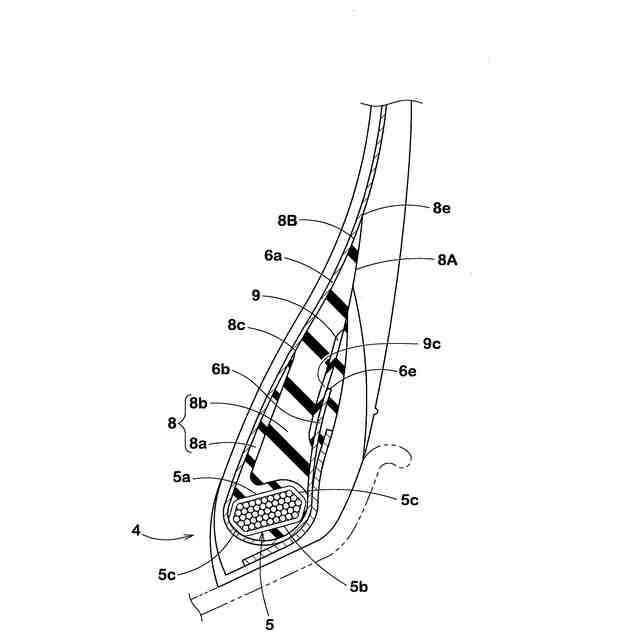
図1の空気入りタイヤのビード部の拡大図である。
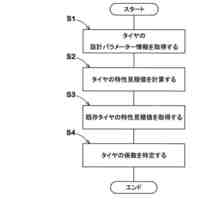
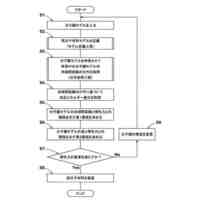
本発明の空気入りタイヤの製造方法の手順を示すフローチャートである。
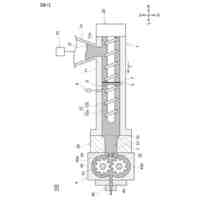
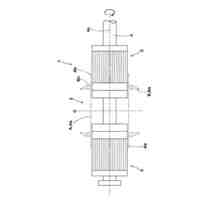
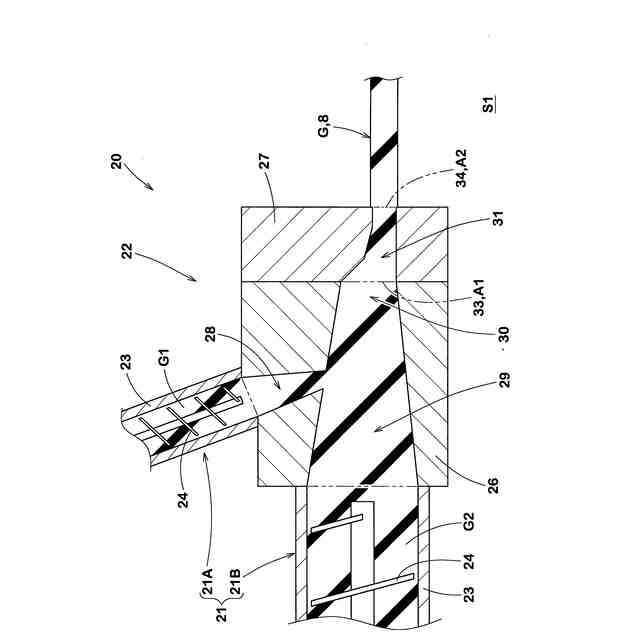
第1成型工程S1を概念的に説明する図である。
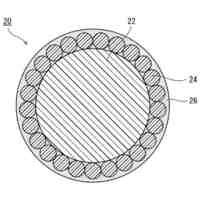
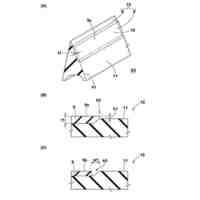
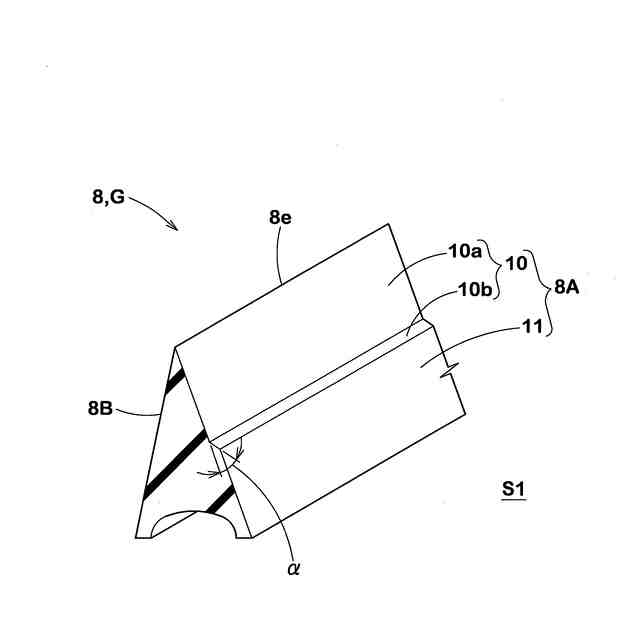
ダイプレートから押し出されたビードエーペックスゴムの断面斜視図である。
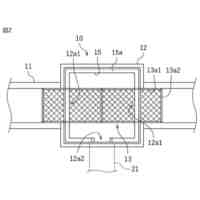
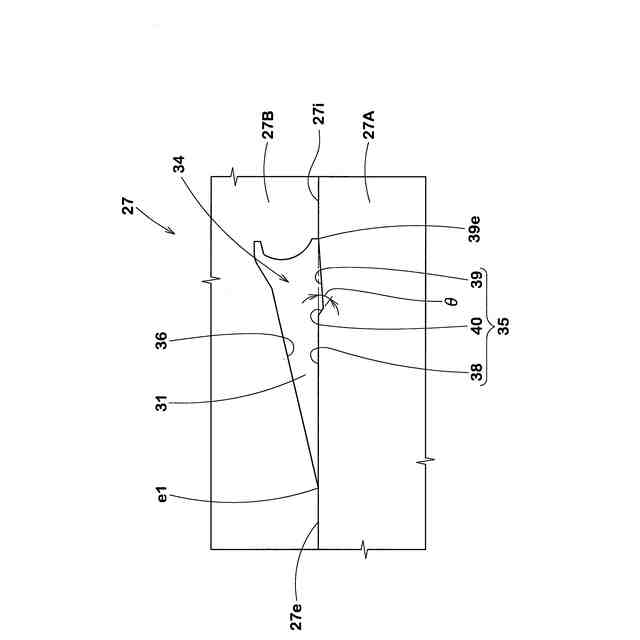
ダイプレートを吐出口側から見た平面図である。
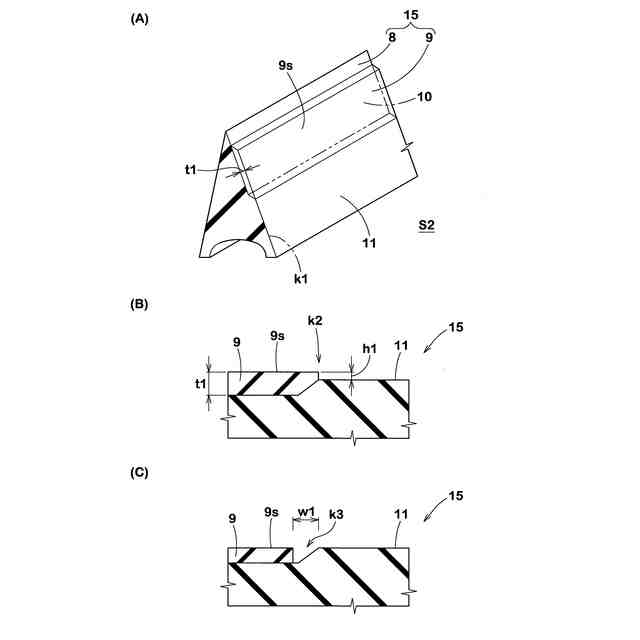
(A)は、ビードエーペックス複合体の断面斜視図、(B)及び(C)は、他の実施形態のビードエーペックス複合体の拡大図である。
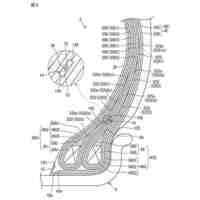
