TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024142504
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023054661
出願日
2023-03-30
発明の名称
ステータの製造方法
出願人
株式会社アイシン
,
トヨタ自動車株式会社
代理人
Knowledge Partners弁理士法人
主分類
H02K
15/085 20060101AFI20241003BHJP(電力の発電,変換,配電)
要約
【課題】セグメントコイルと接続部材との凝着量が不足することを抑制可能なステータの製造方法を提供する。
【解決手段】ステータコア10の軸方向で対向させた複数のセグメントコイル21a,21bのうち、少なくとも一方の前記セグメントコイルを30接続部材に挿入して隙間嵌めまたは中間嵌めにより嵌合させる、嵌合ステップと、前記ステータコアの径方向内側から径方向外側に向けて前記接続部材を押圧して、複数の前記セグメントコイルの外周面と前記接続部材の内周面とを密着させる、押圧ステップと、複数の前記セグメントコイルと前記接続部材とが密着した状態を維持しつつ、複数の前記セグメントコイルのうち少なくとも一方を、前記軸方向であって前記セグメントコイルを前記接続部材に挿入した方向とは反対方向に引っ張る、引っ張りステップと、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
複数のスロットを有するステータコアと、前記スロット内に一部が配置され前記ステータコアに巻回されるステータコイルと、前記ステータコイルを構成する複数のセグメントコイルを前記スロット内で電気的に接続させる接続部材と、を備えた、ステータの製造方法であって、
前記ステータコアの軸方向で対向させた複数の前記セグメントコイルのうち、少なくとも一方の前記セグメントコイルを前記接続部材に挿入して隙間嵌めまたは中間嵌めにより嵌合させる、嵌合ステップと、
前記ステータコアの径方向内側から径方向外側に向けて前記接続部材を押圧して、複数の前記セグメントコイルの外周面と前記接続部材の内周面とを密着させる、押圧ステップと、
複数の前記セグメントコイルと前記接続部材とが密着した状態を維持しつつ、複数の前記セグメントコイルのうち少なくとも一方を、前記軸方向であって前記セグメントコイルを前記接続部材に挿入した方向とは反対方向に引っ張る、引っ張りステップと、を備える、
ステータの製造方法。
続きを表示(約 860 文字)
【請求項2】
前記引っ張りステップにおいて、
前記押圧ステップの実行中に、前記セグメントコイルの引っ張りを行う、
請求項1に記載のステータの製造方法。
【請求項3】
複数の前記セグメントコイルは、前記軸方向の一方側で前記接続部材に嵌合する第1セグメントコイルと、前記軸方向の他方側で前記接続部材に嵌合する第2セグメントコイルと、を含み、
前記嵌合ステップにおいて、
前記第1セグメントコイルと前記接続部材との嵌合を行った後に、前記第1セグメントコイルを前記スロット内に収容し、さらに前記第2セグメントコイルと前記接続部材との嵌合を前記スロット内で行う、
請求項1に記載のステータの製造方法。
【請求項4】
前記接続部材を複数備え、
複数の前記接続部材は、前記軸方向において前記接続部材を押圧する押圧手段に対応する位置に配置され、
