TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065096
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2024208850,2023517150
出願日
2024-11-29,2022-03-22
発明の名称
プローブピン、熱電対用細線、電子管ヒータ用細線及びこれらの製造方法
出願人
株式会社東芝
,
東芝マテリアル株式会社
代理人
弁理士法人鈴榮特許綜合事務所
主分類
B21C
1/00 20060101AFI20250410BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明が解決しようとする課題は、ワイヤ径のばらつきを改善する、タングステン線を提供するためのものである。
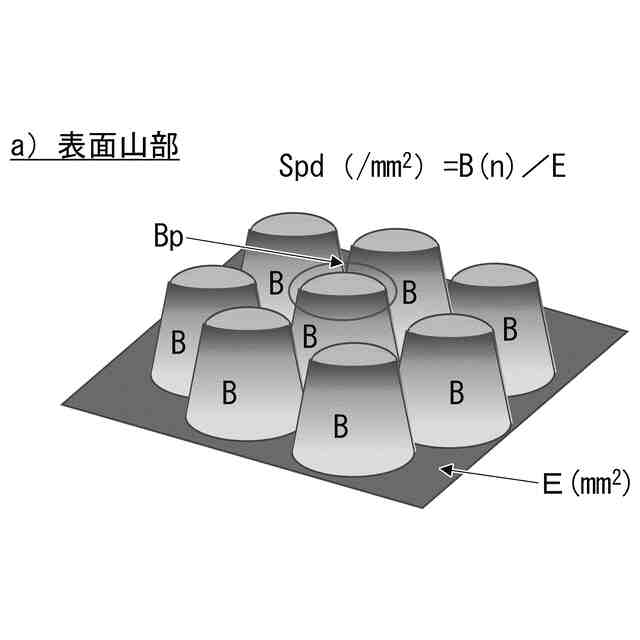
【解決手段】実施形態にかかるタングステン線は、レニウムを含有するタングステン合金からなるタングステン線であって、面粗さパラメーターの、山の頂点密度(Spd)が、7000以上11000以下である。
【選択図】図6a
特許請求の範囲
【請求項1】
レニウムを1wt%以上30wt%以下含有するタングステン合金からなり、かつ面粗さパラメーターの、山の頂点密度(Spd)が、7000以上11000以下であるタングステン線を伸線加工する工程と、
前記タングステン線を切断する工程と、
前記タングステン線の表面を研磨加工する工程とを含む、プローブピンの製造方法。
続きを表示(約 840 文字)
【請求項2】
レニウムを1wt%以上30wt%以下、カリウムを30wtppm以上90wtppm含有するタングステン合金からなり、かつ面粗さパラメーターの、山の頂点密度(Spd)が、7000以上11000以下であるタングステン線を伸線加工する工程を含む、熱電対用細線の製造方法。
【請求項3】
レニウムを1wt%以上30wt%以下、カリウムを30wtppm以上90wtppm含有するタングステン合金からなり、かつ面粗さパラメーターの、山の頂点密度(Spd)が、7000以上11000以下であるタングステン線を伸線加工する工程を含む、電子管ヒータ用細線の製造方法。
【請求項4】
前記Spdは8000以上9000以下である、請求項1ないし請求項3いずれか1項に記載の製造方法。
【請求項5】
前記タングステン線の前記面粗さパラメーターの、界面の展開面積比(Sdr)が、0.16以下である、請求項1ないし3いずれか1項に記載の製造方法。
【請求項6】
