TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024061456
公報種別
公開特許公報(A)
公開日
2024-05-07
出願番号
2022169423
出願日
2022-10-21
発明の名称
温度調整ユニットの製造方法及び温度調整ユニット
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
F28F
3/12 20060101AFI20240425BHJP(熱交換一般)
要約
【課題】確実に流体の漏れを防ぐことができ、短時間での施工が可能であり、さらに昇温炉のような大型で高価な設備が不要であり、かつ高い剥離強度、疲労強度が得られる流路を備える温度調整ユニットの製造方法及び温度調整ユニットを提供する。
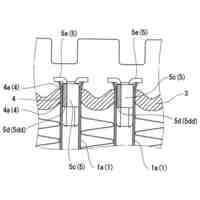
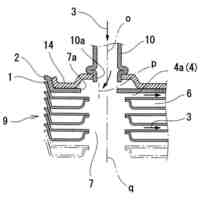
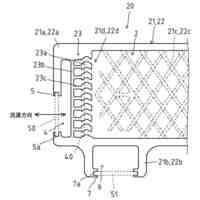
【解決手段】温度調整ユニットの製造方法は、第1の金属板材11と第2の金属板材12のうち少なくとも一方に設けられた溝13の周囲を囲うように、接着剤14を被着させる接着剤被着工程と、接着剤14が第1の金属板材11と第2の金属板材12の間に介在するように、第1の金属板材11と第2の金属板材12とを重ね合わせる重ね合わせ工程と、重ね合わされた第1の金属板材11及び第2の金属板材12に対し、少なくとも接着剤14が被着されておらず、かつ、溝13が成形加工されていない部分を、溶接、摩擦撹拌接合及び機械的接合のうち少なくとも一つにより接合する接合工程と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
第1の金属板材と第2の金属板材のうち少なくとも一方に流体を通すための流路となる溝が成形加工され、前記第1の金属板材と前記第2の金属板材を接合してなる、温度調整ユニットの製造方法であって、
前記第1の金属板材と前記第2の金属板材のうち少なくとも一方に設けられた前記溝の周囲を囲うように、接着剤を被着させる接着剤被着工程と、
前記接着剤が前記第1の金属板材と前記第2の金属板材の間に介在するように、前記第1の金属板材と前記第2の金属板材とを重ね合わせる重ね合わせ工程と、
重ね合わされた前記第1の金属板材及び前記第2の金属板材に対し、少なくとも、前記接着剤が被着されておらず、かつ、前記溝が成形加工されていない部分を、溶接、摩擦撹拌接合及び機械的接合のうち少なくとも一つにより接合する接合工程と、
を有する、温度調整ユニットの製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記接合工程は、前記接着剤が固化する前に行われる、請求項1に記載の温度調整ユニットの製造方法。
【請求項3】
前記接合工程は、レーザ溶接、アーク溶接、抵抗スポット溶接、抵抗シーム溶接、摩擦撹拌接合及び機械的接合のうち少なくとも一つにより行われる、請求項1又は2に記載の温度調整ユニットの製造方法。
【請求項4】
前記接着剤は、前記第1の金属板材と前記第2の金属板材との間に所定の間隔を確保する固形物を含有する、請求項1又は2に記載の温度調整ユニットの製造方法。
【請求項5】
前記接合工程は、片側抵抗スポット溶接により行われる、請求項1又は2に記載の温度調整ユニットの製造方法。
【請求項6】
前記接合工程が、抵抗スポット溶接により行われる場合において、
前記第1の金属板材における前記第2の金属板材との重ね合わせ面及び前記第2の金属板材における前記第1の金属板材との重ね合わせ面のうち少なくとも一方に対し、プレス加工又はポンチ打撃加工により前記重ね合わせ面に向かう方向に突出する凸部が形成され、
前記凸部を狙い位置として前記抵抗スポット溶接を行う、請求項1又は2に記載の温度調整ユニットの製造方法。
【請求項7】
前記接着剤被着工程の前において、
前記第1の金属板材と前記第2の金属板材との前記重ね合わせ面に、火炎照射処理、プライマー処理及びプラズマ照射処理のいずれかの表面改質処理を施す表面改質処理工程をさらに備える、請求項1又は2に記載の温度調整ユニットの製造方法。
【請求項8】
前記接合工程の後において、
前記流路の一部に、外部から前記流体を供給又は排出するためのアタッチメントを取り付ける取付け工程をさらに備える、請求項1又は2に記載の温度調整ユニットの製造方法。
【請求項9】
第1の金属板材と第2の金属板材のうち少なくとも一方に流体を通すための流路となる溝が成形加工され、前記第1の金属板材と前記第2の金属板材を接合してなる、温度調整ユニットの製造方法であって、
