TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176183
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094527
出願日
2023-06-08
発明の名称
超電導加速空洞管、超電導加速装置、および超電導加速空洞管の製造方法
出願人
三菱電機株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H05H
7/20 20060101AFI20241212BHJP(他に分類されない電気技術)
要約
【課題】十分な強度を確保しつつ製造コストを低減できる超電導加速空洞管、超電導加速装置、および超電導加速空洞管の製造方法を提供する。
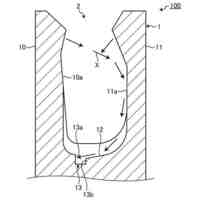
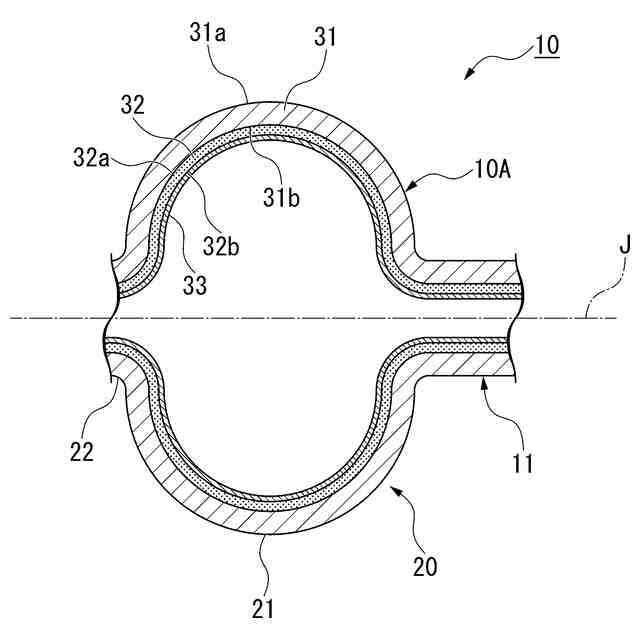
【解決手段】本開示に係る超電導加速空洞管の一つの態様は、荷電粒子をビーム軸に沿って加速させる超電導加速空洞管であって、前記ビーム軸の軸方向に延びる管本体を備え、前記管本体は、ステンレス鋼からなる補強層と、前記補強層の内表面に接合される基材層と、前記基材層の内表面に成膜される超電導層と、を有する。
【選択図】図3
特許請求の範囲
【請求項1】
荷電粒子をビーム軸に沿って加速させる超電導加速空洞管であって、
前記ビーム軸の軸方向に延びる管本体を備え、
前記管本体は、
ステンレス鋼からなる補強層と、
前記補強層の内表面に接合される基材層と、
前記基材層の内表面に成膜される超電導層と、を有する、
超電導加速空洞管。
続きを表示(約 920 文字)
【請求項2】
前記基材層は、銅、又は銅合金からなり、
前記超電導層は、ホウ化マグネシウムからなる、
請求項1に記載の超電導加速空洞管。
【請求項3】
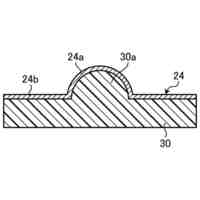
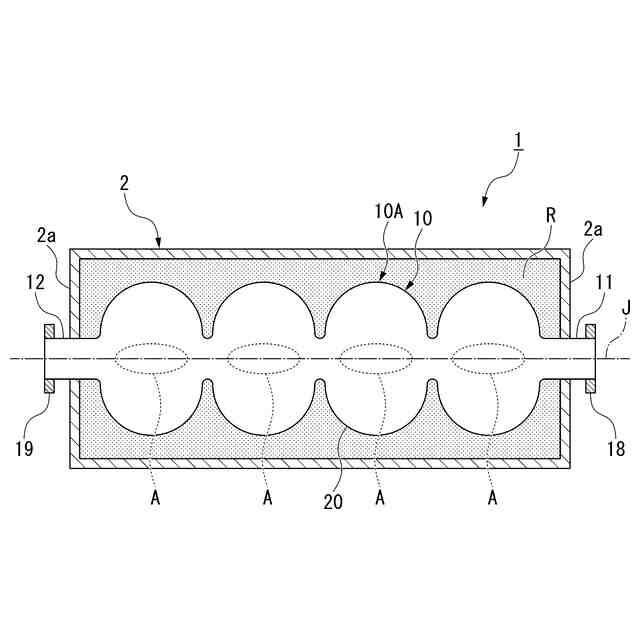
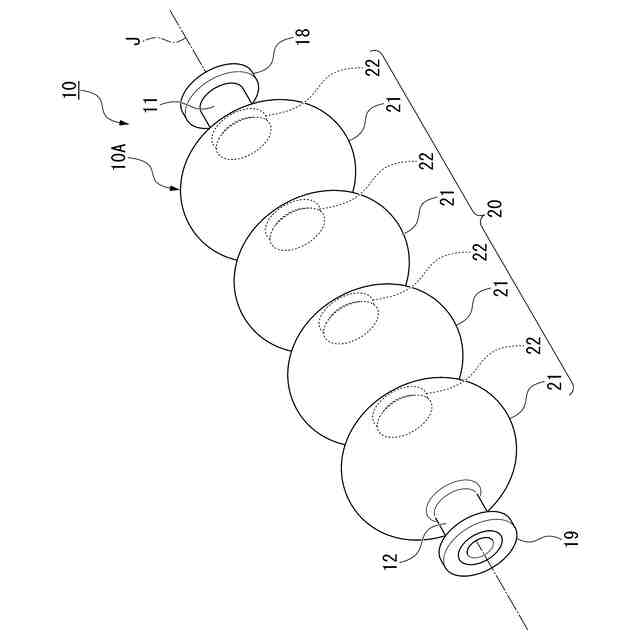
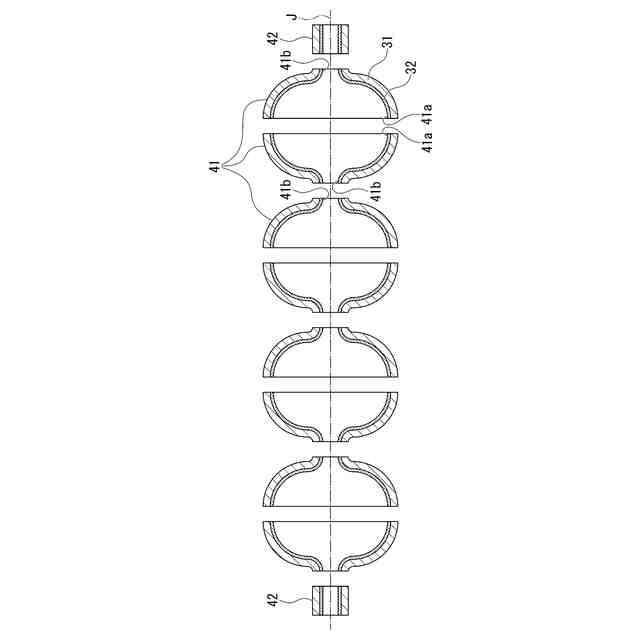