前記押圧ステップにおいて、複数の前記接続部材は、前記押圧手段により同時に前記径方向内側から前記径方向外側に押圧される、
請求項1に記載のステータの製造方法。
【請求項5】
複数の前記セグメントコイルには、導線が露出した裸電部が端部に形成され、
隣接する前記セグメントコイルの前記裸電部の間に絶縁紙を配置する配置ステップを更に備え、
前記押圧ステップは、前記配置ステップが行われた後に実行される、
請求項1に記載のステータの製造方法。
【請求項6】
複数の前記セグメントコイルには、導線が露出した裸電部が端部に形成され、
複数の前記接続部材は、前記スロット内で前記軸方向において異なる位置に配置され、
前記異なる位置は、前記引っ張りステップの実行後の状態で、少なくとも前記径方向で隣接する複数の前記セグメントコイルの前記裸電部が互いに前記軸方向において重ならない位置である、
請求項1に記載のステータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステータの製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、ステータコイルを構成する複数のコイルを、接続部材を介して接続する方法が知られている。例えば特許文献1には、複数のセグメントコイルの端部を接続部材(連結部材)の両端に形成された嵌合部に圧入することにより、コイル同士を接続する構成が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-126153号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されたステータは、複数のセグメントコイルの端部を接続部材の両端の嵌合部に圧入することで、接続部材とセグメントコイルとを強固に固定させる。しかしながら、セグメントコイル等の機械要素は、寸法精度に不可避的なバラツキ(すなわち個体差)があるため、圧入によりセグメントコイルを接続部材に嵌合させる場合、当該嵌合が不十分となる可能性がある。特に、セグメントコイルと接続部材とは強固に固定する必要があることから締まり嵌めによって圧入することが想定されるが、セグメントコイルと接続部材との締め代が過度に大きい場合には、圧入の際に、接続部材の嵌合部が塑性変形したり、セグメントコイルが座屈して変形したりするおそれがある。そして、このように、セグメントコイルの接続部材への嵌合が不十分であると、セグメントコイルと接続部材との接触が不安定となり、セグメントコイルと接続部材との凝着量が不足して、当該セグメントコイルと接続部材とを強固に固定できないおそれがある。
【0005】
本発明は、上記課題に鑑みてなされたものであって、セグメントコイルと接続部材との凝着量が不足することを抑制可能なステータの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、複数のスロットを有するステータコアと、前記スロット内に一部が配置され前記ステータコアに巻回されるステータコイルと、前記ステータコイルを構成する複数のセグメントコイルを前記スロット内で電気的に接続させる接続部材と、を備えた、ステータの製造方法であって、前記ステータコアの軸方向で対向させた複数の前記セグメントコイルのうち、少なくとも一方の前記セグメントコイルを前記接続部材に挿入して隙間嵌めまたは中間嵌めにより嵌合させる、嵌合ステップと、前記ステータコアの径方向内側から径方向外側に向けて前記接続部材を押圧して、複数の前記セグメントコイルの外周面と前記接続部材の内周面とを密着させる、押圧ステップと、複数の前記セグメントコイルと前記接続部材とが密着した状態を維持しつつ、複数の前記セグメントコイルのうち少なくとも一方を、前記軸方向であって前記セグメントコイルを前記接続部材に挿入した方向とは反対方向に引っ張る、引っ張りステップと、を備える。