前記第1の金属板材と前記第2の金属板材のうち少なくとも一方に設けられた前記溝の周囲を囲うように、接着剤を被着させる接着剤被着工程と、
前記接着剤が前記第1の金属板材と前記第2の金属板材の間に介在するように、前記第1の金属板材と前記第2の金属板材とを重ね合わせる重ね合わせ工程と、
重ね合わされた前記第1の金属板材及び前記第2の金属板材に対し、前記接着剤が固化する前に、少なくとも、前記接着剤が被着された部分を一部含み、かつ、前記溝が成形加工されていない部分を、溶接、摩擦撹拌接合及び機械的接合のうち少なくとも一つにより接合する接合工程と、
を有する、温度調整ユニットの製造方法。
【請求項10】
前記接合工程は、抵抗スポット溶接、抵抗シーム溶接、摩擦撹拌接合及び機械的接合のうち少なくとも一つにより行われる、請求項9に記載の温度調整ユニットの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、温度調整ユニットの製造方法及び温度調整ユニットに関し、特に、流体を媒体として熱交換するための温度調整ユニットの製造方法及び温度調整ユニットに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
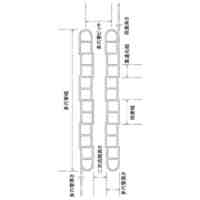
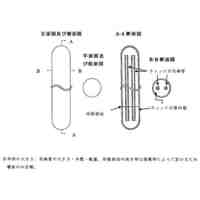
従来の代表的な温度調整ユニット100としては、温度調整ユニット100の単位体積当たりの接触面積を増やすべく、図12に示すように、金属パイプ101を往復経路状に加工して流路115を形成し、効率よく熱交換するようにしたシンプルな構造体(パイプ屈曲型温度調整ユニット)が知られている。また、図13に示すように、往復経路状に形成された金属パイプ101間にフィン状の金属板102を溶接して、熱交換効率の向上と、温度調整ユニット100の剛性向上を図った構造体(フィン付きパイプ屈曲型温度調整ユニット)も知られている。
【0003】
このような温度調整ユニットの製造手段としては、金属パイプを往復経路状に曲げ加工する手段や、直線状パイプの両端にU字形部品を接合する手段がある。金属パイプの曲げ加工だけであれば、流体が漏れるおそれがほとんどなく、また、U字形部品を接合する方式であっても、アーク溶接又はろう付け等の公知の溶接手段により高い接合品質を得ることができるため、品質的に高い信頼性が得られる。しかし、これらの方式では、薄く、長大で、複雑な流路を形成するのが難しく、製造コストが増大するという短所がある。これらの問題から、金属パイプではなく金属板に凸状の突起をプレス加工により形成し、平板又は同じく凸状の突起を有するプレス板と貼り合わせることで流路を形成する構造が提案されている(例えば、特許文献1又は2参照)。
【0004】
特許文献1又は2で開示される貼り合わせ構造の温度調整ユニットは、大面積の流路を短時間で安価に作ることができ、また流路の断面形状も真円である必要がなく、扁平形状とすることで薄厚化が容易である。一方、貼り合わせ構造の温度調整ユニットにおける最大の課題は、貼り合わせのための接合品質の確保にある。
【先行技術文献】
【特許文献】
【0005】
特開2015-64132号公報
特開2014-52147号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1又は2では、ろう付け、溶接、接着など、あらゆる接合方法が適用可能と記載されている。しかしながら、接合品質確保のための要件が具体的に記載されていない。すなわち、これらの接合方法を単独で温度調整ユニットに適用した場合には、以下に示す品質上の課題がある。
【0007】
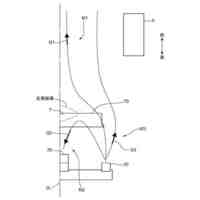
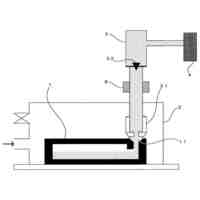
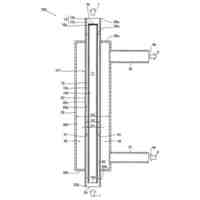
(a)ろう付け法
最も一般的な、炉内ろう付け法は、図14(a)及び(b)に示すように、プレス加工により凸状の突起111を形成した金属板110に、突起111の周囲、あるいは重ね合わせ面となる平坦部全体に金属板110よりも融点の低いろう材112を塗布し(図14(b)参照)、更に、図15(a)及び(b)に示すように、平板113、又はプレス加工により突起111が形成された他の金属板110を重ねた状態で、昇温炉114に挿入し、所定温度まで昇温させて、ろう材112を溶融させて金属結合により接合するものである。
