TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024092076
公報種別
公開特許公報(A)
公開日
2024-07-08
出願番号
2022207746
出願日
2022-12-26
発明の名称
ギヤポンプ及び樹脂成形装置
出願人
協和ファインテック株式会社
代理人
個人
,
個人
,
個人
主分類
F04C
2/18 20060101AFI20240701BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】
流体の移送方向を切り替えることができるギヤポンプを提供する。
【解決手段】
流体導入流路α
0
及び流体送出流路α
3
並びに駆動歯車収容室α
1
及び従動歯車収容室α
2
を有するケーシング13と、駆動歯車収容室α
1
に収容された駆動歯車11と、駆動歯車11に噛み合う状態で従動歯車収容室α
2
に収容された従動歯車12とを備え、流体導入流路α
0
を通じてケーシング13内に導入された流体Mを、駆動歯車11及び従動歯車12における非噛み合い側の歯溝で移送し、流体送出流路α
3
を通じてケーシング13外へと送出するギヤポンプ10において、流体送出流路α
3
を、流体導入流路α
0
に対して傾斜して設けた。
【選択図】 図8
特許請求の範囲
【請求項1】
流体導入流路及び流体送出流路、並びに、駆動歯車収容室及び従動歯車収容室を有するケーシングと、
駆動歯車収容室に収容された駆動歯車と、
駆動歯車に噛み合う状態で、従動歯車収容室に収容された従動歯車と、
を備え、
流体導入流路を通じてケーシング内に導入された流体を、駆動歯車及び従動歯車における非噛み合い側の歯溝で移送し、流体送出流路を通じてケーシング外へと送出するギヤポンプであって、
流体送出流路が、流体導入流路に対して傾斜して設けられたことを特徴とするギヤポンプ。
続きを表示(約 600 文字)
【請求項2】
流体導入流路に対する流体送出流路の傾斜角度が、10~120°とされた請求項1記載のギヤポンプ。
【請求項3】
駆動歯車収容室の非噛み合い側の内周長L
1
に対する従動歯車収容室の非噛み合い側の内周長L
2
の比L
2
/L
1
が0.7~1.3とされた請求項2記載のギヤポンプ。
【請求項4】
