TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024174851
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2024090807
出願日
2024-06-04
発明の名称
時計構成要素及びその製造方法
出願人
ロレックス・ソシエテ・アノニム
,
ROLEX SA
代理人
弁理士法人NIP&SBPJ国際特許事務所
主分類
G04B
19/28 20060101AFI20241210BHJP(時計)
要約
【課題】時計構成要素を製造する方法を提供する。
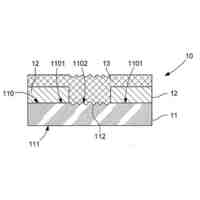
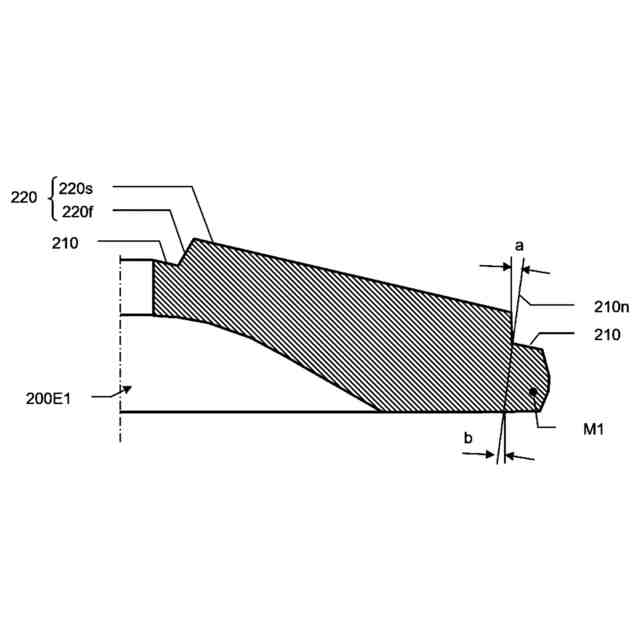
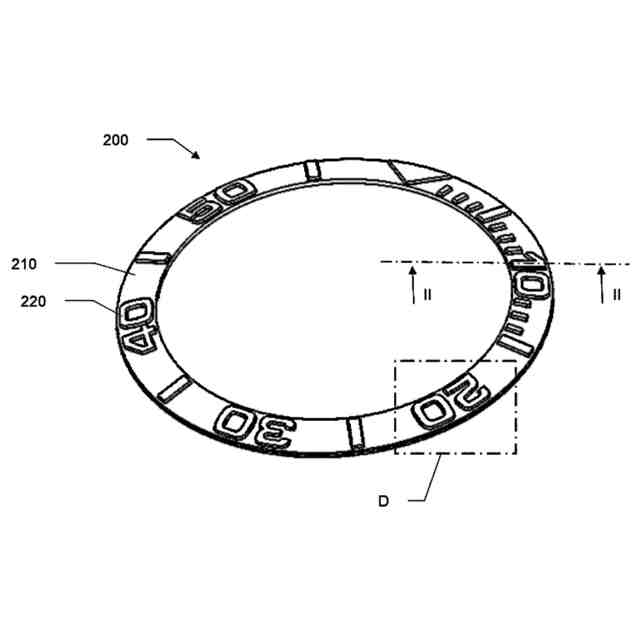
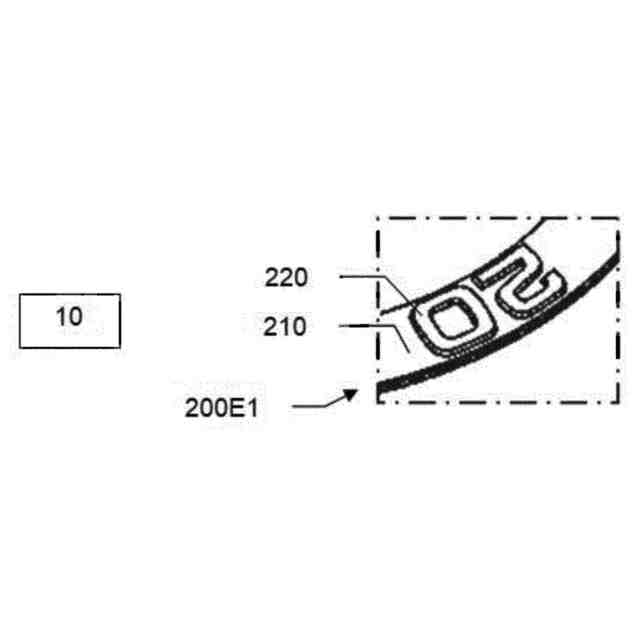
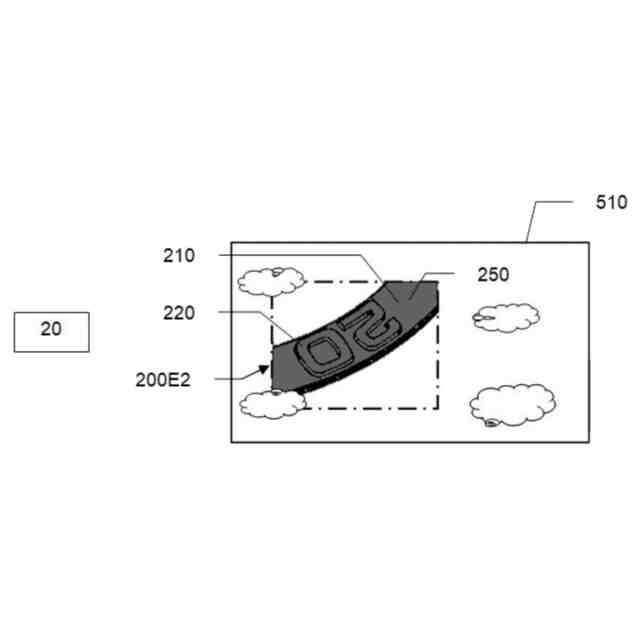
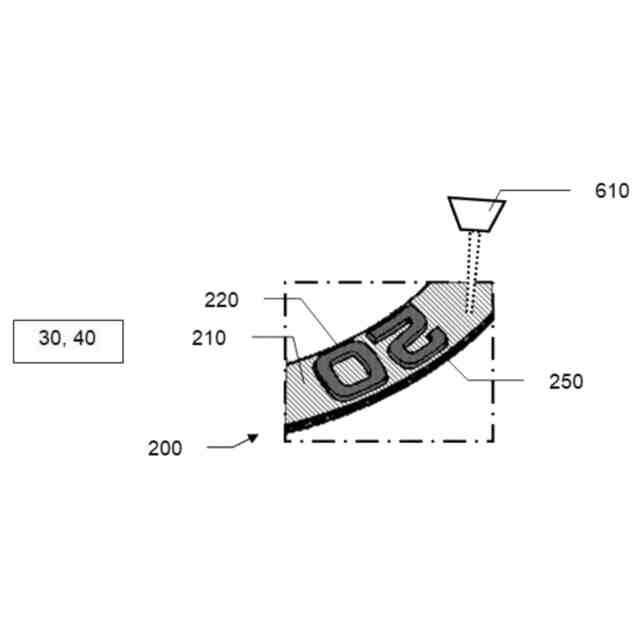
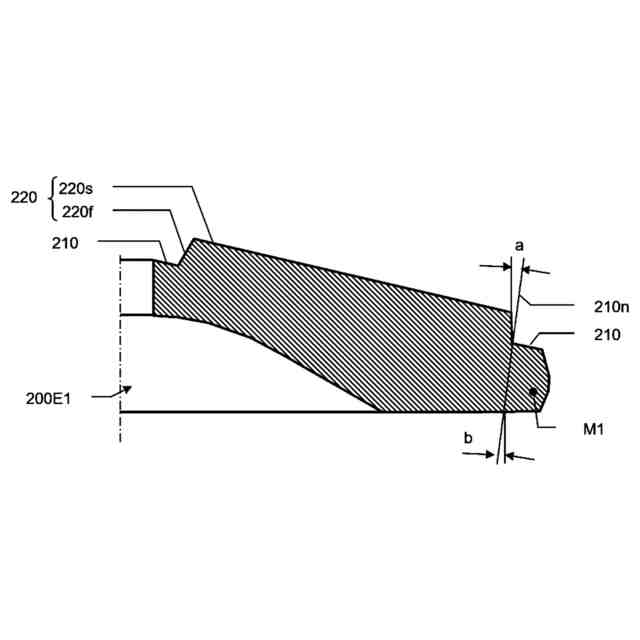
【解決手段】射出によって、少なくとも1つのベース面210と、ベース面から突出する少なくとも1つの突出部220と、を含むブランク200E1を形成する工程と、ベース面の少なくとも一部及び/又は突出部の少なくとも一部を覆う少なくとも1つのコーティング層を形成する工程と、少なくとも1つのコーティング層の少なくとも一部をレーザアブレーションによって除去する工程と、ベース面の少なくとも一部及び/又は突出部の少なくとも一部及び/又は少なくとも1つのコーティング層の少なくとも一部をレーザ加工することによってテクスチャ加工する工程と、を含む方法。
【選択図】図4
特許請求の範囲
【請求項1】
時計構成要素を製造する方法であって、
-特に射出によって、少なくとも1つのベース面(210)と、前記ベース面(210)から突出する少なくとも1つの突出部(220)と、を備えるブランク(200E1)を形成する工程(10)と、
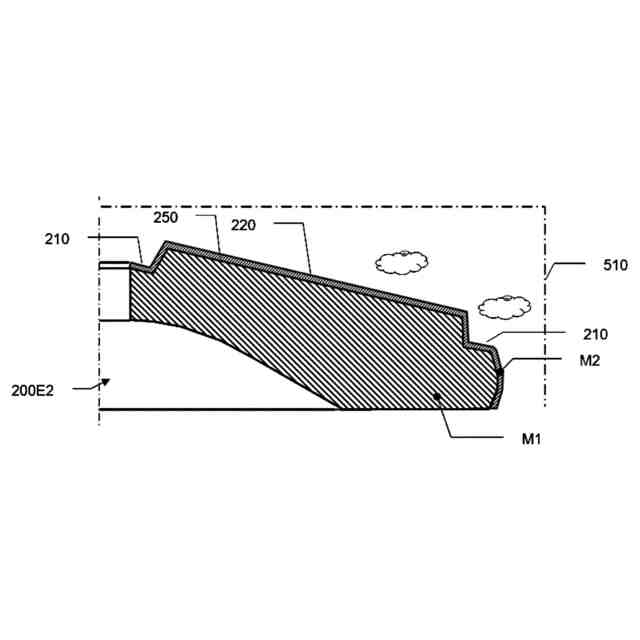
-前記ベース面(210)の少なくとも一部及び/又は前記少なくとも1つの突出部(220)の少なくとも一部を覆う少なくとも1つのコーティング層(250)を形成する工程(20)と、