【0008】
ろう付け法は、接合工程での欠陥が生じ難く、特にプレス成形された金属板110に穴があく危険性がないため、流体漏れの心配が極めて小さいのが最大の長所であり、実用化もされている。一方、昇温炉114に入れて、昇温、維持及び降温させる手間と時間の負担が非常に大きいのが短所である。また、昇温炉114には、バッチ式とベルトコンベアを用いた連続式があるが、どちらにしても設備負担が大きいという課題がある。
【0009】
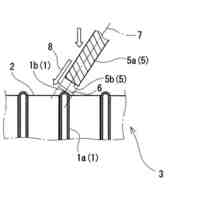
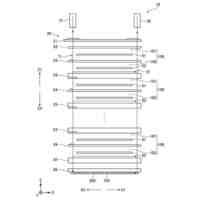
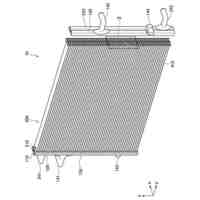
(b)溶接法
溶接法は、図16(a)及び(b)並びに図17(a)及び(b)に示すように、貼り合わせる2枚の金属板110、113を重ねた後、流路115となる凸状の突起111の周囲を、レーザ溶接120、MIG(Metal Inert Gas)溶接又はMAG(Metal ActiveGas)溶接121、TIG(Tungsten Inert Gas)溶接122、プラズマアーク溶接123等で線状に形成した溶融金属部125によって接合して、流体の漏れをシールする方法である。なお、溶接に際し、溶接材料(フィラーワイヤ)を加えることもある。また、摩擦撹拌接合法(FSW)124を用いて、融点以下の温度で接合する方法もある。
【0010】
溶接法は、昇温炉が不要であり、直交座標型又は多関節型の溶接ロボットを用いて施工でき、省スペースで工程的にシンプルである。しかし、流体リーク箇所となりうる溶接欠陥発生のリスクをゼロにすることは難しく、流路としての品質に懸念がある。特に、溶接ビードの始端や終端部分には溶込みが得られ難く、リーク欠陥が発生し易い。さらに、長い距離に対してレーザ溶接やプラズマアーク溶接のような高温熱源を使う場合は、熱変形が生じるおそれがある。また、FSWのような高圧を用いる場合は、塑性変形により温度調整ユニットとしての平面性が得られ難い問題もある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
アーク蒸発源
3日前
株式会社神戸製鋼所
ステントシステム
4日前
株式会社神戸製鋼所
荷役方法及び港湾施設
5日前
株式会社神戸製鋼所
車両用バッテリーケース
4日前
株式会社神戸製鋼所
車両用バッテリーケース
4日前
株式会社神戸製鋼所
車両用バッテリーケース
4日前
株式会社神戸製鋼所
造形物の製造方法および造形物
3日前
株式会社神戸製鋼所
ガスシールドアーク溶接用ワイヤ
3日前
株式会社神戸製鋼所
ソリッドワイヤ及びガスシールドアーク溶接方法
4日前
株式会社神戸製鋼所
温度調整ユニットの製造方法及び温度調整ユニット
13日前
株式会社神戸製鋼所
電動機駆動制御装置および該方法ならびに電動機駆動制御システム
4日前
株式会社神戸製鋼所
積層造形装置の制御情報修正方法、制御情報修正装置及びプログラム
3日前
株式会社神戸製鋼所
制御情報生成装置、制御情報生成方法、プログラム、並びに溶接装置及び溶接方法
3日前
株式会社神戸製鋼所
鉄鉱石ペレットの高温性状判定方法、鉄鉱石ペレットの製造方法及び鉄鉱石ペレット
6日前
株式会社神戸製鋼所
造形支援情報生成方法及び造形支援情報生成装置、造形支援方法及び造形支援装置、並びにプログラム
7日前
個人
熱交換器
6か月前
株式会社ティラド
熱交換器
8か月前
株式会社ティラド
積層型熱交換器
7か月前
株式会社ティラド
熱交換ユニット
8か月前
個人
冷媒液注入及び封止方法
1か月前
個人
放熱ニット網
2か月前
マルヤス工業株式会社
熱交換器
3か月前
株式会社ティラド
熱交換器の補強構造
7か月前
株式会社ティラド
熱交換器のヘッダタンク
1か月前
株式会社ティラド
熱交換器の誤組防止構造
4か月前
株式会社ティラド
プレート積層型熱交換器
3か月前
住友精密工業株式会社
熱交換器
1か月前
個人
ウィック付毛細管挿入縦型ヒートパイプ
9か月前
住友精密工業株式会社
熱交換器
7か月前
株式会社デンソー
熱交換器
7か月前
株式会社デンソー
熱交換器
4か月前
株式会社バルテック
プレート式熱交換器
6か月前
株式会社デンソー
熱交換器
7か月前
株式会社デンソー
熱交換器
6か月前
株式会社バルテック
プレート式熱交換器
6か月前
富士電機株式会社
冷却装置および蒸発器
5か月前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