【0007】
この構成によれば、複数のセグメントコイルのうちの少なくとも一方を接続部材に対して、隙間嵌または中間嵌めにより嵌合する。そして、当該セグメントコイルが嵌合した状態で接続部材をステータコアの径方向内側から径方向外側に向けて押圧する。これにより、嵌合しているセグメントコイルの外周面と接続部材の内周面とが密着した状態となる。そして、当該密着した状態を維持しつつ、接続部材に嵌合しているセグメントコイルの少なくとも一方を、軸方向で上記の隙間嵌め(または中間嵌め)による嵌合を行った際の挿入方向とは反対方向に引っ張る。これにより、密着している接続部材の内周面とセグメントコイルの外周面とが摺動し、接続部材とセグメントコイルとの間で凝着が生じる。すなわち、このステータの製造方法によれば、従来技術のように、セグメントコイルを接続部材に対して締まり嵌めによって圧入を行うことがないので、締め代が過度に大きいことなどにより当該嵌合が不十分となることがない。そのため、セグメントコイルを引っ張る際に生じる凝着量が不足するなどの不都合が生じることを回避または抑制できる。つまり、接続部材に対してセグメントコイルを隙間嵌めや中間嵌めで嵌合させた状態から接続部材を押圧することで、セグメントコイルと接続部材とを密着状態にでき、その状態からセグメントコイルを軸方向に摺動させて引っ張ることで、確実に凝着を発生させることができる。その結果、セグメントコイルと接続部材とを強固に固定させることができる。
【図面の簡単な説明】
【0008】
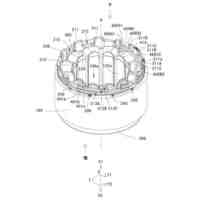
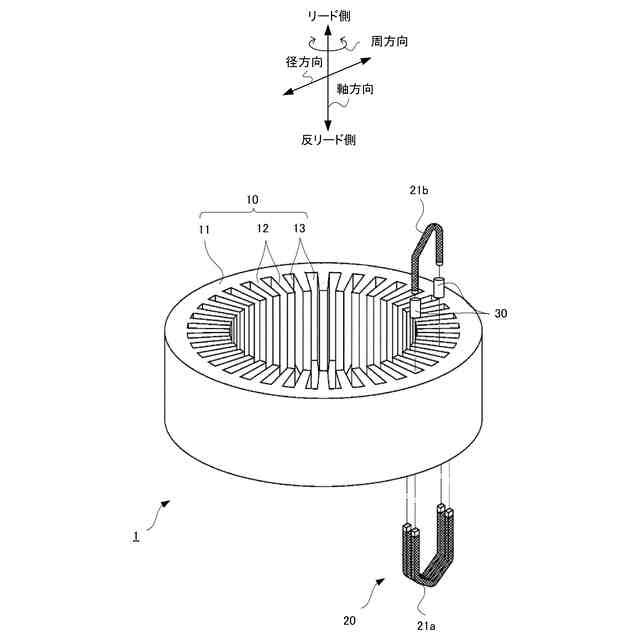
ステータの分解斜視図を示す図である。
セグメントコイルを説明するための図であって、図2Aは第1セグメントコイルを示し、図2Bは第2セグメントコイルを示す。
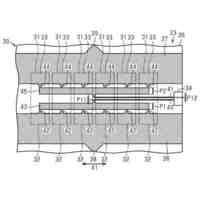
接続部材とセグメントコイルとが嵌合して固定(固着)された状態を示す図である。
隣接する接続部材を軸方向で異なる位置に配置した例を説明するための図である。
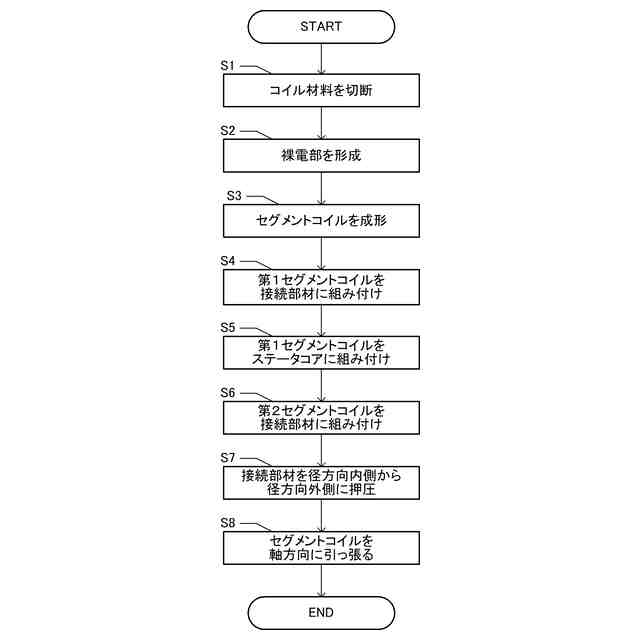
本実施形態におけるステータの製造方法のフローチャートを示す図である。
図6A、図6B、および図6Cは、ステータの製造方法を模式的に説明するため図である。
図7A、図7B、および図7Cは、他の実施形態におけるステータの製造方法を模式的に説明するため図である。
図8A、図8B、および図8Cは、他の実施形態におけるステータの製造方法を模式的に説明するため図である。
他の実施形態を説明するための図であって、絶縁紙の一例を示す図である。
図9の絶縁紙の構成を示す断面図である。
他の実施形態におけるステータの製造方法のフローチャートを示す図である。
【発明を実施するための形態】
【0009】