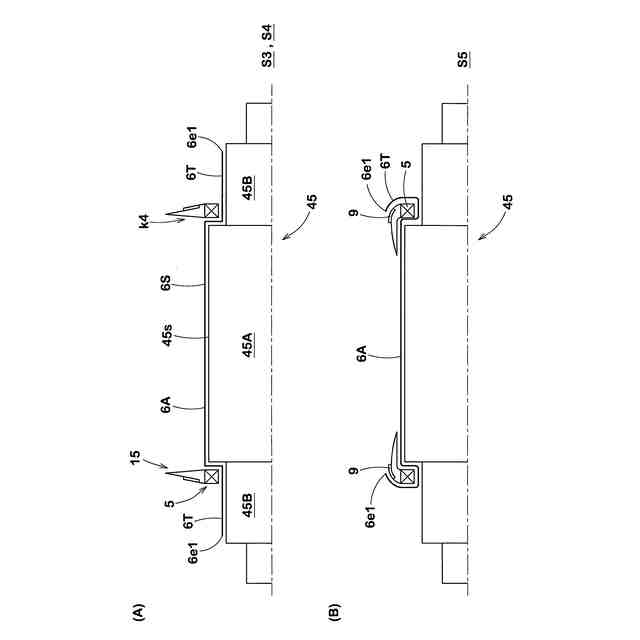
(A)は、巻付け工程を概念的に説明する図、(B)は、折返し工程を概念的に説明する図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の一形態が図面に基づき説明される。
図面は、本発明の理解を助けるために、誇張表現や、実際の構造の寸法比とは異なる表現が含まれている。また、複数の実施形態がある場合、明細書を通して、同一又は共通する要素については同一の符号が付されており、重複する説明が省略される。
【0010】
図1は、本発明の空気入りタイヤの製造方法で製造される空気入りタイヤ(以下、単に「タイヤ」という場合がある)1の一実施形態の右半分のタイヤ子午線断面図である。図1には、好ましい態様として、重荷重用のタイヤ1が示される。但し、本発明は、例えば、乗用車用や自動二輪車用のタイヤ1の製造方法に採用されても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
13日前
住友ゴム工業株式会社
タイヤ
6日前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
24日前
住友ゴム工業株式会社
タイヤ
7日前
住友ゴム工業株式会社
タイヤ
11日前
住友ゴム工業株式会社
タイヤ
19日前
住友ゴム工業株式会社
タイヤ
19日前
住友ゴム工業株式会社
タイヤ
12日前
住友ゴム工業株式会社
押出装置
1か月前
住友ゴム工業株式会社
ラケット
20日前
住友ゴム工業株式会社
