TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024119369
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026219
出願日
2023-02-22
発明の名称
成形体の製造方法、成形体、及び無理抜き成形用ポリアミド樹脂組成物
出願人
三井化学株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
B29C
33/42 20060101AFI20240827BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】吸水による強度の低下が少なく、且つ無理抜き成形が可能な成形体の製造方法を提供すること。
【解決手段】アンダーカット部を含む成形体の製造方法であって、ポリアミド樹脂組成物を金型を用いて成形して、前記成形体を得る工程と、無理抜きにより、前記成形体を前記金型から離型させて取り出す工程とを含む。前記ポリアミド樹脂組成物は、ポリアミド樹脂(A)と、官能基を含む化合物により変性された変性樹脂(B)と、繊維状強化材(C)とを含む。前記ポリアミド樹脂(A)は、結晶性のポリアミド樹脂である第1のポリアミド樹脂(Aa)を含み、前記第1のポリアミド樹脂(Aa)の前記ジカルボン酸に由来する構成単位(Aa1)は、前記ジカルボン酸に由来する構成単位(Aa1)の総モル数に対して、95モル%以上の芳香族ジカルボン酸に由来する構成単位を含む。
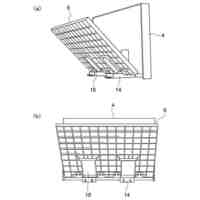
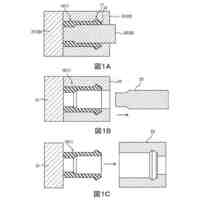
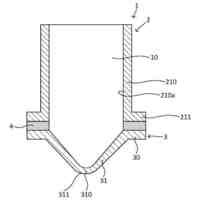
【選択図】図1
特許請求の範囲
【請求項1】
アンダーカット部を含む成形体の製造方法であって、
ポリアミド樹脂組成物を金型を用いて成形して、前記成形体を得る工程と、
無理抜きにより、前記成形体を前記金型から離型させて取り出す工程と、
を含み、
前記ポリアミド樹脂組成物は、ポリアミド樹脂(A)と、官能基を含む化合物により変性された変性樹脂(B)と、繊維状強化材(C)とを含み、
前記ポリアミド樹脂(A)は、結晶性のポリアミド樹脂である第1のポリアミド樹脂(Aa)を含み、
前記第1のポリアミド樹脂(Aa)は、ジカルボン酸に由来する構成単位(Aa1)と、ジアミンに由来する構成単位(Aa2)とを含み、
前記ジカルボン酸に由来する構成単位(Aa1)は、前記ジカルボン酸に由来する構成単位(Aa1)の総モル数に対して、95モル%以上の芳香族ジカルボン酸に由来する構成単位を含む、
成形体の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記ポリアミド樹脂(A)は、前記第1のポリアミド樹脂(Aa)とは分子構造が異なる第2のポリアミド樹脂(Ab)をさらに含み、
前記第2のポリアミド樹脂(Ab)は、ジカルボン酸に由来する構成単位(Ab1)と、ジアミンに由来する構成単位(Ab2)とを含み、