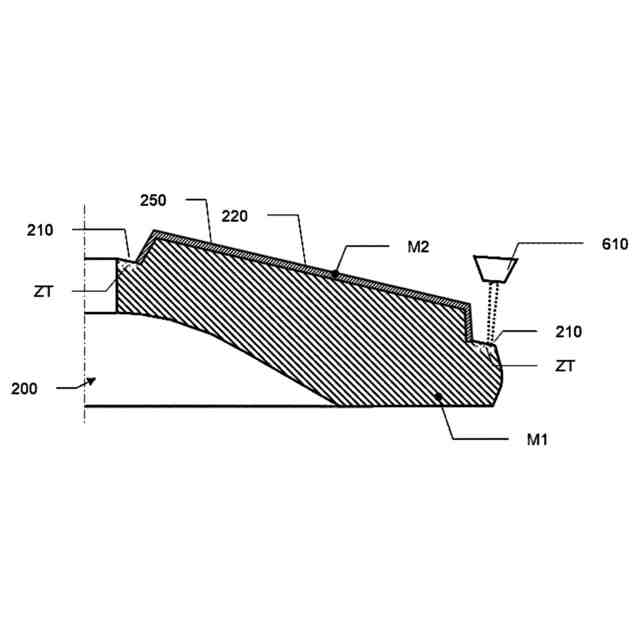
-前記少なくとも1つのコーティング層(250)の少なくとも一部をレーザアブレーションによって除去する工程(30)と、
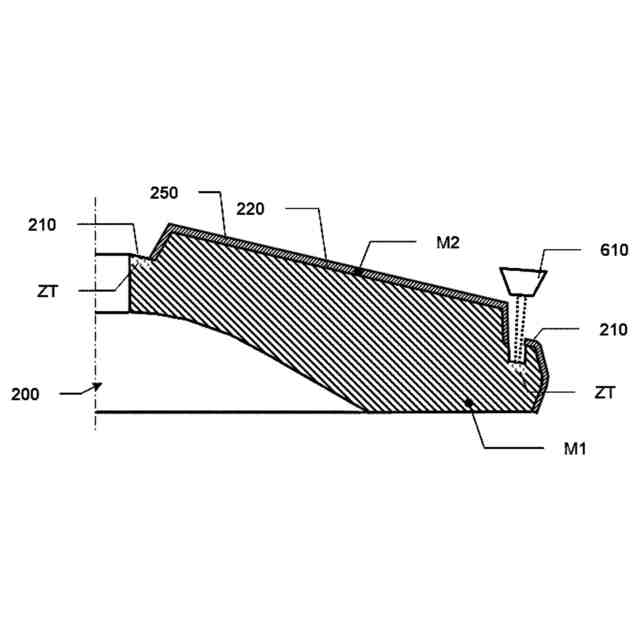
-前記少なくとも1つのコーティング層(250)によって以前に覆われていた前記ベース面(210)の少なくとも一部、及び/又は前記少なくとも1つのコーティング層(250)によって以前に覆われていた前記少なくとも1つの突出部(220)の少なくとも一部、及び/又は前記少なくとも1つのコーティング層(250)の少なくとも一部をレーザ加工することによってテクスチャ加工する工程(40)と、
を含む、方法。
続きを表示(約 2,000 文字)
【請求項2】
レーザアブレーションによって除去する前記工程(30)を実行して、
-前記ベース面(210)から前記コーティング(250)の合計厚み及び任意選択的に前記ブランク(200E1)の厚みを局所的に除去し、かつ/又は
前記コーティング(250)の前記合計厚みよりも小さい厚みの前記コーティング(250)を局所的に除去し、かつ/又は
-前記コーティング(250)の前記合計厚みよりも厳密に薄い前記コーティング(250)の可変厚みを局所的に除去する、請求項1に記載の製造方法。
【請求項3】
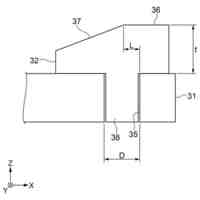
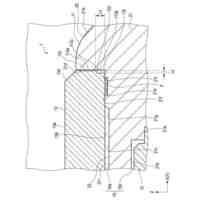
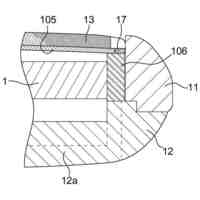
前記少なくとも1つの突出部(220)は、頂部(220s)を形成する少なくとも1つの表面と、前記頂部(220s)と前記ベース面(210)との間に配置された側部(220f)を形成する少なくとも1つの表面と、を備え、
前記少なくとも1つのコーティング層(250)を形成する前記工程は、前記ベース面(210)の少なくとも一部、前記少なくとも1つの突出部(220)の前記頂部(220s)を形成する前記表面の少なくとも一部、及び前記少なくとも1つの突出部(220)の前記側部(220f)を形成する前記表面の少なくとも一部を覆うコーティング(250)を形成するために提供され、
前記除去する工程(30)を実行して、前記ベース面(210)を覆う前記コーティング(250)を除去し、
