TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024064490
公報種別
公開特許公報(A)
公開日
2024-05-14
出願番号
2022173110
出願日
2022-10-28
発明の名称
電極の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人深見特許事務所
主分類
H01M
4/04 20060101AFI20240507BHJP(基本的電気素子)
要約
【課題】表裏で電極塗膜の面積が異なる電極の製造プロセスにおいて、表面割れを低減する。
【解決手段】(a)電極が準備される。電極は、第1電極塗膜と集電体と第2電極塗膜とを含む。第2電極塗膜は、第1電極塗膜と異なる面積を有する。(b)電極の水分量が制御される。(b1)電極の水分量が測定される。(b2)水分量が500ppm未満である時、電極に水を付着させる。(c)電極がロール搬送される。
【選択図】図2
特許請求の範囲
【請求項1】
(a)電極を準備すること、
(b)前記電極の水分量を制御すること、および
(c)前記電極をロール搬送すること、
をこの順に含み、
前記(b)は、
(b1)前記電極の水分量を測定すること、および
(b2)前記水分量が500ppm未満である時、前記電極に水を付着させること、
を含み、
前記電極は、第1電極塗膜と集電体と第2電極塗膜とを含み、
前記集電体は、第1主面と第2主面とを有し、
前記第2主面は、前記第1主面の反対面であり、
前記第1電極塗膜は、前記第1主面に形成されており、
前記第2電極塗膜は、前記第2主面に形成されており、かつ
前記第2電極塗膜は、前記第1電極塗膜と異なる面積を有する、
電極の製造方法。
続きを表示(約 480 文字)
【請求項2】
前記(b2)は、前記水分量が500ppm未満である時、前記電極に水を噴霧することを含み、
前記(c)は、前記電極をロールプレスすることを含む、
請求項1に記載の電極の製造方法。
【請求項3】
前記第1電極塗膜および前記第2電極塗膜の少なくとも一方は、水溶性バインダを含む、
請求項1に記載の電極の製造方法。
【請求項4】
前記第2電極塗膜は、前記第1電極塗膜と異なる極性を有する、
請求項1から請求項3のいずれか1項に記載の電極の製造方法。
【請求項5】
前記第1電極塗膜は、正極塗膜であり、
前記第2電極塗膜は、負極塗膜であり、
前記負極塗膜は、前記正極塗膜に比して大きい面積を有し、
前記負極塗膜は、水溶性バインダを含み、
前記(b2)は、前記水分量が500ppm未満である時、前記負極塗膜に水を噴霧することを含み、かつ
前記(c)は、前記電極をロールプレスすることを含む、
請求項1に記載の電極の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電極の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特開2021-082504号公報(特許文献1)は、バイポーラ電極の製造方法を開示する。
【先行技術文献】
【特許文献】
【0003】
特開2021-082504号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、電極はシート部材である。シート部材の加工には、ロールtoロールプロセスが好適である。ロールtoロールプロセスにおいては、シート部材を抱いたロールが回転することにより、シート部材が搬送される。かかる搬送方式は「ロール搬送」とも称され得る。
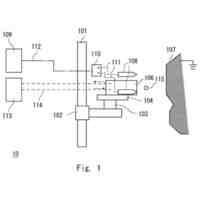
【0005】
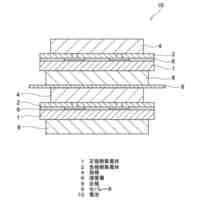
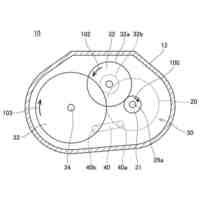
