TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024163553
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079279
出願日
2023-05-12
発明の名称
溝加工方法
出願人
三菱電機株式会社
代理人
弁理士法人深見特許事務所
主分類
B23C
3/28 20060101AFI20241115BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溝の加工精度を向上することが可能な溝加工方法を提供する。
【解決手段】溝加工方法は、被削材に第1方向に沿って延びる溝を形成する。溝加工方法は、第1方向が鉛直方向に沿うように被削材を配置する工程と、切削開始位置から鉛直方向に沿って上方に切削工具を移動する工程とを備える。
【選択図】図4
特許請求の範囲
【請求項1】
被削材に第1方向に沿って延びる溝を形成する溝加工方法であって、
前記第1方向が鉛直方向に沿うように前記被削材を配置する工程と、
切削開始位置から前記鉛直方向に沿って上方に切削工具を移動する工程とを備える、溝加工方法。
続きを表示(約 650 文字)
【請求項2】
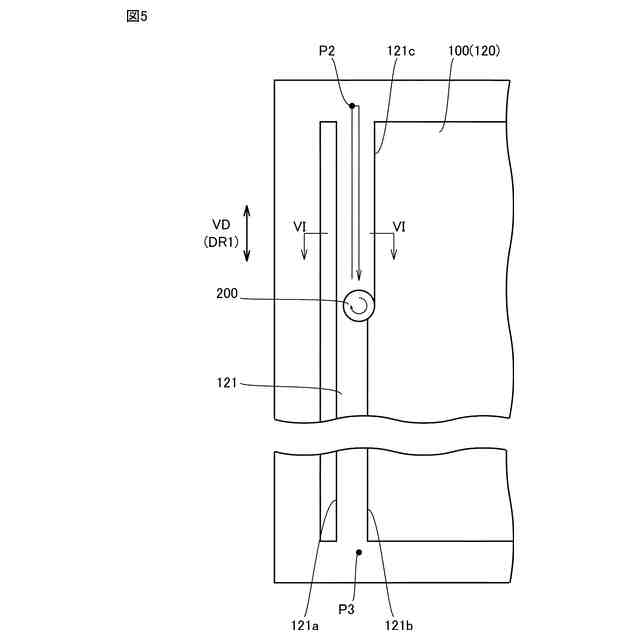
前記切削工具は、前記切削開始位置から折り返し位置まで前記鉛直方向に沿って上方に移動するとともに、前記折り返し位置から切削終了位置まで前記鉛直方向に沿って下方に移動する、請求項1に記載の溝加工方法。
【請求項3】
被削材に第1方向に沿って延びる溝を形成する溝加工方法であって、
前記第1方向が水平方向に沿うように前記被削材を配置する工程と、
切削開始位置から折り返し位置まで前記水平方向に沿って切削工具を移動する工程と、
前記折り返し位置から切削終了位置まで前記水平方向に沿って加工終了位置まで前記切削工具を移動する工程とを備え、
前記切削工具は、前記切削開始位置から前記折り返し位置まで前記水平方向に沿って移動する際、前記折り返し位置から前記切削終了位置まで前記水平方向に沿って移動する際よりも鉛直方向における下方を通る、溝加工方法。
【請求項4】
前記溝として、前記第1方向に直交する第2方向において隣り合う第1溝及び第2溝が形成され、
前記第1溝と前記第2溝との間にある前記被削材の部分が、フィンとなる、請求項1から請求項3のいずれか1項に記載の溝加工方法。