前記テクスチャ加工する工程(40)を実行して、前記ベース面(210)の少なくとも一部をテクスチャ加工する、請求項1又は2に記載の製造方法。
【請求項4】
レーザアブレーションによる除去の前記工程(30)及びレーザ加工によるテクスチャ加工の前記工程(40)は、少なくとも部分的に同時であり、かつ/又は1つの同じレーザ源(610)を用いて実行される、請求項1~3のいずれか一項に記載の製造方法。
【請求項5】
レーザアブレーションによる除去の前記工程(30)及びレーザ加工によるテクスチャ加工の前記工程(40)は、超短パルスレーザ源(610)を用いて、好ましくはナノ秒の範囲、より好ましくはピコ秒の範囲、更により好ましくはフェムト秒の範囲のパルスを放出するように構成されたパルスレーザ源(610)を用いて実行される、請求項1~4のいずれか一項に記載の製造方法。
【請求項6】
前記ブランク(200E1)を形成する前記工程(10)の後に、特に、前記ブランク(200E1)を形成する前記工程(10)と前記少なくとも1つのコーティング層(250)を形成する前記工程(20)との間に実行される、前記ブランク(200E1)を機械加工及び/又は研削する工程を含む、請求項1~5のいずれか一項に記載の製造方法。
【請求項7】
前記ブランク(200E1)を形成する前記工程(10)と、前記少なくとも1つのコーティング層(250)を形成する前記工程(20)との間に実行される、前記ブランク(200E1)を仕上げ加工する工程を含む、請求項1~6のいずれか一項に記載の製造方法。
【請求項8】
前記少なくとも1つのコーティング層(250)を形成する前記工程(20)は、物理気相成長法(PVD)の工程、及び/又は化学気相成長法(CVD)の工程、及び/又は原子層堆積(ALD)の工程を含む、請求項1~7のいずれか一項に記載の製造方法。
【請求項9】
前記少なくとも1つのコーティング層(250)を形成する前記工程(20)は、セラミック材料の少なくとも1つの層及び/又は金属複合材を含む材料の少なくとも1つの層の前記形成を含む、請求項1~8のいずれか一項に記載の製造方法。
【請求項10】
前記少なくとも1つのコーティング層(250)を形成する前記工程(20)は、
-金属炭化物、特に炭化タングステン、及び/又は炭化チタン、及び/又は炭化ジルコニウム、及び/又は炭化タンタル、及び/又は炭化ニオブ、及び/又は炭化クロム、及び/又は炭化ハフニウム、及び/又は
