TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025152797
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024054884
出願日
2024-03-28
発明の名称
腐食センサ及び腐食測定方法
出願人
日本製鉄株式会社
代理人
アクシス国際弁理士法人
主分類
G01N
17/04 20060101AFI20251002BHJP(測定;試験)
要約
【課題】塗装傷部からの腐食がどのように進展するかより細かく得ることができ、塗装傷部からの腐食の進展評価を改善できる腐食センサを提供する。
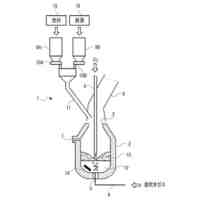
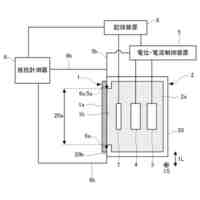
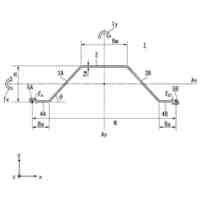
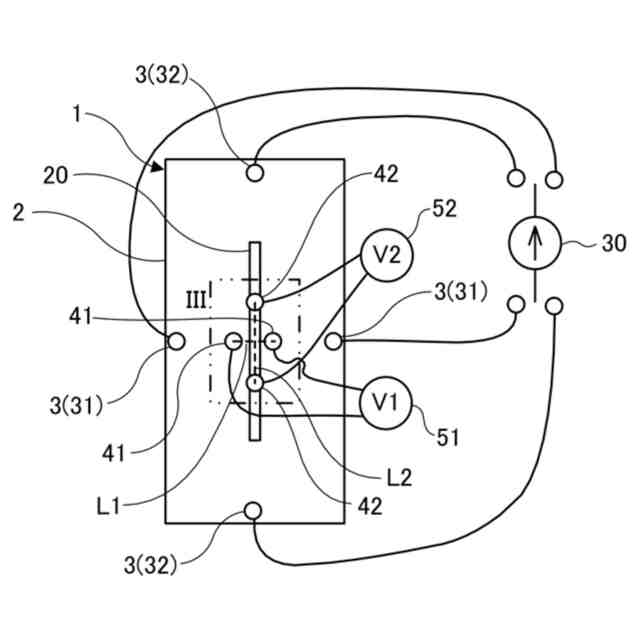
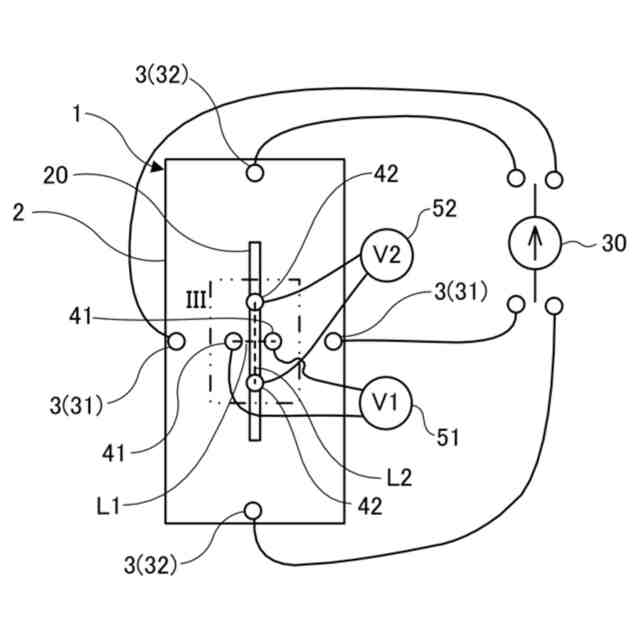
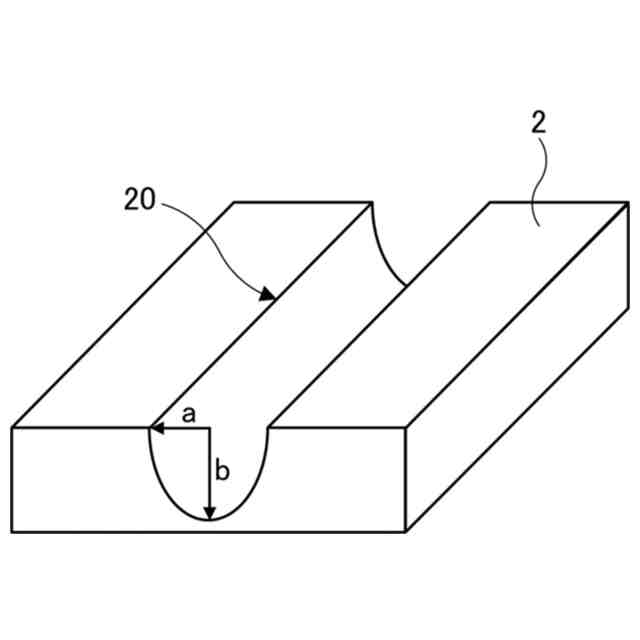
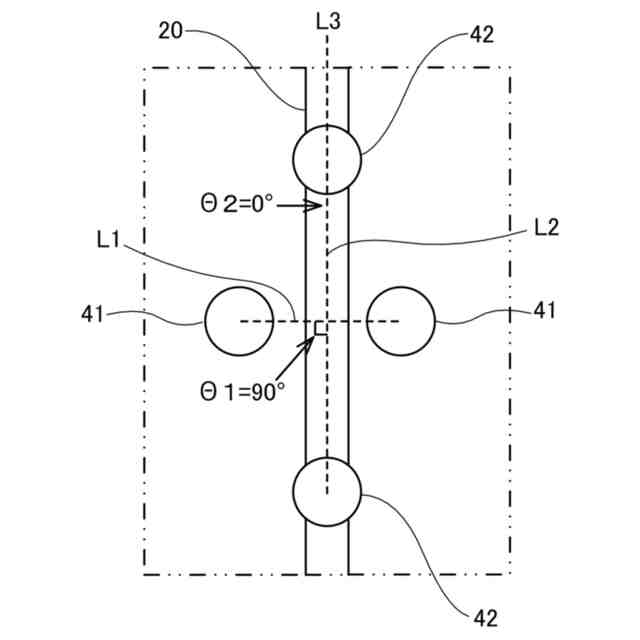
【解決手段】本発明による腐食センサ1は、塗装傷部20を有するセンサ本体2と、センサ本体2に電流を印加する複数の電流印加用端子3と、電流印加用端子3から電流が印加された際に電圧を測定するための第1の一対の電圧測定用端子41及び第2の一対の電圧測定用端子42であって、第1の一対の電圧測定用端子41を結ぶ第1線分L1と塗装傷部20との交差態様が第2の一対の電圧測定用端子42を結ぶ第2線分L2と塗装傷部20との交差態様と異なり、第1線分L1と第2線分L2とが互いに非平行となるように配置されている、第1の一対の電圧測定用端子41及び第2の一対の電圧測定用端子42とを備え、塗装傷部20からの腐食の幅及び深さを得るように構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
線状の塗装傷部を有する塗装金属板からなるセンサ本体と、
前記センサ本体に設けられ、前記センサ本体に電流を印加する複数の電流印加用端子と、
前記センサ本体に設けられ、前記電流印加用端子から電流が印加された際に電圧を測定するための第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子であって、前記第1の一対の電圧測定用端子を結ぶ第1線分と前記塗装傷部との交差態様が前記第2の一対の電圧測定用端子を結ぶ第2線分と前記塗装傷部との交差態様と異なり、前記第1線分と前記第2線分とが互いに非平行となるように配置されている、第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子と