前記タングステン線の前記面粗さパラメーターの、山頂点の算術平均曲(Spc)が、300以上500以下である、請求項1ないし3いずれか1項に記載の製造方法。
【請求項7】
前記タングステン線の前記面粗さパラメーターの、二乗平均平方根傾斜(Sdq)が、0.60以下である、請求項1ないし3いずれか1項に記載の製造方法。
【請求項8】
前記タングステン線の直径が0.3mm以上1.0mm以下である、請求項1ないし3のいずれか1項に記載の製造方法。
【請求項9】
前記タングステン線の線径ばらつき1.0%以下である長さの比率が、全長に対して95%以上である、請求項1ないし3のいずれか1項に記載の製造方法。
【請求項10】
請求項1に記載の製造方法で製造されたプローブピン。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
後述する実施形態は、タングステン線およびそれを用いたタングステン線加工方法並びに電解線と、プローブピン、熱電対用細線、電子管ヒータ用細線及びこれらの製造方法に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
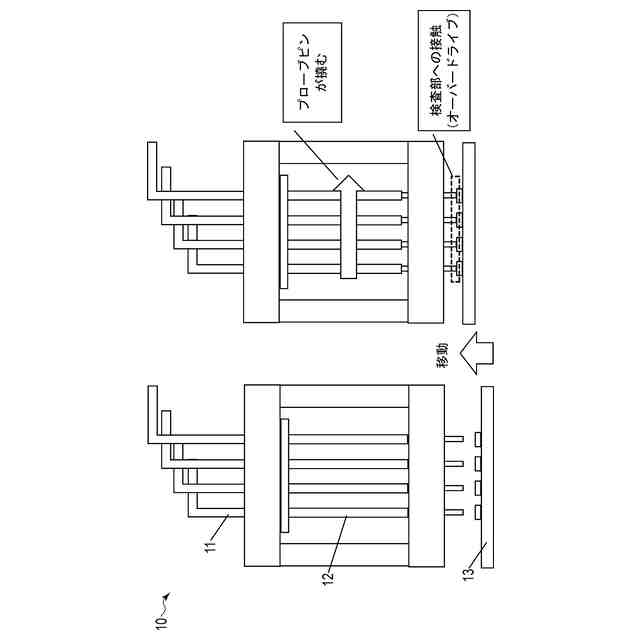
半導体デバイスを形成してなるICチップの電気的特性を検査する際に、プローブカードと呼ばれる装置が用いられている。図1に、垂直型のプローブカード10の例を、概略図で示す。リード線11にはプローブピン12が接続されている。検査部13が上昇しプローブピン12の先端が接触した後、完全な接触を確保するために、更に数十~百数十μm上昇し、検査部13とプローブピン12の先端とが押しつけられる(これをオーバードライブと言う)。このため、プローブピン12は撓む(弾性変形)。
【0003】
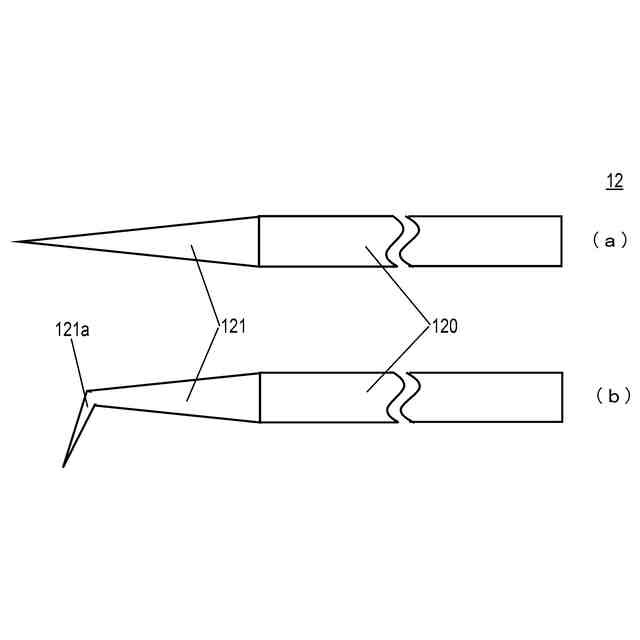
プローブピン12の形状を、例えば図2に示す。プローブピン12としては、例えば、(a)タイプのように、ストレート部120とテーパ部121とからなるもの、又は、(b)タイプのように、テーパ部121の先端部を折り曲げて屈曲部121aとしたものがある。ストレート部120は、絶縁被覆などの処理をされる場合がある。(a)は垂直型、(b)はカンチレバー型のプローブカードに使用される。ピンの標準的な寸法は、ストレート部の直径がΦ0.05~0.20mm程度で、ピンの全長は20~100mm程度である。従来用いられている一般的なプローブピンの材料としては、タングステン(W)、レニウムータングステン合金(ReW)、パラジウム(Pd)合金、ベリリウム銅(Cu-Be)などがあり、電極パッドの種類に応じて使い分けされている。電極パッドとしては、主にアルミパッドと金パッドの2種類があり、アルミパッドに対しては、電極パッド表面の酸化による絶縁被膜を突き破る必要があるため、硬度が高く、電気抵抗特性および耐摩耗性にも優れた、WやReWのプローブピンが主に用いられている。