-少なくとも1つの金属窒化物、特に窒化クロム、及び/又は窒化ホウ素、及び/又は窒化ジルコニウム、及び/又は窒化チタン、及び/又は窒化タンタル、及び/又は窒化ニオブ、及び/又は窒化ハフニウム、及び/又は
-合金中の、上記のような異なる金属炭化物の組み合わせ、及び/又は上記のような異なる金属窒化物の組み合わせ、及び/又は上記のような金属窒化物と上記のような金属炭化物との組み合わせ、
を少なくとも含む少なくとも1つの層の前記形成を含む、請求項1~9のいずれか一項に記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
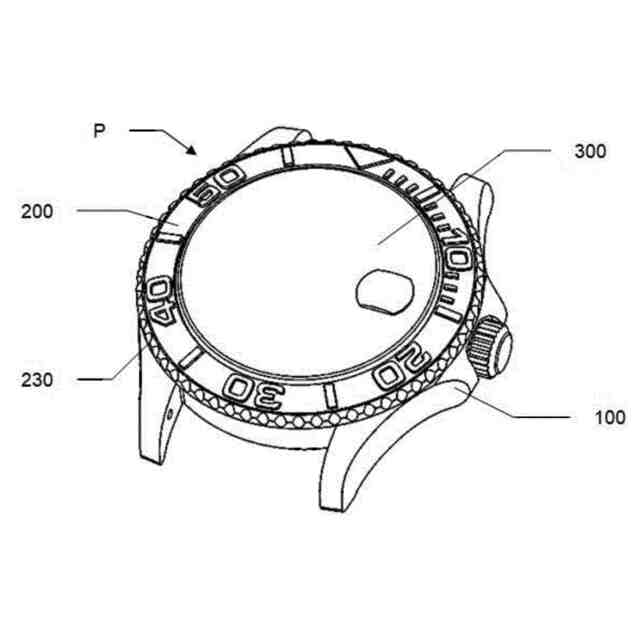
本発明は、一般的に、時計構成要素の製造に関し、特に、本発明は、レリーフ部品と、コーティングによって覆われた部品と、を有する時計構成要素の製造に関することができる。
続きを表示(約 3,900 文字)
【0002】
関連技術
レリーフ部品を有する時計構成要素の従来技術では、欧州特許出願公開第3892151号が知られており、コーティングによって覆われた部品を有し、レリーフの装飾インサートを含み得る時計構成要素を開示している。一方、この文献は、構成要素の特定の部品をテクスチャ加工するための解決策を何ら提案しておらず、構成要素のベース部品と比較して特定の外観を有するレリーフ部品を有する構成要素を何ら示唆していない。かかる時計構成要素(レリーフ部品でコーティングされた)は、タイムピースの可視部品として使用されることが多く、したがって、耐久性のある方法で、ユーザにとって最も美しい外観を確実にするために、正確かつ確実に実装する必要がある。国際公開第2018/109065号は、非導電性材料で作られた装飾要素又は時計の文字盤を製造する方法に関し、この方法では、非導電性材料で作られたベースを樹脂の犠牲層で覆い、エッチングし、次に機械的に平削りし、最後に樹脂の犠牲層を化学物質で溶解している。
【発明の概要】
【0003】
本発明の1つの目的は、上述の従来技術を改善することであり、具体的には、第1に、レリーフ部品、並びに異なる色及び/又は異なるテクスチャの部分を特徴とする時計構成要素を効率的に、迅速に、正確に、かつ確実に製造することを可能にする時計構成要素を製造する方法を提案して、経時的に持続する美しい外観をユーザに提供することである。本発明の1つの目的はまた、突出部品又はレリーフ部品と、異なる色及び/又は異なるテクスチャの部品と、を有する時計構成要素を提案して、経時的に持続する美しい外観と、パターンの多感覚読み取りを可能にする心地よい触覚感覚と、を有する時計構成要素をユーザに提供することである。