前記管本体は、前記軸方向に並ぶ複数の膨らみ部と、前記軸方向において前記膨らみ部同士の間に位置し前記膨らみ部よりも直径が小さい複数のくびれ部と、を有する、
請求項1に記載の超電導加速空洞管。
【請求項4】
請求項1~3の何れか一項に記載の超電導加速空洞管と、
前記超電導加速空洞管を収納するとともに、内部に前記補強層の外表面に接触する冷媒を満たす圧力容器と、を備える、
超電導加速装置。
【請求項5】
ビーム軸の軸方向に延びる管本体を備える超電導加速空洞管の製造方法であって、
前記管本体は、
ステンレス鋼からなる補強層と、
前記補強層の内表面に接合される基材層と、
前記基材層の内表面に成膜される超電導層と、を有し、
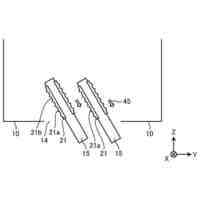
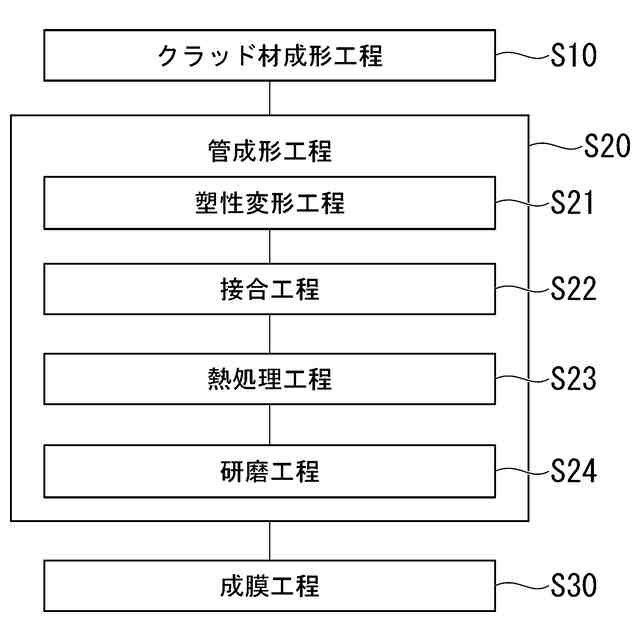
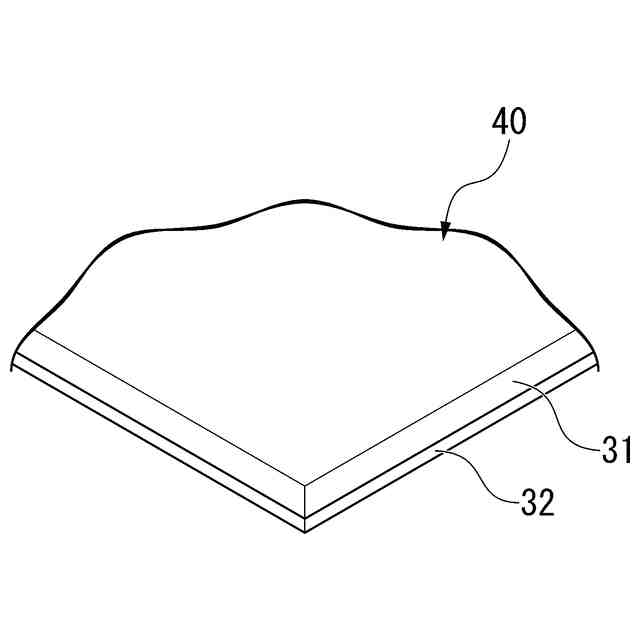
ステンレス鋼と前記基材層を構成する材料とを加熱しながら加圧することで接合して前記補強層と前記基材層とのクラッド材を成形するクラッド材成形工程と、
前記基材層を内側として前記クラッド材を管状に成形する管成形工程と、を有する、
超電導加速空洞管の製造方法。
【請求項6】
前記管成形工程の後に行われる成膜工程をさらに有し、
前記成膜工程は、真空雰囲気下で前記基材層の内表面に前記超電導層を堆積させる工程である、
請求項5に記載の超電導加速空洞管の製造方法。
【請求項7】
前記基材層は、銅、又は銅合金からなり、
前記超電導層は、ホウ化マグネシウムからなる、
請求項5に記載の超電導加速空洞管の製造方法。
【請求項8】
前記管本体は、前記軸方向に並ぶ複数の膨らみ部と、前記軸方向において前記膨らみ部同士の間に位置し前記膨らみ部よりも直径が小さい複数のくびれ部と、を有する、
請求項5~7の何れか一項に記載の超電導加速空洞管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、超電導加速空洞管、超電導加速装置、および超電導加速空洞管の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