駆動歯車の側面と駆動歯車収容室の内壁面とのサイドクリアランス、及び、従動歯車の側面と従動歯車収容室の内壁面とのサイドクリアランスが、いずれも50μm以下とされた請求項3記載のギヤポンプ。
【請求項5】
駆動歯車の歯先と駆動歯車収容室の内周面とのトップクリアランス、及び、従動歯車の歯先と従動歯車収容室の内周面とのトップクリアランスが、いずれも100μm以下とされた請求項4記載のギヤポンプ。
【請求項6】
請求項1~5いずれか記載のギヤポンプにおける流体導入流路に、溶融樹脂を供給する溶融樹脂供給手段を接続し、
同ギヤポンプにおける流体送出流路に、ギヤポンプから送出されてきた前記溶融樹脂を吐出する吐出ノズルを接続した樹脂成形装置。
【請求項7】
吐出ノズルが、ギヤポンプの流体送出流路に直付けされた請求項6記載の樹脂成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車を利用して流体を移送するギヤポンプと、これを用いた樹脂成形装置とに関する。
続きを表示(約 3,700 文字)
【背景技術】
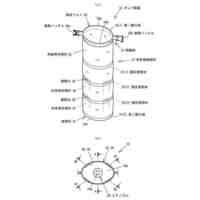
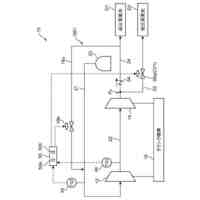
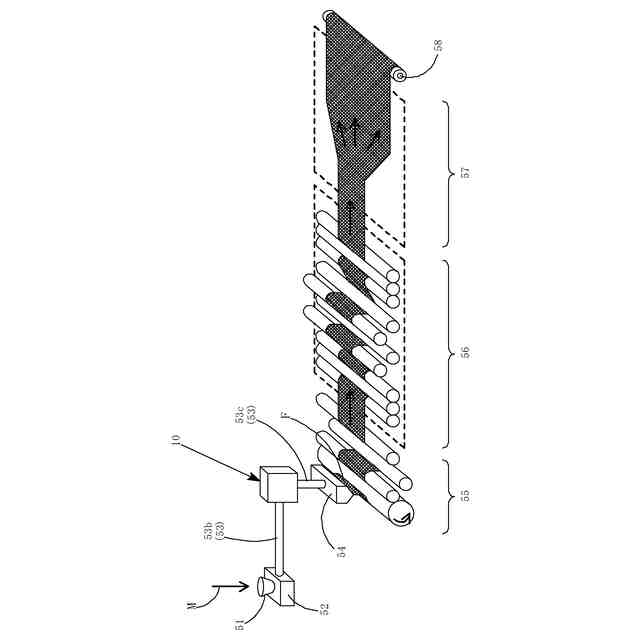
【0002】
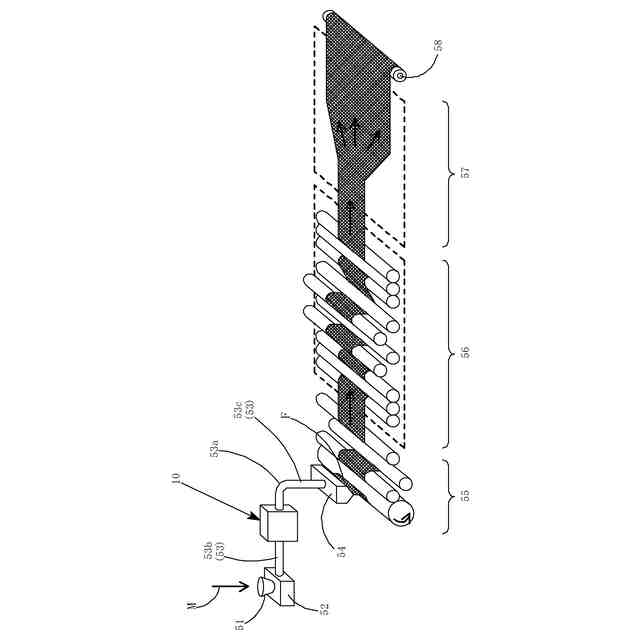
樹脂フィルムは、一般的に、図1に示すフィルム製造装置で製造される。このフィルム製造装置は、ホッパー51に投入された原料Mを、押出機52で配管53に押し出し、配管53で移送されてきた原料Mをダイ54でフィルムFに成形しながら吐出した後、そのフィルムFを、冷却装置55にて冷却し、縦延伸装置56及び横延伸装置57で所定の方向に延伸させ、巻取機58で巻き取るものとなっている。特許文献1にも、この種のフィルム製造装置(セパレータフィルム製造装置)が開示されている。原料Mは、ポリプロピレン等の熱可塑性樹脂を加熱して溶融させた状態(流体の状態)でホッパー51に供給される。配管53には、ギヤポンプ10が設けられる場合もある(特許文献1の段落0016を参照。)。
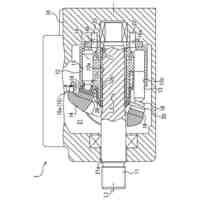
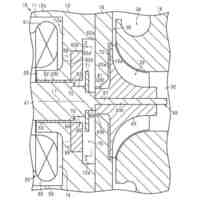