【0004】
そのために、本発明の第1の態様は、時計構成要素を製造する方法であって、
-少なくとも1つのベース面と、ベース面から突出する少なくとも1つの突出部とを含むか又は備えるブランクを、特に射出によって形成する工程と、
-ベース面の少なくとも一部及び/又は少なくとも1つの突出部の少なくとも一部を覆う少なくとも1つのコーティング層を形成する工程と、
-当該少なくとも1つのコーティング層の少なくとも一部をレーザアブレーションによって除去する工程と、
-当該少なくとも1つのコーティング層によって以前に覆われていたベース面の少なくとも一部、及び/又は少なくとも1つのコーティング層によって以前に覆われていた当該少なくとも1つの突出部の少なくとも一部、及び/又は少なくとも1つのコーティング層の少なくとも一部をレーザ加工することによってテクスチャ加工する工程と、を含む。
【0005】
上記の実装形態による方法は、ベース面及び少なくとも1つの突出部をコーティングによって覆う工程を含み、次いで、コーティング又は少なくとも1つのコーティング層を除去し、構成要素の可視表面をテクスチャ加工する工程を含む。したがって、コーティング及び/又はテクスチャ加工の境界設定がレーザ加工によって行われているため、美しい外観及び/又は非常に高い実施精度を有する、突出部品又はレリーフ部品、コーティングによって覆われた部品、及びテクスチャ加工された部品を有する時計構成要素を提案することができる。また、高い耐摩耗性及び/又は高い硬度を有する、環境応力又は衝撃に対して耐性のあるブランク材料及び/又はコーティングを提案することができ、レーザ加工は、コーティング又は少なくとも1つのコーティング層を容易に除去することができ、かつ/又はブランク材料をテクスチャ加工することができる。ベース面の少なくとも一部及び/又は少なくとも1つの突出部の少なくとも一部を覆う少なくとも1つのコーティング層を形成することが可能であり、すなわち、単一のコーティング層を形成することができるが、2つ、3つ、又は更に多くのコーティング層を形成することもできることに留意されたい。ブランクの全ての部分、又はユーザに可視である全ての部分を覆うために、特定のコーティング層を設けることができる。また、特定のコーティング層がブランクを部分的に覆うか、又はユーザに可視である部分を部分的に覆うようにすることもできる。