グローブ
19日前
住友ゴム工業株式会社
ゴルフボール
19日前
住友ゴム工業株式会社
ゴルフボール
19日前
住友ゴム工業株式会社
ゴルフボール
14日前
住友ゴム工業株式会社
重荷重用タイヤ
今日
住友ゴム工業株式会社
二輪車用タイヤ
18日前
住友ゴム工業株式会社
カート用タイヤ
17日前
住友ゴム工業株式会社
重荷重用タイヤ
18日前
住友ゴム工業株式会社
空気入りタイヤ
1か月前
住友ゴム工業株式会社
バイアスタイヤ
13日前
住友ゴム工業株式会社
加硫ゴム組成物
6日前
住友ゴム工業株式会社
重荷重用タイヤ
11日前
住友ゴム工業株式会社
ビリヤードタップ
19日前
住友ゴム工業株式会社
生タイヤ成形装置
19日前
住友ゴム工業株式会社
生タイヤ成形装置
19日前
住友ゴム工業株式会社
天然ゴムの分析方法
20日前
住友ゴム工業株式会社
ゴルフクラブシャフト
17日前
住友ゴム工業株式会社
捕集構造および捕集具
1か月前
住友ゴム工業株式会社
ラケット用ストリング
今日
住友ゴム工業株式会社
ゴム組成物及びタイヤ
21日前
住友ゴム工業株式会社
タイヤモデルの作成方法
14日前
住友ゴム工業株式会社
空気入りタイヤの製造方法
4日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
21日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
1か月前
住友ゴム工業株式会社
高分子材料のシミュレーション方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