前記ジカルボン酸に由来する構成単位(Ab1)は、前記ジカルボン酸に由来する構成単位(Ab1)の総モル数に対して95モル%以上の芳香族ジカルボン酸に由来する構成単位を含む、
請求項1に記載の成形体の製造方法。
【請求項3】
前記第1のポリアミド樹脂(Aa)の融点(Tm)とガラス転移温度(Tg)の差(Tm-Tg)は200℃以上であり、
前記第2のポリアミド樹脂(Ab)の融点(Tm)とガラス転移温度(Tg)の差(Tm-Tg)は200℃未満である、
請求項2に記載の成形体の製造方法。
【請求項4】
前記第2のポリアミド樹脂(Ab)は融点を実質的に有さない、
請求項2に記載の成形体の製造方法。
【請求項5】
前記ジカルボン酸に由来する構成単位(Aa1)は、前記ジカルボン酸に由来する構成単位(Aa1)の総モル数に対して、テレフタル酸に由来する構成単位を50モル%超100モル%以下含み、
前記ジアミンに由来する構成単位(Aa2)は、炭素原子数4~15の直鎖状の脂肪族ジアミンに由来する構成単位(Aa2-1)を含む、
請求項1に記載の成形体の製造方法。
【請求項6】
前記ジカルボン酸に由来する構成単位(Ab1)は、前記ジカルボン酸に由来する構成単位(Ab1)の総モル数に対して、イソフタル酸に由来する構成単位を50モル%超100モル%以下含み、
前記ジアミンに由来する構成単位(Ab2)は、炭素原子数4~15の直鎖状の脂肪族ジアミンに由来する構成単位(Ab2-1)を含む、
請求項2に記載の成形体の製造方法。
【請求項7】
前記ジカルボン酸に由来する構成単位(Ab1)は、テレフタル酸に由来する構成単位を含み、
前記ジアミンに由来する構成単位(Ab2)は、分岐状の脂肪族ジアミンに由来する構成単位(Ab2-2)、炭素数7以上の直鎖状の脂肪族ジアミンに由来する構成単位(Ab2-3)、又は炭素原子数4~20の脂環族ジアミンに由来する構成単位(Ab2-4)を含む、
請求項2に記載の成形体の製造方法。
【請求項8】
前記成形体は、前記アンダーカット部を含む筒状部を有する、
請求項1に記載の成形体の製造方法。
【請求項9】
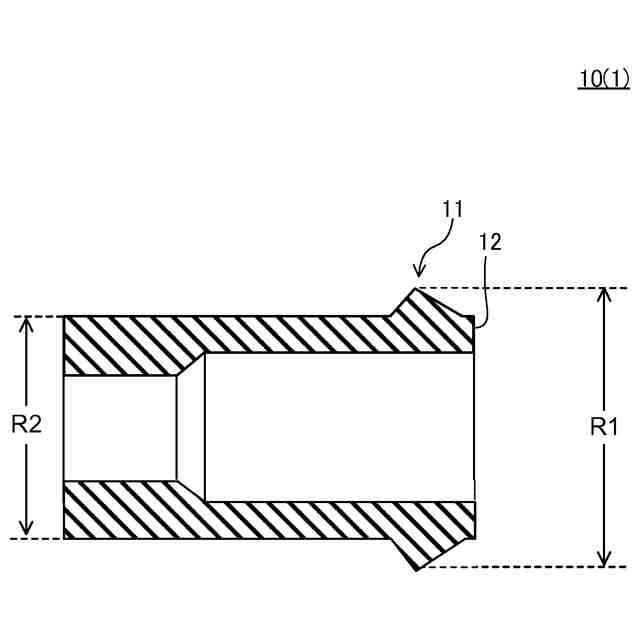
前記筒状部は、円筒部であり、
前記アンダーカット部は、前記円筒部の外径方向に突出する突出部であり、
前記突出部の頂部における前記円筒部の外径をR1、前記突出部を除く前記円筒部の外径をR2としたとき、下記式(1)で示されるアンダーカット率が10%以上である、
請求項8に記載の成形体の製造方法。
式(1):アンダーカット率(%)=[(R1-R2)/R2]×100
【請求項10】
前記変性樹脂(B)は、0.3~5.0質量%の官能基構成単位を含むオレフィン系重合体を含む、
請求項1に記載の成形体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体の製造方法、成形体、及び無理抜き成形用ポリアミド樹脂組成物に関する。
続きを表示(約 5,500 文字)
【背景技術】
【0002】