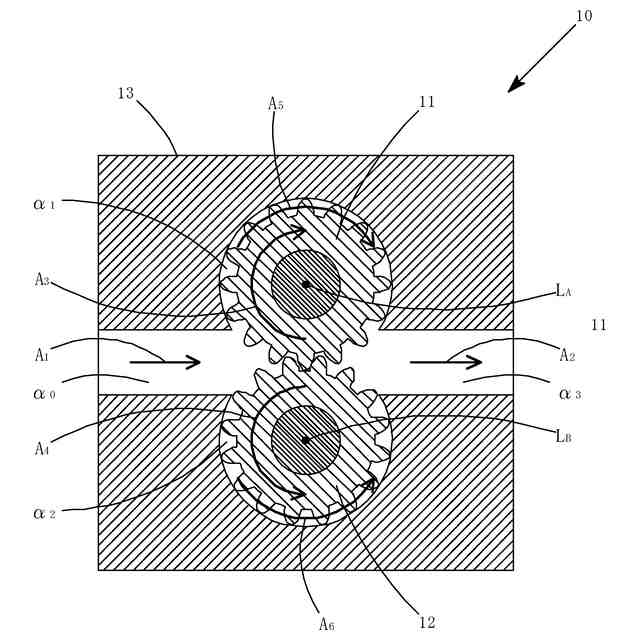
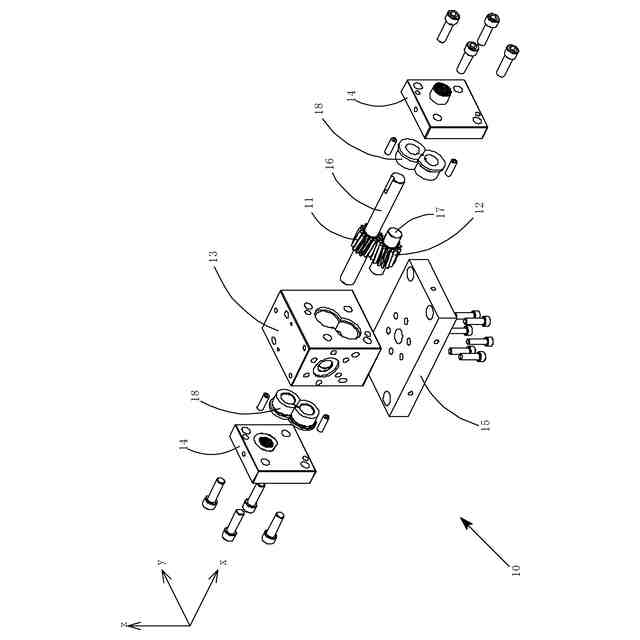
【0003】
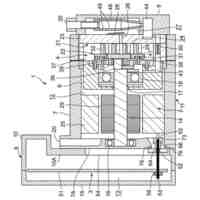
ギヤポンプ10は、上記の原料M(溶融した状態の熱可塑性樹脂)等、流体を移送するために用いられる。ギヤポンプ10は、図2に示すように、駆動歯車11と、従動歯車12と、ケーシング13とを備えている。図2は、一般的なギヤポンプ10を、駆動歯車11及び従動歯車12の回転中心線L
A
,L
B
に垂直な平面で切断した状態を示した断面図である。ケーシング13内には、流体導入流路α
0
と、駆動歯車収容室α
1
と、従動歯車収容室α
2
と、流体送出流路α
3
とが設けられている。駆動歯車収容室α
1
には駆動歯車11が収容され、従動歯車収容室α
2
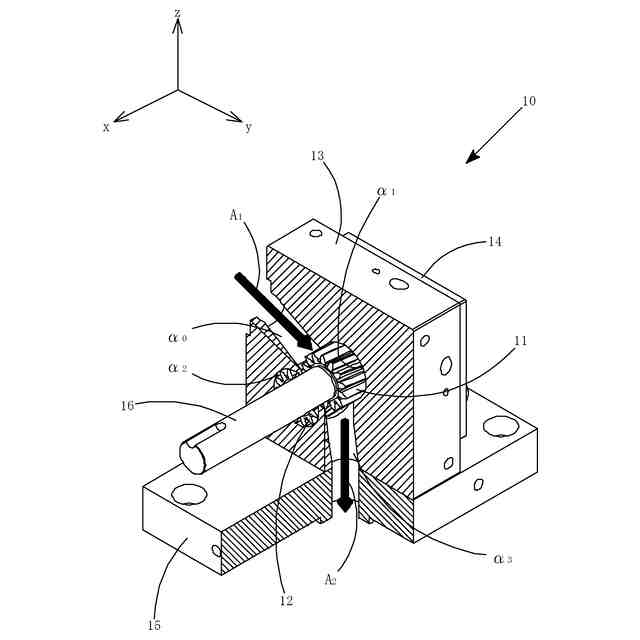
には従動歯車12が収容されている。流体導入流路α
0
には、移送対象の原料M(流体)がケーシング13の外部から導入され(同図における矢印A
1
)、流体送出流路α
3
からは、移送対象の流体がケーシング13の外部へと送出される(同図における矢印A
2
)。
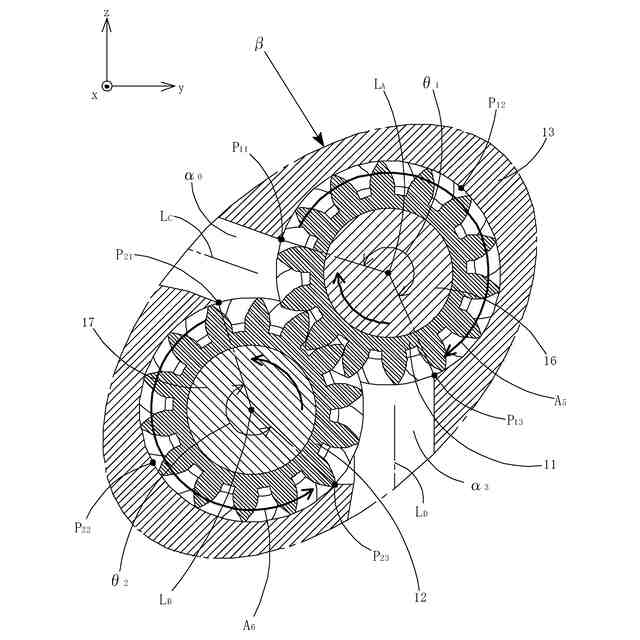
【0004】
駆動歯車11は、電気モータ等(図示省略)によって矢印A
3
の向きに回転駆動される。従動歯車12は、駆動歯車11と噛み合った状態となっているため、駆動歯車11が矢印A
3
の向きに回転すると、従動歯車12が矢印A
4
の向きに従動回転する。これにより、流体導入流路α
0
を流れてきた流体が、駆動歯車11の歯溝(隣り合う歯の間。以下同じ。)及び従動歯車12の歯溝に保持されて、駆動歯車収容室α
1
の内周面と駆動歯車11の外周面との間を通って流体送出流路α
3
に移送される(図2における矢印A
5
)とともに、従動歯車収容室α
2
の内周面と従動歯車12の外周面との間を通って流体送出流路α
3
に移送される(同図における矢印A
6