電子、あるいは陽子などの荷電粒子を加速させるための装置として、共振させた電界を荷電粒子に作用させ、荷電粒子を加速させる加速空洞管が知られている。加速空洞管の例として、超電導材料を用いた超電導加速空洞管が知られている。超電導加速空洞管は、内表面に超電導層が設けられるため荷電粒子を加速させる際の電力損失が大幅に低減される。特許文献1には、ホウ化マグネシウム(MgB2)などの超電導物質を、銅などからなる基材層の内表面に成膜することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-76131号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的に超電導層が成膜される基材層の材料としては、超電導層との密着性などの観点から銅などの特定の金属材料が選択される。また、基材層は、超電導層を冷却するための液体ヘリウム等の冷媒で周囲を囲まれる。このため従来の超電導加速空洞管では、冷媒の圧力に抗する十分な強度を確保するために、基材層の厚さを大きくする必要があった。これにより、基材層の材料コストがかさみ超電導加速空洞管の製造コストが増大してしまうという問題があった。
【0005】
本開示は、上記事情に鑑みて、十分な強度を確保しつつ製造コストを低減できる超電導加速空洞管、超電導加速装置、および超電導加速空洞管の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
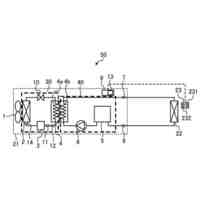
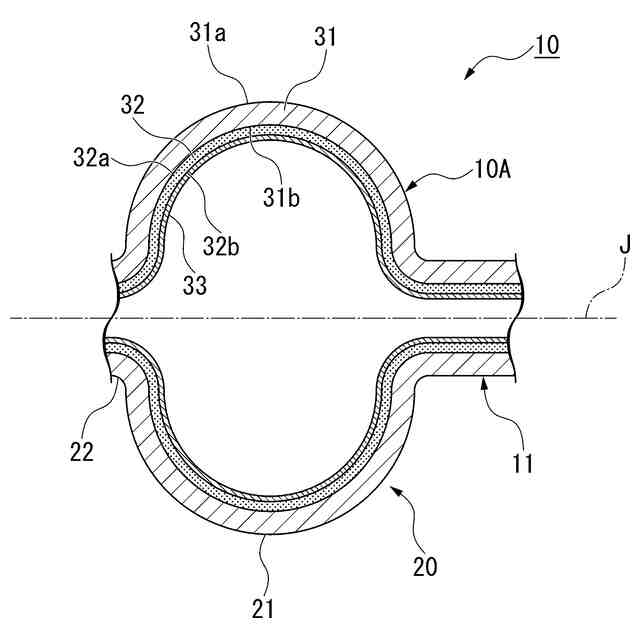
本開示に係る超電導加速空洞管の一つの態様は、荷電粒子をビーム軸に沿って加速させる超電導加速空洞管であって、前記ビーム軸の軸方向に延びる管本体を備え、前記管本体は、ステンレス鋼からなる補強層と、前記補強層の内表面に接合される基材層と、前記基材層の内表面に成膜される超電導層と、を有する。
【0007】
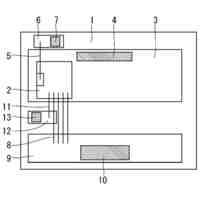
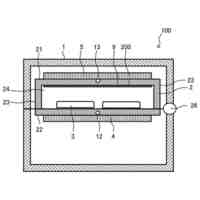
本開示に係る超電導加速装置の一つの態様は、上記の超電導加速空洞管と、前記超電導加速空洞管を収納するとともに、内部に前記補強層の外表面に接触する冷媒を満たす圧力容器と、を備える。
【0008】