【0004】
半導体の集積度向上・微細化技術の発展に伴い、プローブカードも、ピンの狭ピッチ化や小径化の要求が続いており、現在では、φ0.02mm~0.04mmのReWピンも使用されている。プローブピンの線径を小さくし、単位面積当たりのピンの配列数を多くすることで、集積度の高いLSIの検査に対応する。ピンの線径が小さくなると、例えば、前記オーバードライブの際、弾性変形による各プロ―ブピンの押し付け力は、寸法ばらつきの影響をより大きく受けることになる。また、プローブピンの配列数をより多くするためには、プローブピン同士の間隔をより小さくしていく必要があり、配列数は寸法ばらつきの影響を大きく受けることになる。このように、ピンの寸法精度に対する要求も、非常に大きくなっている。
【0005】
プローブピンは、小径のタングステン線(細線)を、例えば、定尺に切断し、表面をメカニカルもしくはケミカルで研磨加工し、直径を決定する。この時、素材である細線の直径がばらついていると、切削代を大きくとる必要が出てくる。もしくは、切削代が足りずに、製品にできない部分が出てくる可能性が有る。そして、素線の直径が小さいほど、歩留低下への影響は大きくなる。素材となる細線の加工では、まず、焼結体に転打・伸線(線引き)加工(一次加工処理)等を行い、様々な用途・品種に分割可能な線径範囲(0.3~1.0mm)の素線とする。しかる後に、適正量の素線に対し、伸線加工および熱処理など、必要な工程を追加し、所定のタングステン線とする。
【0006】
タングステン線の伸線工程での線径(ワイヤ径)ばらつきを抑制する方法としては、潤滑剤の管理と、伸線条件を、厳格に制御したものがある。例えば、W線の表面に塗布する潤滑剤は、黒鉛(C)粉末と増粘剤とを含有し、比重が1.0~1.1g/cm
3
であり、加工中における比重の変化量を0.05g/cm
3
以下とする。伸線工程は、タングステン線温度を500℃以上1300℃以下とし、伸線ダイス温度を300℃以上650℃以下とし、伸線速度を10m/min以上70m/min以下とし、最終伸線工程での減面率を5%以上15%以下とする、タングステン線がある(特許文献1参照)。また、線径ばらつきの原因となる、伸線加工時の焼付きを防止する方法としては、表面を適切に粗くして潤滑剤の潤滑性を向上させる方法がある。例えば、真円に矯正する伸線加工をした後に、表面疵を除去する皮剥き加工をし、ショットブラスト装置により、表面粗さをJISB0601で定義される算術平均粗さ(Ra)で、0.8~2.5μmに調整したステンレス線材がある(特許文献2参照)。