以下、図を参照しつつ、ステータの構成およびステータの製造方法について説明する。ここでは、下記の順序に従って本発明の実施形態について説明する。
(1)ステータの構成:
(2)ステータの製造方法:
(3)他の実施形態:
【0010】
(1)ステータの構成:
図1は、本実施形態におけるステータ1の構成を示す分解斜視図である。図1に示すステータ1は、当該ステータ1の内径側に配置されたロータ(図示せず)と共にモータを構成する。ステータ1が適用されるモータは、電動機として用いられてもよいし、発電機として用いられてもよいし、電動機としての機能と発電機としての機能とを兼ね備えたモータ・ジェネレータとして用いられてもよい。例えば、ステータ1は、電動車両やハイブリッド車両のモータに適用され、当該モータは、走行用の駆動力を生成する電動機として機能すると共に、回生トルクで発電を行う発電機として機能する。なお、本明細書においては、ステータ1の軸(中心軸)に沿った方向を「軸方向」と称し、軸に垂直な方向(ステータの半径方向)を「径方向」と称す。また、径方向における軸側を「径方向内側」と称し、径方向における軸と反対側(軸から離れる側)を「径方向外側」と称す。さらに、軸を中心とした円の周に沿った方向を「周方向」と称す。そして、軸方向のうち、ステータコイルにおいてリード線が引き出される方向をリード側と称し、その反対側を反リード側と称す。図1においては、上側がリード側、下側が反リード側とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン・ロジテクサービス
搬送容器
2日前
ローム株式会社
複合電源回路
2日前
新電元工業株式会社
電源装置
3日前
新電元工業株式会社
絶縁電源
3日前
株式会社アイドゥス企画
連結ドラムモータ
2日前
株式会社カネカ
独立システム
3日前
株式会社東光通商
熱電発電装置
2日前
富士電機株式会社
電力変換装置
3日前
株式会社アイシン
電源装置
3日前
ミツミ電機株式会社
直流電源装置
3日前
本田技研工業株式会社
蓄電装置
2日前
本田技研工業株式会社
回転電機
3日前
株式会社豊田自動織機
電力変換装置
3日前
株式会社豊田自動織機
電力変換装置
3日前
株式会社豊田自動織機
電流検出回路
3日前
株式会社豊田自動織機
電力変換装置
3日前
新電元工業株式会社
余剰電力消費装置
3日前
株式会社デンソー
電力変換装置
2日前
ダイハツ工業株式会社
電線の保持構造
3日前
三協立山株式会社
ソーラーパネル取付用構造体
2日前
矢崎総業株式会社
電気接続箱
2日前
本田技研工業株式会社
回転シャフト
2日前
大阪瓦斯株式会社
電源管理システム
3日前
トヨタ自動車株式会社
ソーラ充電システム
3日前
株式会社鈴木商会
消磁方法および消磁装置
3日前
大阪瓦斯株式会社
電源管理システム
3日前
株式会社デンソー
電池監視システム
3日前
大阪瓦斯株式会社
電源管理システム
3日前
ローム株式会社
電流制限回路
3日前
本田技研工業株式会社
回転電機システム
2日前
愛知電機株式会社
電動機
3日前
トヨタ自動車株式会社
ソーラー充電システム
3日前
愛知電機株式会社
電動機
3日前
トヨタ自動車株式会社
ソーラー充電システム
3日前
本田技研工業株式会社
回転電機システム
2日前
本田技研工業株式会社
回転電機システム
2日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