ポリアミド樹脂は、優れた機械的強度、耐熱性及び耐薬品性を有することから、種々の分野で成形材料として用いられている。特に、ポリアミド樹脂は耐熱性に優れることから、自動車用部品、例えば自動車における冷却系部品(冷却水制御バルブ、インレット、アウトレットパイプ、ウォーターポンプ等)に用いられている。
【0003】
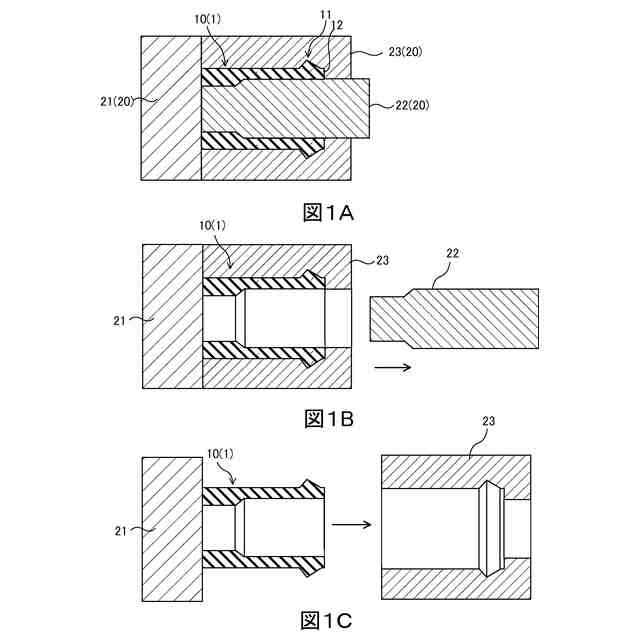
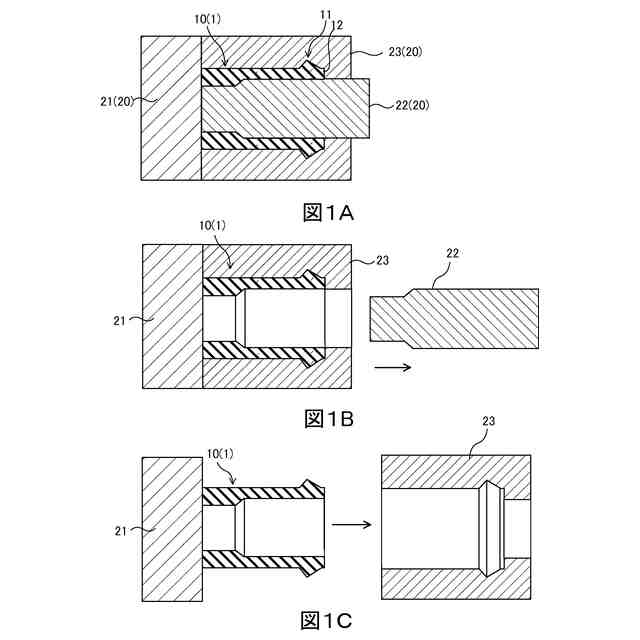
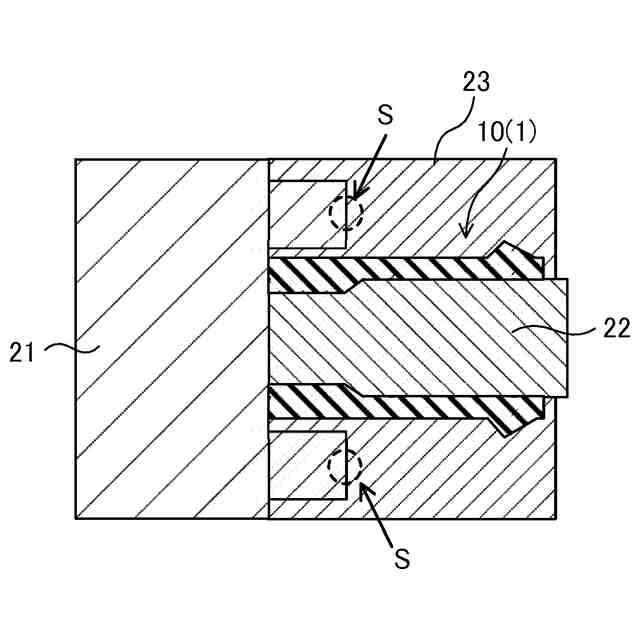
上記冷却系部品は、エンジンを冷却するための冷却水を送液するための部品であり、それらの多くは、冷却水を送液するための配管を有している。これらの配管は、配管同士の継ぎ手部分の機密性を高めるために、端部に突出部が設けられることがある。そのような突出部を有する配管部品を金型で成形する場合、突出部がアンダーカット部となるため、金型を2つに割って外側の金型を取り出す、いわゆる、「型割成形」で成形体を取り出す。しかしながら、型割成形では、成形体の型割面にバリが発生するため、バリ取りの工程が必要となる。そのため、突出部を有する部位に対して、無理抜き成形をすることが望まれており、無理抜き成形が可能な樹脂組成物が求められている。
【0004】
無理抜き成形とは、金型を、成形体の突出部を乗り越えるように引き抜いて成形する方法である。無理抜き成形では、金型を引き抜く際に、成形体が弾性変形する必要がある。
【0005】
無理抜き成形が可能な樹脂組成物として、6T6I6系のポリアミド樹脂を含むポリアミド樹脂組成物が知られている。例えば、特許文献1には、54~62モル%のヘキサメチレンテレフタルアミド(6T)繰り返し単位と、12~29モル%のヘキサメチレンイソフタルアミド(6I)繰り返し単位と、9~26モル%のカプロラクタム(6)繰り返し単位とを含む半芳香族コポリアミド(a)と、補強剤(b)と、熱安定剤(c)とを含むポリアミド組成物が開示されている。実施例で使用されている半芳香族コポリアミド(a)は、ジカルボン酸成分中、芳香族ジカルボン酸成分を70~82モル%含んでいる。
【先行技術文献】
【特許文献】
【0006】
特表2022-526667号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に示されるような6T6I6系のポリアミド樹脂は、吸水率が高い。そのようなポリアミド樹脂を含む樹脂組成物で成形された成形体を冷却系部品に使用した場合、使用中に吸水による成形体の強度の低下(特にLLC浸漬後の引張強度の低下)が生じやすいという問題があった。
【0008】
本発明は、上記事情に鑑みてなされたものであり、吸水による強度の低下が少なく、且つ無理抜き成形が可能な成形体の製造方法、成形体及び無理抜き成形用のポリアミド樹脂組成物を提供することを目的とする。
【課題を解決するための手段】
【0009】