【請求項5】
前記第1方向は、前記被削材の長手方向である、請求項1から請求項3のいずれか1項に記載の溝加工方法。
【請求項6】
前記切削工具は、エンドミルである、請求項1から請求項3のいずれか1項に記載の溝加工方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溝加工方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
例えば特開2007-17582号公報(特許文献1)には、切削工具(エンドミル)を用いて被削材の加工を行う方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2007-17582号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
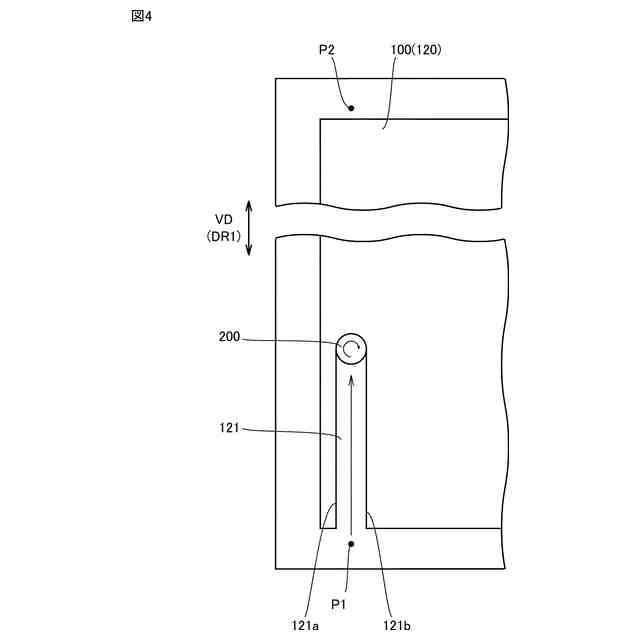
切削工具を用いて、被削材に溝を形成する加工を行うことがある。被削材に第1方向に延びる溝を形成する場合、第1に、被削材は、例えば、第1方向が鉛直方向に沿うように配置される。第2に、切削工具が、鉛直方向に沿って上方から下方に移動する。しかしながら、このように切削工具が移動されると、切り屑の排出性が乏しく、切り屑が切削工具と被削材との間に入り込むことがある。被削材の加工面と切削工具の間に入り込んだ切り屑は、加工精度を低下させる原因となる。
【0005】
本開示は、上記のような問題点に鑑みてなされたものである。より具体的には、本開示は、溝の加工精度を向上することが可能な溝加工方法を提供するものである。
【課題を解決するための手段】
【0006】
本開示の溝加工方法は、被削材に第1方向に沿って延びる溝を形成する溝加工方法である。本開示の溝加工方法は、第1方向が鉛直方向に沿うように被削材を配置する工程と、切削開始位置から鉛直方向に沿って上方に切削工具を移動する工程とを備える。
【発明の効果】
【0007】
本開示の溝加工方法は、溝の加工精度を向上することが可能である。
【図面の簡単な説明】
【0008】
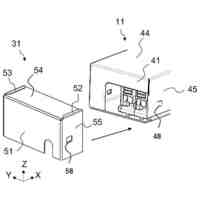
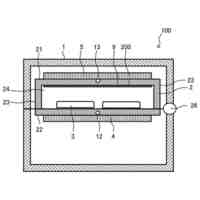
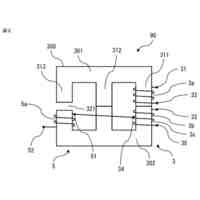
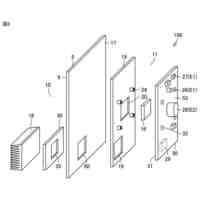