)。このギヤポンプ10によって、移送対象の流体の圧力変動を抑えながら、その流体を略一定の流速で移送することができる。特許文献2にも、このような構造を有するギヤポンプが開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2020-095946号公報
特開2022-120957号公報
【発明の概要】
【発明が解決しようとする課題】
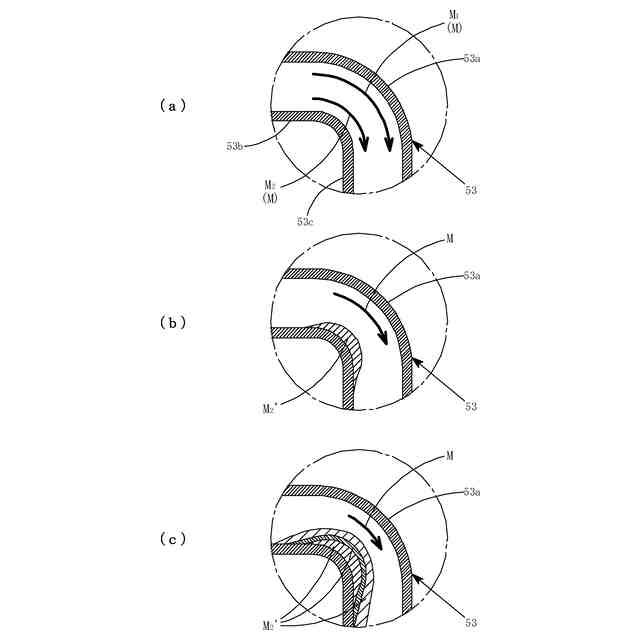
【0006】
ところで、図1のフィルム製造装置では、押出機52による原料Mの押出方向が水平方向とされ、ダイ54による原料Mの吐出方向が下向きとされることが多い。このため、押出機52とダイ54とを結ぶ配管53には、通常、コーナー部53aが設けられる。しかし、コーナー部53aを設けると、図3(a)に示すように、コーナー部53aの外周側を流れる原料M
1
の流速が速くなる一方、コーナー部53aの内周側を流れる原料M
2
の流速が遅くなる。原料Mは、流速が遅いと粘度が高くなるため、コーナー部53aの内周側を流れる原料M
2
(流速が遅い原料M
2
)は、図3(b)に示すように、コーナー部53aで固化しやすくなる(同図における原料固化部M
2
’)。この原料固化部M
2
’が形成されると、コーナー部53aの有効断面積(原料Mの流れに寄与する部分の断面積)が縮小して、コーナー部53aにおける原料Mの流通抵抗が大きくなるため、原料Mの流速がさらに低下して原料Mの粘度がさらに高くなる。したがって、図3(c)に示すように、コーナー部53aに原料固化部M
2
’が層状に形成され、ダイ54の吐出流量が著しく低下するおそれがある。この不具合が生じないようにするためには、配管53をストレートに形成し、コーナー部53aを形成しないことが好ましい。しかし、フィルム製造装置のレイアウトの都合上、配管53をストレートに形成できないことも多い。
【0007】
本発明は、上記課題を解決するために為されたものであり、フィルム製造装置等の樹脂成形装置において、流体(溶融した状態の熱可塑性樹脂)を流す配管にコーナー部を設けなくても、流体が流れる向きを変えることができるようにするものである。また、流体を移送するだけでなく、流体の移送方向を切り替えることができるギヤポンプを提供することも本発明の目的である。
【課題を解決するための手段】
【0008】
上記課題は、
流体導入流路及び流体送出流路、並びに、駆動歯車収容室及び従動歯車収容室を有するケーシングと、