[1] アンダーカット部を含む成形体の製造方法であって、ポリアミド樹脂組成物を金型を用いて成形して、前記成形体を得る工程と、無理抜きにより、前記成形体を前記金型から離型させて取り出す工程と、を含み、前記ポリアミド樹脂組成物は、ポリアミド樹脂(A)と、官能基を含む化合物により変性された変性樹脂(B)と、繊維状強化材(C)とを含み、前記ポリアミド樹脂(A)は、結晶性のポリアミド樹脂である第1のポリアミド樹脂(Aa)を含み、前記第1のポリアミド樹脂(Aa)は、ジカルボン酸に由来する構成単位(Aa1)と、ジアミンに由来する構成単位(Aa2)とを含み、前記ジカルボン酸に由来する構成単位(Aa1)は、前記ジカルボン酸に由来する構成単位(Aa1)の総モル数に対して、95モル%以上の芳香族ジカルボン酸に由来する構成単位を含む、成形体の製造方法。
[2] 前記ポリアミド樹脂(A)は、前記第1のポリアミド樹脂(Aa)とは分子構造が異なる第2のポリアミド樹脂(Ab)をさらに含み、前記第2のポリアミド樹脂(Ab)は、ジカルボン酸に由来する構成単位(Ab1)と、ジアミンに由来する構成単位(Ab2)とを含み、前記ジカルボン酸に由来する構成単位(Ab1)は、前記ジカルボン酸に由来する構成単位(Ab1)の総モル数に対して95モル%以上の芳香族ジカルボン酸に由来する構成単位を含む、[1]に記載の成形体の製造方法。
[3] 前記第1のポリアミド樹脂(Aa)の融点(Tm)とガラス転移温度(Tg)の差(Tm-Tg)は200℃以上であり、前記第2のポリアミド樹脂(Ab)の融点(Tm)とガラス転移温度(Tg)の差(Tm-Tg)は200℃未満である、[2]に記載の成形体の製造方法。
[4] 前記第2のポリアミド樹脂(Ab)は融点を実質的に有さない、[2]に記載の成形体の製造方法。
[5] 前記ジカルボン酸に由来する構成単位(Aa1)は、前記ジカルボン酸に由来する構成単位(Aa1)の総モル数に対して、テレフタル酸に由来する構成単位を50モル%超100モル%以下含み、前記ジアミンに由来する構成単位(Aa2)は、炭素原子数4~15の直鎖状の脂肪族ジアミンに由来する構成単位(Aa2-1)を含む、[1]~[4]のいずれかに記載の成形体の製造方法。
[6] 前記ジカルボン酸に由来する構成単位(Ab1)は、前記ジカルボン酸に由来する構成単位(Ab1)の総モル数に対して、イソフタル酸に由来する構成単位を50モル%超100モル%以下含み、前記ジアミンに由来する構成単位(Ab2)は、炭素原子数4~15の直鎖状の脂肪族ジアミンに由来する構成単位(Ab2-1)を含む、[2]に記載の成形体の製造方法。
[7] 前記ジカルボン酸に由来する構成単位(Ab1)は、テレフタル酸に由来する構成単位を含み、前記ジアミンに由来する構成単位(Ab2)は、分岐状の脂肪族ジアミンに由来する構成単位(Ab2-2)、炭素数7以上の直鎖状の脂肪族ジアミンに由来する構成単位(Ab2-3)、又は炭素原子数4~20の脂環族ジアミンに由来する構成単位(Ab2-4)を含む、[2]に記載の成形体の製造方法。
[8] 前記成形体は、前記アンダーカット部を含む筒状部を有する、[1]~[7]のいずれかに記載の成形体の製造方法。
[9] 前記筒状部は、円筒部であり、前記アンダーカット部は、前記円筒部の外径方向に突出する突出部であり、前記突出部の頂部における前記円筒部の外径をR1、前記突出部を除く前記円筒部の外径をR2としたとき、下記式(1)で示されるアンダーカット率が10%以上である、[8]に記載の成形体の製造方法。