被削材100の斜視図である。
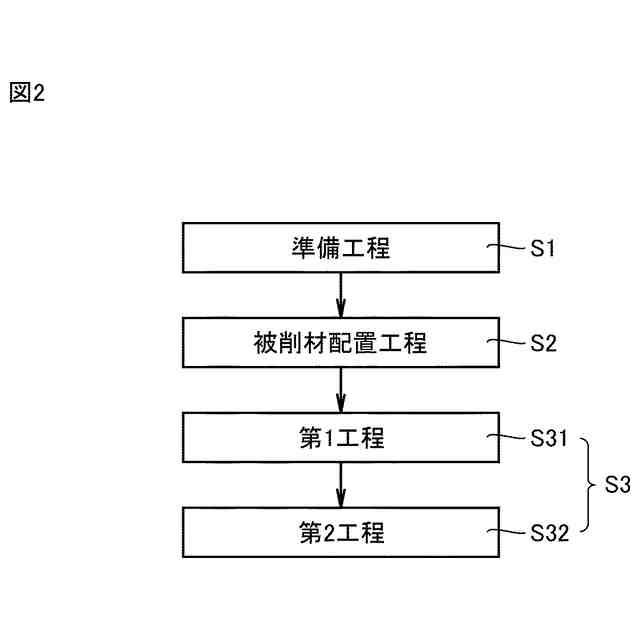
実施の形態1に係る溝加工方法の工程図である。
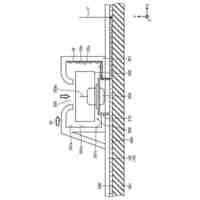
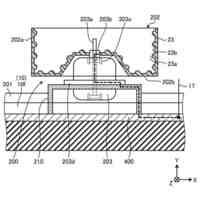
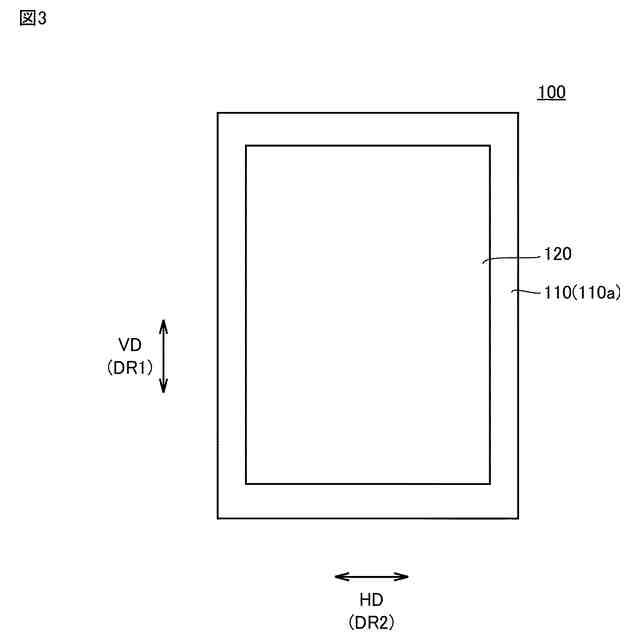
被削材配置工程S2を説明する正面図である。
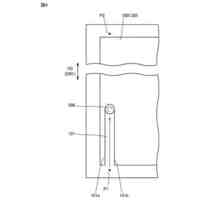
第1工程S31を説明する正面図である。
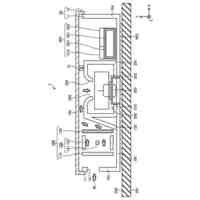
第2工程S32を説明する正面図である。
図5中のVI-VIにおける断面図である。
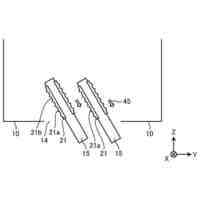
切削工程S3が複数回行われた後の被削材100の斜視図である。
比較例に係る溝加工方法での第1工程S31を説明する正面図である。
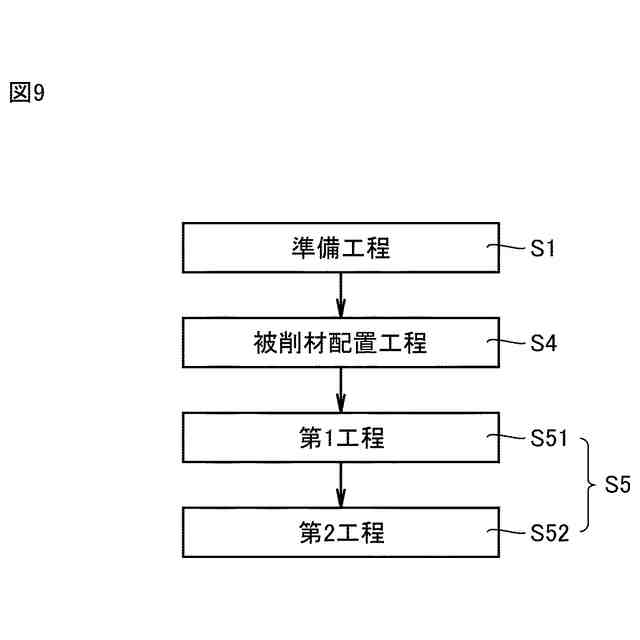
実施の形態2に係る溝加工方法の工程図である。
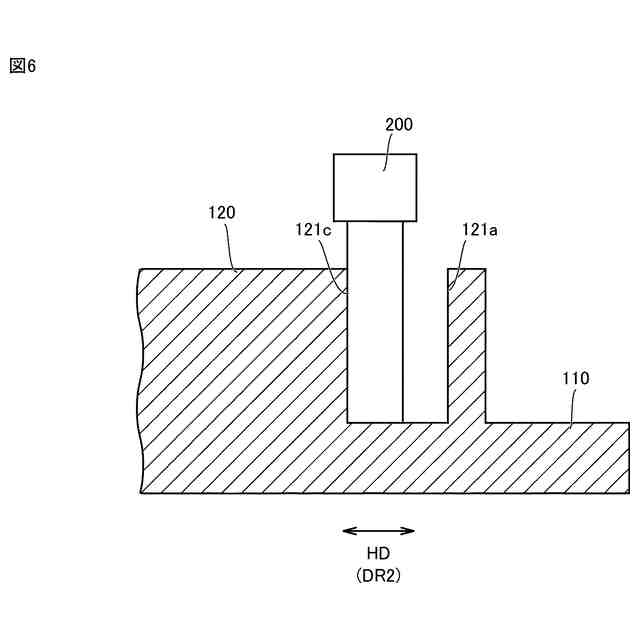
被削材配置工程S4を説明する正面図である。
第1工程S51を説明する正面図である。
第2工程S52を説明する正面図である。
図12中のXIII-XIIIにおける断面図である。
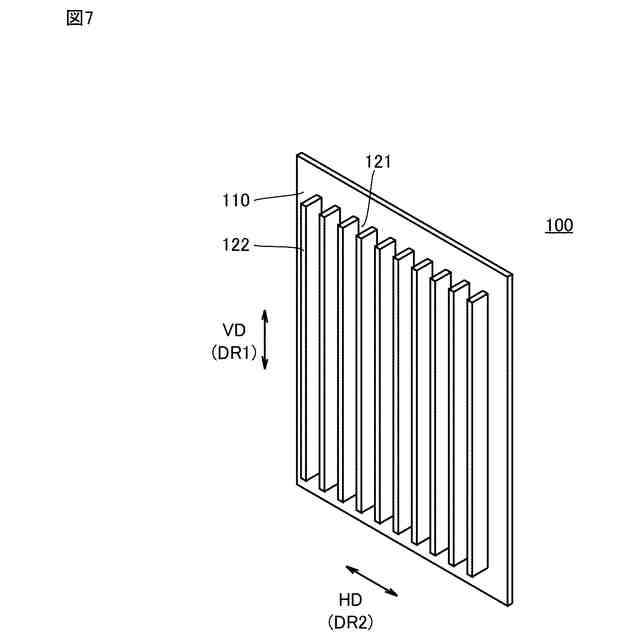
切削工程S5が複数回行われた後の被削材100の斜視図である。
比較例に係る溝加工方法での第2工程S52を説明する正面図である。
【発明を実施するための形態】
【0009】
本開示の実施形態を、図面を参照しながら説明する。以下の図面では、同一又は相当する部分に同一の参照符号を付し、重複する説明は繰り返さないものとする。
【0010】
実施の形態1.
実施の形態1に係る溝加工方法を説明する。
図1は、被削材100の斜視図である。図1に示されているように、被削材100の構成材料は、例えば、金属材料である。被削材100は、第1部分110と、第2部分120とを有している。第1部分110は、板状である。第1部分110は、第1面110aと、第2面110bとを有している。第1面110a及び第2面110bは、第1部分110の厚さ方向における両端面である。