本開示に係る超電導加速空洞管の製造方法の一つの態様は、ビーム軸の軸方向に延びる管本体を備える超電導加速空洞管の製造方法であって、前記管本体は、ステンレス鋼からなる補強層と、前記補強層の内表面に接合される基材層と、前記基材層の内表面に成膜される超電導層と、を有し、ステンレス鋼と前記基材層を構成する材料とを加熱しながら加圧することで接合して前記補強層と前記基材層とのクラッド材を成形するクラッド材成形工程と、前記基材層を内側として前記クラッド材を管状に成形する管成形工程と、を有する。
【発明の効果】
【0009】
本開示によれば、十分な強度を確保しつつ製造コストを低減できる超電導加速空洞管、超電導加速装置、および超電導加速空洞管の製造方法を提供できる。
【図面の簡単な説明】
【0010】
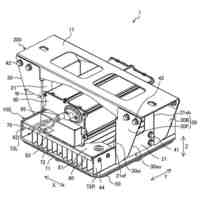
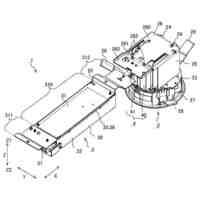
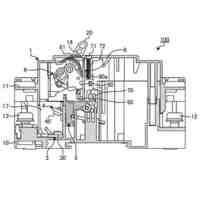
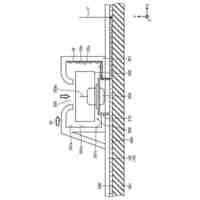
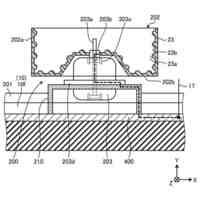
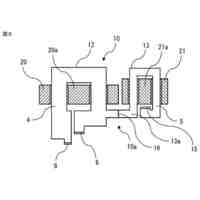
実施の形態の超電導加速装置の断面模式図である。
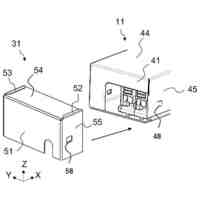
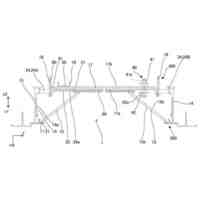
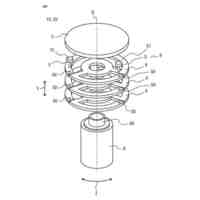
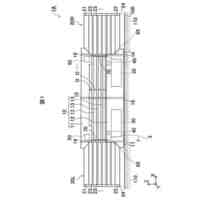
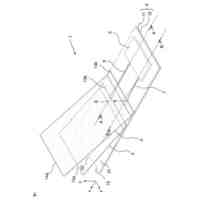
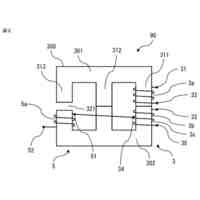
実施の形態の超電導加速空洞管の斜視図である。
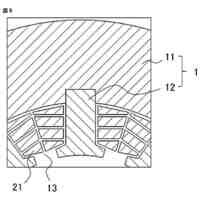
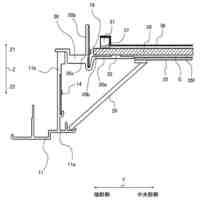
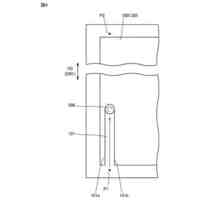
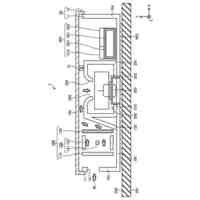
実施の形態の管本体の部分断面図である。
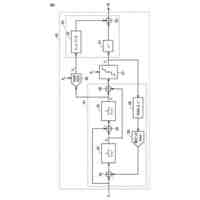