式(1):アンダーカット率(%)=[(R1-R2)/R2]×100
[10] 前記変性樹脂(B)は、0.3~5.0質量%の官能基構成単位を含むオレフィン系重合体を含む、[1]~[7]のいずれかに記載の成形体の製造方法。
[11] 前記第1のポリアミド樹脂(Aa)の含有量は、前記ポリアミド樹脂(A)100質量部に対して70~100質量部であり、前記変性樹脂(B)の含有量は、前記ポリアミド樹脂(A)100質量部に対して0.1~20質量部であり、
前記繊維状強化材(C)の含有量は、前記ポリアミド樹脂組成物100質量部に対して10~45質量部である、[1]~[10]のいずれかに記載の成形体の製造方法。
[12] 前記第1のポリアミド樹脂(Aa)の含有量は、前記ポリアミド樹脂(A)100質量部に対して70~95質量部であり、前記第2のポリアミド樹脂(Ab)の含有量は、前記ポリアミド樹脂(A)100質量部に対して5~30質量部であり、前記変性樹脂(B)の含有量は、前記ポリアミド樹脂(A)100質量部に対して0.1~20質量部であり、前記繊維状強化材(C)の含有量は、前記ポリアミド樹脂組成物100質量部に対して10~45質量部である、[2]に記載の成形体の製造方法。
[13] 無理抜きにより成形された、アンダーカット部を含む成形体であって、前記成形体は、ポリアミド樹脂組成物を含み、前記ポリアミド樹脂組成物は、ポリアミド樹脂(A)と、官能基を含む化合物により変性された変性樹脂(B)と、繊維状強化材(C)とを含み、前記ポリアミド樹脂(A)は、結晶性のポリアミド樹脂である第1のポリアミド樹脂(Aa)を含み、前記第1のポリアミド樹脂(Aa)は、ジカルボン酸に由来する構成単位(Aa1)と、ジアミンに由来する構成単位(Aa2)とを含み、前記ジカルボン酸に由来する構成単位(Aa1)は、前記ジカルボン酸に由来する構成単位(Aa1)の総モル数に対して、95モル%以上の芳香族ジカルボン酸に由来する構成単位を含む、成形体。
[14] 前記ポリアミド樹脂は、前記第1のポリアミド樹脂(Aa)とは分子構造が異なる第2のポリアミド樹脂(Ab)をさらに含み、前記第2のポリアミド樹脂(Ab)は、ジカルボン酸に由来する構成単位(Ab1)と、ジアミンに由来する構成単位(Ab2)とを含み、前記ジカルボン酸に由来する構成単位(Ab1)は、前記ジカルボン酸に由来する構成単位(Ab1)の総モル数に対して95質量%以上の芳香族ジカルボン酸に由来する構成単位を含む、[13]に記載の成形体。
[15] 前記成形体は、前記アンダーカット部を含む円筒部を有し、前記アンダーカット部は、前記円筒部の外径方向に突出する突出部であり、前記突出部の頂部における前記円筒部の外径をR1、前記突出部を除く前記円筒部の外径をR2としたとき、下記式(1)で示されるアンダーカット率が10%以上である、[13]又は[14]に記載の成形体。
式(1):アンダーカット率(%)=[(R1-R2)/R2]×100
[16] 前記第1のポリアミド樹脂(Aa)の含有量は、前記ポリアミド樹脂(A)100質量部に対して70~100質量部であり、前記変性樹脂(B)の含有量は、前記ポリアミド樹脂(A)100質量部に対して0.1~20質量部であり、前記繊維状強化材(C)の含有量は、前記ポリアミド樹脂組成物100質量部に対して10~45質量部である、[13]~[15]に記載の成形体。