駆動歯車収容室に収容された駆動歯車と、
駆動歯車に噛み合う状態で、従動歯車収容室に収容された従動歯車と、
を備え、
流体導入流路を通じてケーシング内に導入された流体を、駆動歯車及び従動歯車における非噛み合い側の歯溝で移送し、流体送出流路を通じてケーシング外へと送出するギヤポンプであって、
流体送出流路が、流体導入流路に対して傾斜して設けられたことを特徴とするギヤポンプ
を提供することによって解決される。
【0009】
従来のギヤポンプでは、図2に示すように、流体導入流路α
0
と流体送出流路α
3
とがストレートに配されており、流体導入流路α
0
における流体の移送方向A
1
と流体送出流路α
3
における流体の移送方向A
2
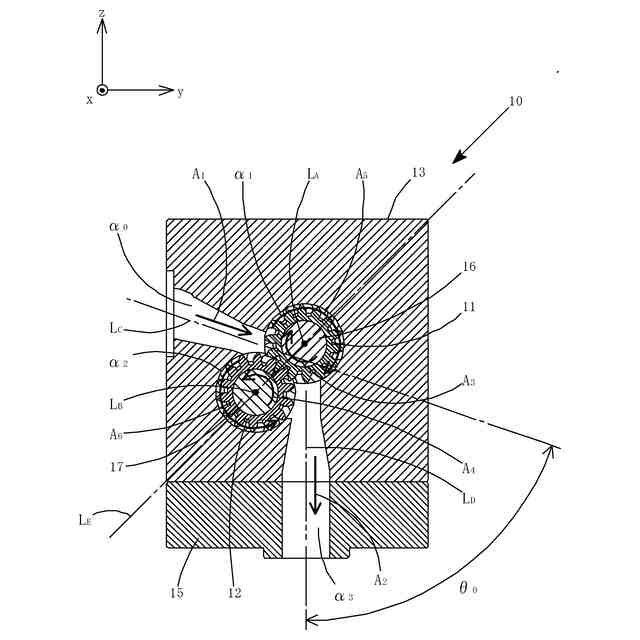
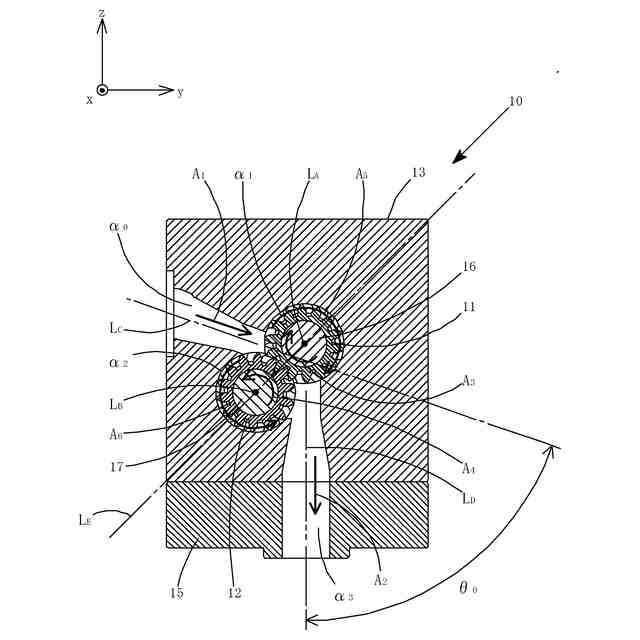
とが一致していた。このため、従来のギヤポンプでは、流体の移送方向を切り替えることができなかった。これに対し、本発明のギヤポンプでは、後掲する図8に示すように、流体導入流路α
0
と流体送出流路α
3
とが互いに傾斜して配されており、流体導入流路α
0
における流体の移送方向A
1
と流体送出流路α
3
における流体の移送方向A
2
とが非平行となっている。このため、本発明のギヤポンプでは、流体の移送方向を切り替えることが可能となっている。流体を移送する配管に本発明のギヤポンプを接続すると、配管にコーナー部を設けなくても流体の移送方向を切り替えることができる。
【0010】
本発明のギヤポンプにおいて、流体導入流路に対する流体送出流路の傾斜角度(後掲する図8における傾斜角度θ
0
)は、0°よりも大きければ、特に限定されない。しかし、傾斜角度θ
0
が小さすぎると、本発明の構成を採用する意義が低下する。このため、傾斜角度θ
0
は、10°以上とすることが好ましい。傾斜角度θ
0
は、30°以上とすることがより好ましく、50°以上とすることがさらに好ましい。ただし、傾斜角度θ
0
を大きくしすぎると、ケーシング内に流体導入流路及び流体送出流路をレイアウトするために、流体導入流路や流体送出流路を曲げる必要が生じる。配管にコーナー部を設けなくても流体の移送方向を切り替えることができるのが、本発明のギヤポンプの利点であるのに、ギヤポンプ内の流体導入流路や流体送出流路を曲げるのでは、本末転倒である(流体導入流路や流体送出流路は、曲がりのない直線状であることが好ましい。)。このため、傾斜角度θ