実施の形態の超電導加速空洞管の製造方法を示すフローチャートである。
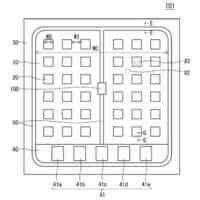
実施の形態のクラッド材の模式図である。
実施の形態の管成形工程を示す模式図である。
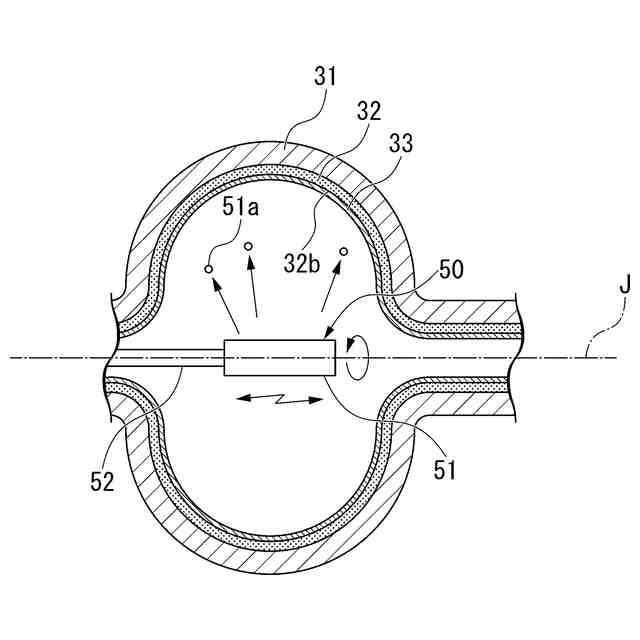
実施の形態の成膜工程を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
換気扇
1か月前
三菱電機株式会社
照明器具
10日前
三菱電機株式会社
照明器具
1か月前
三菱電機株式会社
電機機器
25日前
三菱電機株式会社
照明器具
10日前
三菱電機株式会社
照明装置
10日前
三菱電機株式会社
照明器具
10日前
三菱電機株式会社
照明器具
23日前
三菱電機株式会社
照明器具
11日前
三菱電機株式会社
レーダ装置
24日前
三菱電機株式会社
加熱調理器
24日前
三菱電機株式会社
回路遮断器
10日前
三菱電機株式会社
真空バルブ
10日前
三菱電機株式会社
手乾燥装置
1か月前
三菱電機株式会社
疑似窓照明
10日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
溝加工方法
1か月前
三菱電機株式会社
温水熱源機
1か月前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
空気清浄機
1か月前
三菱電機株式会社
半導体装置
17日前
三菱電機株式会社
ホームドア
11日前
三菱電機株式会社
空気清浄機
1か月前
三菱電機株式会社
空気清浄機
1か月前
三菱電機株式会社
レーダ装置
23日前
三菱電機株式会社
空気清浄機
1か月前
三菱電機株式会社
空気清浄機
1か月前
三菱電機株式会社
ΔΣ変調器
10日前
三菱電機株式会社
食器洗浄機
11日前
三菱電機株式会社
加熱調理器
1か月前
三菱電機株式会社
空調システム
24日前
三菱電機株式会社
車両制御装置
17日前
三菱電機株式会社
アンテナ装置
23日前
三菱電機株式会社
電力変換装置
3日前
三菱電機株式会社
電力変換装置
25日前
三菱電機株式会社
電力変換装置
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