【0006】
製造方法及び/又は時計構成要素は、更に、以下の特徴のうちの1つ以上を、単独で又は組み合わせて有することができる。
【0007】
一実施形態によれば、レーザアブレーションによる除去の工程及びレーザ加工によるテクスチャ加工の工程は、少なくとも部分的に同時であり、かつ/又は同じレーザ源を用いて実行される。特に、コーティング全体が除去される部分では、コーティングを除去することが意図されるものと同じ、時計構成要素上のレーザビームの1回又は複数回のパス中に、以前にコーティングされた材料上にテクスチャが形成されるようにすることができる。換言すれば、除去の工程及びテクスチャ加工の工程は、同時であり、レーザビームの同じパスの間、同じ照射動作の間に実行される。コーティングされた領域の境界はテクスチャ加工された領域の境界に対応するため、非常に高い精度が得られ、コーティングされた領域とテクスチャ加工された領域との間にシフト又は「コーティングもテクスチャ加工もされていない」領域は存在しない。換言すれば、コーティングのレーザアブレーションは、テクスチャ加工を同時に実行し、これにより、コーティングされた表面から、露出されテクスチャ加工された表面に直接進むことが可能になる。換言すれば、レーザアブレーションによる除去の工程及びレーザ加工によるテクスチャ加工の工程は、少なくとも部分的に同時であり、すなわち、それらは同時に行われ、及び/又はレーザビームによる部品の照射(すなわち、1つの単一レーザビームのパス)は、当該少なくとも1つのコーティング層の除去と、(当該少なくとも1つのコーティング層によって以前に覆われていた)ベース面の少なくとも一部及び/又は(当該少なくとも1つのコーティング層によって以前に覆われていた)少なくとも1つの突出部の少なくとも一部及び/又は少なくとも1つのコーティング層の少なくとも一部のテクスチャ加工とを一度にもたらす。
【0008】
一実施形態によれば、レーザアブレーションによって除去する工程を実行して、
-ベース面からコーティングの合計厚み及び任意選択的にブランクの厚みを局所的に除去し、かつ/又は
-コーティングの合計厚みよりも薄い又は小さい厚みのコーティングを局所的に除去し、かつ/又は