図1は、電極のロール搬送を示す概念図である。電極10は、ロール20の表面に抱かれている。電極10は、第1電極塗膜11と、集電体13と、第2電極塗膜12とを含む。第1電極塗膜11と第2電極塗膜12とは、表裏の関係にある。第2電極塗膜12は、第1電極塗膜11に比して大きい面積を有する。ロール搬送時、第2電極塗膜12のうち、第1電極塗膜11の端部に対応する部分では、曲率が局所的に低下し得る。当該部分で応力集中が発生することにより、第2電極塗膜12に表面割れが発生する可能性がある。
【0006】
本開示の目的は、表裏で電極塗膜の面積が異なる電極の製造プロセスにおいて、表面割れを低減することである。
【課題を解決するための手段】
【0007】
1.電極の製造方法は、下記(a)~(c)をこの順に含む。
(a)電極を準備する。
(b)電極の水分量を制御する。
(c)電極をロール搬送する。
上記(b)は、下記(b1)および(b2)を含む。
(b1)電極の水分量を測定する。
(b2)水分量が500ppm未満である時、電極に水を付着させる。
電極は、第1電極塗膜と集電体と第2電極塗膜とを含む。集電体は、第1主面と第2主面とを有する。第2主面は、第1主面の反対面である。第1電極塗膜は、第1主面に形成されている。第2電極塗膜は、第2主面に形成されている。第2電極塗膜は、第1電極塗膜と異なる面積を有する。
【0008】
「水分量」は、電極に対する水の質量分率を示す。電極の水分量が500ppm未満である時、電極の可撓性が低い傾向がある。可撓性が低い電極は、ロール搬送時、表面割れを生じやすい傾向がある。そこで、電極の水分量が500ppm未満である時、電極に水を付着させる。水の付着により、電極の可撓性が改善し得る。水の付着により、例えば、電極塗膜中のバインダが軟化するためと考えられる。電極の可撓性が改善することにより、ロール搬送時、表面割れが低減し得る。
【0009】
2.上記「1」に記載の電極の製造方法において、上記(b2)は、水分量が500ppm未満である時、電極に水を噴霧することを含んでいてもよい。上記(c)は、電極をロールプレスすることを含んでいてもよい。
【0010】
水の噴霧によれば、水分量の調整が容易である。「ロール搬送」は、ロール搬送を伴う加工を含む。ロール搬送は、ロールプレス(圧延)を含んでいてもよい。ロールプレスにおいては、電極塗膜に圧下力が加わる。ロールプレスにおいては、曲率の減少と、圧下力とが相まって、表面割れが発生しやすい傾向がある。ロールプレス前に、電極の可撓性が改善されることにより、表面割れが低減し得る。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
モータ
1日前
トヨタ自動車株式会社
気化器
3日前
トヨタ自動車株式会社
二次電池
3日前
トヨタ自動車株式会社
測定治具
5日前
トヨタ自動車株式会社
電気機器
1日前
トヨタ自動車株式会社
報知装置
3日前
トヨタ自動車株式会社
塗布装置
8日前
トヨタ自動車株式会社
駆動装置
5日前
トヨタ自動車株式会社
学習装置
9日前
トヨタ自動車株式会社
高圧タンク
5日前
トヨタ自動車株式会社
積層造形方法
5日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
運転支援装置
2日前
トヨタ自動車株式会社
車両側部構造
1日前
トヨタ自動車株式会社
熱流測定装置
2日前
トヨタ自動車株式会社
車両監視装置
1日前
トヨタ自動車株式会社
車両前部構造
3日前
トヨタ自動車株式会社
情報処理装置
8日前
トヨタ自動車株式会社
運転支援装置
3日前
トヨタ自動車株式会社
オイルシール
9日前
トヨタ自動車株式会社
車両制御装置
9日前
トヨタ自動車株式会社
動力伝達装置
9日前
トヨタ自動車株式会社
情報表示装置
9日前
トヨタ自動車株式会社
車載システム
3日前
トヨタ自動車株式会社
車速制御方法
9日前
トヨタ自動車株式会社
車両制御装置
10日前
トヨタ自動車株式会社
車両側部構造
1日前
トヨタ自動車株式会社
蓄電モジュール
3日前
トヨタ自動車株式会社
電池モジュール
3日前
トヨタ自動車株式会社
車両の制御装置
3日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