【先行技術文献】
【特許文献】
【0007】
日本国特許第5578852号公報
日本国特開平7-233447号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1では、伸線加工上がりのワイヤ径のばらつきの原因として、各伸線工程において、必要以上に潤滑剤が加熱されることによる潤滑性の低下と、ワイヤが過熱されることによる変形抵抗の変化と、潤滑剤(C量)の供給が変化することによる加工性の低下と、を挙げている。炭素量の供給が変化する事は、潤滑性が変化する事であり、ワイヤ径のばらつき抑制には、潤滑性が非常に重要である事が述べられている。潤滑剤は液体であり、ワイヤ表面に塗布(付着)され、加熱され、伸線工程に供される。潤滑剤がワイヤ表面に、均質な状態で付着していない場合は、前記条件にて管理した場合でも、伸線加工時に潤滑性が変動し、ワイヤ径がばらつく恐れが有る。
【0009】
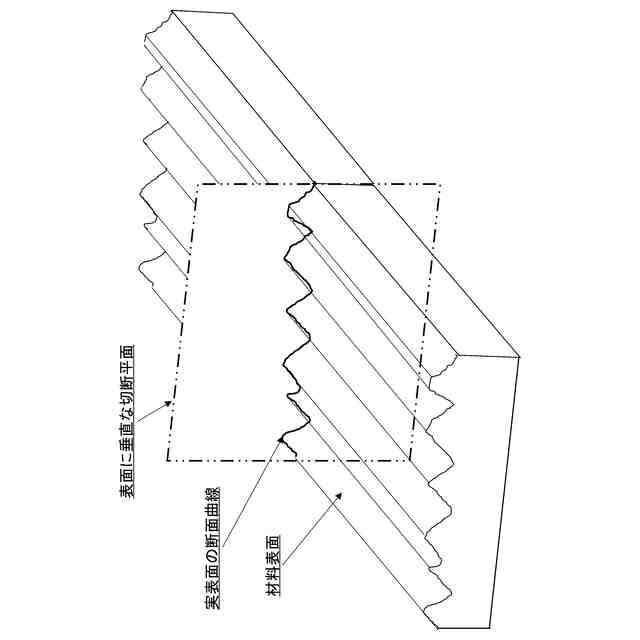
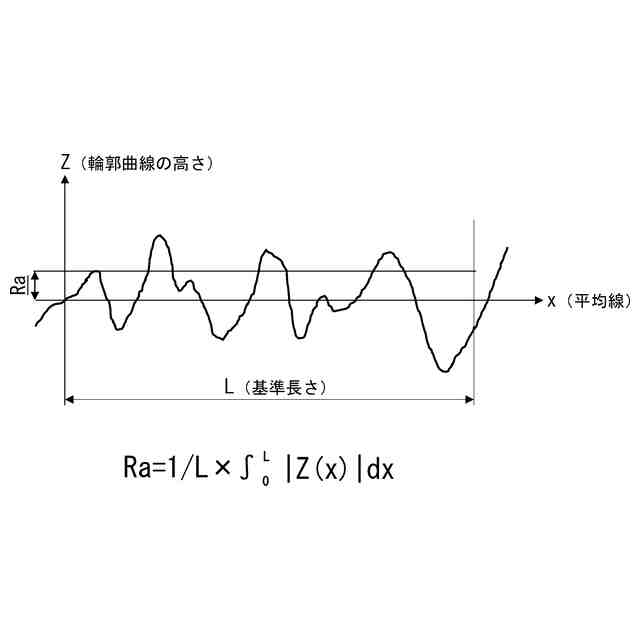
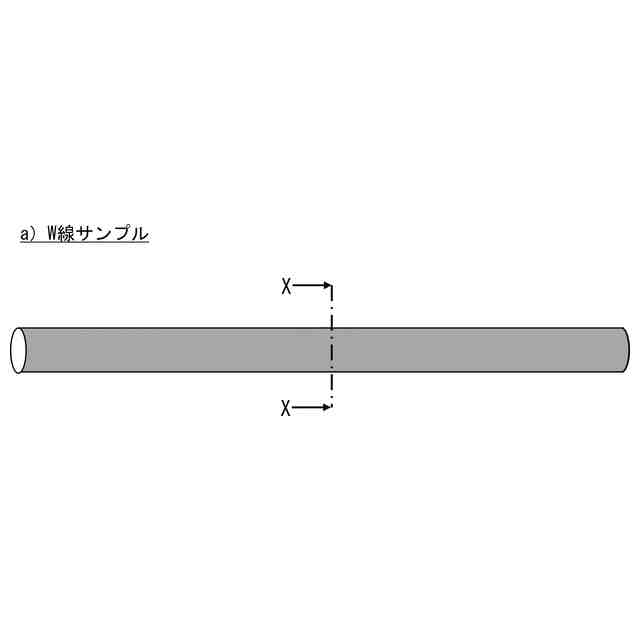
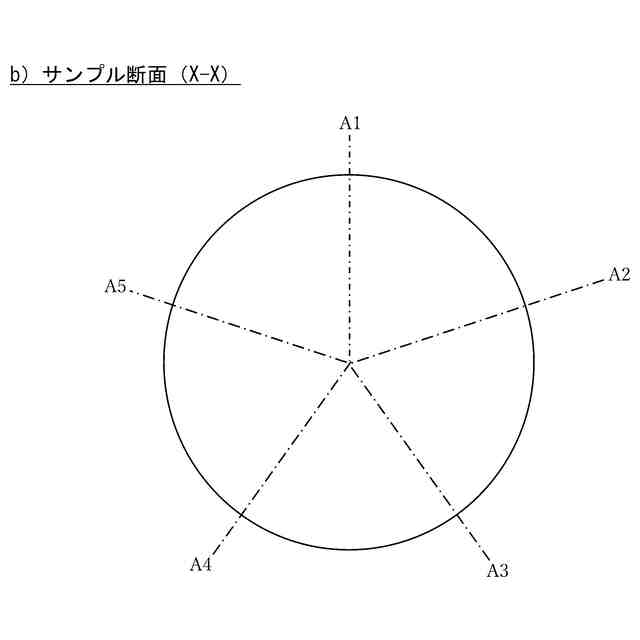
これに対し、特許文献2では、Raを調整し、潤滑剤の付着性を向上させている。ここで、Raは線粗さのパラメーターであり、測定は、例えば図3に示すように、素材表面に垂直な切断面で決定される、断面曲線を対象とする。そしてRaは、図4に示す式により求められる。これより、Raで評価するためには、表面の凹凸形状が、円周方向・軸方向含め、全面で均一であることが前提となる。特許文献2では表面を清浄化した後、ショットブラストよりメカニカルに表面を加工しており、全長での表面の凹凸を均質にしている。これに対しW線は、ステンレス線材などに比較し非常に硬く、また、脆化の原因となる不純物の表面付着を嫌うため、ショットブラストのような加工は採用されない。このため、同等のRaを示すタングステン線でも、凹凸形状が異なり、潤滑剤の付着性が違う場合がある。
【0010】
本発明が解決しようとする課題は、ワイヤ径のばらつきを改善する、タングステン線を提供するためのものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