[17] 前記第1のポリアミド樹脂(Aa)の含有量は、前記ポリアミド樹脂(A)100質量部に対して70~95質量部であり、前記第2のポリアミド樹脂(Ab)の含有量は、前記ポリアミド樹脂(A)100質量部に対して5~30質量部であり、前記変性樹脂(B)の含有量は、前記ポリアミド樹脂(A)100質量部に対して0.1~20質量部であり、前記繊維状強化材(C)の含有量は、前記ポリアミド樹脂組成物100質量部に対して10~45質量部である、[13]~[16]のいずれかに記載の成形体。
[18] 無理抜き成形用のポリアミド樹脂組成物であって、前記ポリアミド樹脂組成物は、ポリアミド樹脂(A)と、官能基を含む化合物により変性された変性樹脂(B)と、繊維状強化材(C)とを含み、前記ポリアミド樹脂(A)は、結晶性のポリアミド樹脂である第1のポリアミド樹脂(Aa)を含み、前記第1のポリアミド樹脂(Aa)は、ジカルボン酸に由来する構成単位(Aa1)と、ジアミンに由来する構成単位(Aa2)とを含み、前記ジカルボン酸に由来する構成単位(Aa1)は、前記ジカルボン酸に由来する構成単位(Aa1)の総モル数に対して95モル%以上の芳香族ジカルボン酸に由来する構成単位を含み、前記第1のポリアミド樹脂(Aa)の含有量は、前記ポリアミド樹脂(A)100質量部に対して70~100質量部であり、前記変性樹脂(B)の含有量は、前記ポリアミド樹脂(A)100質量部に対して0.1~20質量部であり、前記繊維状強化材(C)の含有量は、前記ポリアミド樹脂組成物100質量部に対して10~45質量部である、無理抜き成形用のポリアミド樹脂組成物。
[19] 前記ポリアミド樹脂(A)は、前記第1のポリアミド樹脂(Aa)とは分子構造が異なる第2のポリアミド樹脂(Ab)をさらに含み、前記第2のポリアミド樹脂(Ab)は、ジカルボン酸に由来する構成単位(Ab1)と、ジアミンに由来する構成単位(Ab2)とを含み、前記ジカルボン酸に由来する構成単位(Ab1)は、前記ジカルボン酸に由来する構成単位(Ab1)の総モル数に対して95質量%以上の芳香族ジカルボン酸に由来する構成単位を含み、前記第1のポリアミド樹脂(Aa)の含有量は、前記ポリアミド樹脂(A)100質量部に対して70~95質量部であり、前記第2のポリアミド樹脂(Ab)の含有量は、前記ポリアミド樹脂(A)100質量部に対して5~30質量部である、[18]に記載の無理抜き成形用のポリアミド樹脂組成物。
【発明の効果】
【0010】
本発明によれば、吸水による強度の低下が少なく、且つ無理抜き成形が可能な成形体の製造方法、成形体及び無理抜き成形用のポリアミド樹脂組成物を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三井化学株式会社
搬送体
16日前
三井化学株式会社
筒体造形方法
5日前
三井化学株式会社
捕集部材及び捕集装置
16日前
三井化学株式会社
ポリアミド樹脂組成物
10日前
三井化学株式会社
ポリアミド樹脂組成物
10日前