第1部分110は、平面視において(第1面110aの法線方向に沿って見た際に)、矩形状である。平面視において、第1部分110の長手方向は、例えば第1方向DR1に沿っている。第2部分120は、第1面110a上にあり、第2面110bとは反対側に突出している。第2部分120は、平面視において矩形状である。平面視において、第2部分120の長手方向は、第1方向DR1に沿っている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電機株式会社
換気扇
6日前
三菱電機株式会社
端子構造
19日前
三菱電機株式会社
電機機器
今日
三菱電機株式会社
照明器具
7日前
三菱電機株式会社
空気清浄機
12日前
三菱電機株式会社
空気清浄機
12日前
三菱電機株式会社
空気清浄機
12日前
三菱電機株式会社
加熱調理器
7日前
三菱電機株式会社
半導体装置
6日前
三菱電機株式会社
半導体装置
6日前
三菱電機株式会社
温水熱源機
6日前
三菱電機株式会社
手乾燥装置
6日前
三菱電機株式会社
電磁石装置
19日前
三菱電機株式会社
空気清浄機
12日前
三菱電機株式会社
電気掃除機
19日前
三菱電機株式会社
空気清浄機
12日前
三菱電機株式会社
溝加工方法
5日前
三菱電機株式会社
半導体装置
19日前
三菱電機株式会社
電力変換装置
今日
三菱電機株式会社
電力変換装置
今日
三菱電機株式会社
換気システム
19日前
三菱電機株式会社
半導体試験装置
19日前
三菱電機株式会社
筐体の冷却構造
19日前
三菱電機株式会社
照明制御システム
19日前
三菱電機株式会社
浴槽洗浄システム
19日前
三菱電機株式会社
電力融通システム
6日前
三菱電機株式会社
送風機および端子台
19日前
三菱電機株式会社
空気調和装置の室外機
5日前
三菱電機株式会社
検査装置および検査方法
19日前
三菱電機株式会社
照明装置及びシステム天井
13日前
三菱電機株式会社
冷蔵庫及び冷蔵庫システム
6日前
三菱電機株式会社
照明装置及びシステム天井
13日前
三菱電機株式会社
照明装置及びシステム天井
13日前
三菱電機株式会社
アナログフロントエンド回路
6日前
三菱電機株式会社
車両制御装置及び車両制御方法
今日
三菱電機株式会社
冷凍サイクル装置及び冷凍冷蔵庫
19日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