-コーティングの合計厚みよりも厳密に薄い又は小さいコーティングの可変厚みを局所的に除去する。レーザ源を用いて行われるアブレーション及び/又はテクスチャ加工処理は、同じ構成要素に対して、多種多様な除去及び/又はテクスチャ加工を可能にする。特定の場所では、コーティング全体を除去するため、及び任意選択的に、ブランク材料をテクスチャ加工するために提供することができ、他の場所では、コーティングの一部、すなわち、特定のコーティング層のみを除去するために提供されることができ、更に他の場所では、コーティングの可変部分を除去するために提供されることができ、最終的に、更に他の場所では、コーティングをテクスチャ加工するために提供されることができる。
【0009】
好ましくは、除去する工程は、テクスチャ加工する工程で使用されるものと同じレーザ源と同時であり、かつ/又はそれを用いて行われる。特定の実施形態によれば、これらの2つの工程は、ベース面の少なくとも一部、少なくとも1つの突出部の頂部を形成する表面の少なくとも一部、及び少なくとも1つの突出部の側部を形成する表面の少なくとも一部を覆うコーティングに対して実施され、ベース面の少なくとも一部を覆うコーティングを除去すること、並びにベース面の少なくとも一部をテクスチャ加工することを目的とする。この実装形態によれば、少なくとも1つの突出部は、当該少なくとも1つのコーティング層によってコーティングされ(好ましくは完全にコーティングされ)、ブランクのベース面は、コーティングを有さず(好ましくは完全にコーティングを有さず)、ブランクのベース面は、テクスチャ加工される(好ましくは完全にテクスチャ加工される)。この実装形態によれば、最初にコーティングされたベース面のレベルで、材料の除去及びテクスチャ加工を実行したのは同じレーザ加工作業であり、コーティングの剥離された領域が同時にテクスチャ加工されるため、コーティングされた領域とテクスチャ加工された領域との間に遷移又はオフセットの領域はない。
【0010】
一実施形態によれば、レーザアブレーションによる除去の工程及び/又はレーザ加工によるテクスチャ加工の工程は、突出部品の側部に対して行われる。特に、レーザアブレーションによる除去の工程及び/又はレーザ加工によるテクスチャ加工の工程は、突出部品の側部上で実行することができ、後者は、ベース面の法線に対して、好ましくは5°~25°、特に10°~20°のレリーフ角(クリアランス角)を形成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
目覚し時計
12日前
シチズン時計株式会社