下関三井化学株式会社
リン酸の製造方法
2日前
三井化学株式会社
ポリプロピレン樹脂組成物
10日前
三井化学株式会社
消臭材料およびその製造方法
5日前
三井化学株式会社
エチレン重合体組成物の製造方法
9日前
三井化学株式会社
エチレン系共重合体組成物およびその用途
10日前
三井化学株式会社
エチレン系共重合体組成物およびその用途
20日前
三井化学株式会社
光硬化性組成物、立体造形物、及び歯科用製品
2日前
三井化学株式会社
コンベアベルト用共重合体組成物およびその用途
16日前
三井化学株式会社
成形体、成形体の製造方法、および金属樹脂複合体
9日前
三井化学株式会社
成形体、成形体の製造方法、および金属樹脂複合体
9日前
三井化学株式会社
水系ディスパージョンおよびガスバリア性コート材
9日前
三井化学株式会社
ポリアミド樹脂組成物、樹脂部材、および金属樹脂複合体
9日前
三井化学株式会社
ポリアミド樹脂組成物、樹脂部材、および金属樹脂複合体
9日前
三井化学株式会社
4-メチル-1-ペンテン系重合体組成物、および成形体
10日前
三井化学株式会社
リユース管理方法、プログラム、リユース管理装置、及びデータ構造
17日前
三井化学株式会社
二酸化炭素の還元方法、エタノールの製造方法及び二酸化炭素還元触媒
9日前
三井化学株式会社
成形体の製造方法、成形体、及び無理抜き成形用ポリアミド樹脂組成物
26日前
三井化学株式会社
リサイクル管理方法、プログラム、リサイクル管理装置、及びデータ構造
17日前
三井化学株式会社
毛羽除去装置、繊維強化樹脂の製造装置、毛羽の除去方法および繊維強化樹脂の製造方法
2日前
三井化学株式会社
プレポリマー組成物、ポリウレタン樹脂、弾性成形品およびプレポリマー組成物の製造方法
9日前
三井化学株式会社
需要予測装置、学習装置、需要予測方法、学習方法、需要予測プログラム、及び学習プログラム
24日前
三井化学株式会社
重要度判定装置、学習装置、重要度判定方法、学習方法、重要度判定プログラム、及び学習プログラム
17日前
三井化学株式会社
メチレンビスナフタレン化合物、メチレンビスナフタレン樹脂組成物、硬化物、成形体および光学材料
9日前
三井化学株式会社
撥水剤組成物、撥水剤組成物の製造方法、および、繊維製品
24日前
三井化学株式会社
培養容器、培養容器の製造方法、及びスフェロイドの培養方法
24日前
三井化学株式会社
金属/樹脂複合構造体、金属/樹脂複合構造体の製造方法およびエンジンマウント部材
9日前
三井化学株式会社
遷移金属化合物、当該遷移金属化合物を含むオレフィン重合用触媒、および当該オレフィン重合用触媒を用いてなるオレフィン重合体の製造方法
16日前
三井化学株式会社
アルミニウム系金属樹脂複合構造体、アルミニウム系金属部材、アルミニウム系金属部材の製造方法およびアルミニウム系金属樹脂複合構造体の製造方法
3日前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
シート成形口金
8か月前
東レ株式会社
金型の製造方法
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