0
は、120°以下とすることが好ましい。傾斜角度θ
0
は、100°以下とすることがより好ましく、90°以下とすることがさらに好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二工機
ポンプ
1か月前
株式会社不二工機
ポンプ
2か月前
サンデン株式会社
電動圧縮機
3か月前
ミネベアミツミ株式会社
送風機
2か月前
川崎重工業株式会社
液圧ポンプ
1か月前
株式会社イーズ
ファンの取付構造
2か月前
川崎重工業株式会社
液圧回転機械
1か月前
株式会社酉島製作所
ポンプ
1か月前
株式会社アイシン
バキュームポンプ
1か月前
株式会社不二越
ベーンポンプ
2か月前
已久工業股ふん有限公司
空気圧縮機
2か月前
株式会社ゴールドウイン
ポンプ装置
16日前
ミネベアミツミ株式会社
ブロワ装置
1か月前
株式会社島津製作所
真空ポンプ
1か月前
株式会社島津製作所
真空ポンプ
1か月前
株式会社豊田自動織機
流体機械
1か月前
株式会社豊田自動織機
遠心圧縮機
11日前
株式会社豊田自動織機
遠心圧縮機
2か月前
株式会社豊田自動織機
遠心圧縮機
16日前
株式会社豊田自動織機
遠心圧縮機
1か月前
株式会社リコー
ポンプ及び粉体充填装置
2か月前
株式会社豊田自動織機
遠心圧縮機
1か月前
株式会社豊田自動織機
遠心圧縮機
1か月前
株式会社神戸製鋼所
圧縮機ユニット
17日前
株式会社ACB
送風装置
25日前
三相電機株式会社
井戸ポンプ
2か月前
サンデン株式会社
スクロール式電動圧縮機
3か月前
株式会社不二越
可変容量型ピストンポンプ
1か月前
株式会社川本製作所
ポンプ
1か月前
旭サナック株式会社
ポンプ装置
2か月前
NTN株式会社
電動流体ポンプ
3か月前
エドワーズ株式会社
真空ポンプ
6日前
株式会社日立産機システム
圧縮機
16日前
株式会社酉島製作所
ポンプの原動機架台
2か月前
株式会社不二越
可変容量型ベーンポンプ
2か月前
株式会社丸山製作所
往復動ポンプ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