腕時計
6日前
日本電波株式会社
電波時計レピータ
5日前
セイコーエプソン株式会社
時計用部品及び時計
12日前
セイコーウオッチ株式会社
時計用文字板および時計
12日前
セイコーウオッチ株式会社
回転ベゼル構造及び時計
6日前
セイコーエプソン株式会社
時計用文字板および時計
16日前
カシオ計算機株式会社
機器、時計及び機器の製造方法
16日前
カシオ計算機株式会社
電子機器、電子時計、リセット制御回路およびリセット方法
21日前
カシオ計算機株式会社
時計用部材、時計及び時計用部材の製造方法
6日前
セイコーエプソン株式会社
時計用歯車の製造方法、板状部材、時計用歯車、及び時計
27日前
セイコーエプソン株式会社
文字板
1日前
セイコーエプソン株式会社
文字板
27日前
セイコーエプソン株式会社
文字板
27日前
セイコーエプソン株式会社
文字板
1日前
ロレックス・ソシエテ・アノニム
時計用の脱進機装置
12日前
ロレックス・ソシエテ・アノニム
時計用の脱進機装置
12日前
ウーテーアー・エス・アー・マニファクチュール・オロロジェール・スイス
アナログ表示要素及び時計
6日前
セイコーエプソン株式会社
文字板の加飾方法
27日前
ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド
防曇デバイス付き保護ガラスを備えた計時器
13日前
ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド
防曇デバイスを備える触覚制御機能付きの計時器
13日前
ウーテーアー・エス・アー・マニファクチュール・オロロジェール・スイス
表示要素を取り付けるシステム、及び計測器具
6日前
カシオ計算機株式会社
外装部材、電子時計及び外装部材の製造方法
16日前
コマディール・エス アー
携行型時計、ファッション物品又は宝飾品の外側部品、及びその外側部品の製造方法
6日前
ルバテル・エ・ワイエルマン・エス アー
計時器の外部部品要素に少なくとも1つの3次元要素を生成するためのシステム
22日前
ポルシェ ライフスタイル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト
首の周りに着用することができる時計
12日前
トーマス ヨット.ツェー. マッツェン ゲーエムベーハー
年齢を決定するための方法およびデバイス
16日前
他の特許を見る
 特許ウォッチ
特許ウォッチ