を備え、
前記電流印加用端子から印加された電流の値、前記第1の一対の電圧測定用端子で測定された第1電圧、及び前記第2の一対の電圧測定用端子で測定された第2電圧から、前記塗装傷部からの腐食の幅及び深さを得るように構成されている、
腐食センサ。
続きを表示(約 890 文字)
【請求項2】
前記第1の一対の電圧測定用端子及び前記第2の一対の電圧測定用端子は、
前記第1線分と前記塗装傷部とが交わる第1角度が前記第2線分と前記塗装傷部とが交わる第2角度と異なるように配置されているか、又は
前記第1線分及び前記第2線分の一方が前記塗装傷部と交わるとともに他方が前記塗装傷部と非交差となるように配置されている、
請求項1に記載の腐食センサ。
【請求項3】
前記第1角度が前記第2角度と異なるとき、前記第1角度及び前記第2角度のどちらかが90°であり、
前記第1線分及び前記第2線分の一方が前記塗装傷部と交わるとともに他方が前記塗装傷部と非交差なとき、前記一方が前記塗装傷部と交わる角度が90°である、
請求項2に記載の腐食センサ。
【請求項4】
前記第1角度が前記第2角度と異なるとき、前記第1角度及び前記第2角度のどちらかが0°であり、
前記第1線分及び前記第2線分の一方が前記塗装傷部と交わるとともに他方が前記塗装傷部と非交差なとき、前記他方が前記塗装傷部と平行である、
請求項2又は3に記載の腐食センサ。
【請求項5】
線状の塗装傷部を有する塗装金属板からなるセンサ本体に電流を印加した際に、前記センサ本体に設けられた第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子によって電圧を測定することであって、前記第1の一対の電圧測定用端子を結ぶ第1線分と前記塗装傷部との交差態様が前記第2の一対の電圧測定用端子を結ぶ第2線分と前記塗装傷部との交差態様と異なり、前記第1線分と前記第2線分とが互いに非平行となるように、前記第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子が配置されている、測定すること、及び
前記電流の値、前記第1の一対の電圧測定用端子で測定された第1電圧、及び前記第2の一対の電圧測定用端子で測定された第2電圧から、前記塗装傷部からの腐食の幅及び深さを得ること
を含む、
腐食測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属材料の腐食を測定する腐食センサ及び腐食測定方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
例えば鋼材等の金属材料の寿命推定や耐食鋼材の研究開発におけるニーズを背景として、鋼材の腐食モニタリング技術の開発が進められている。例えば下記の特許文献1,2等に示されているように、腐食モニタリング方法の一つとして、板厚減少に伴う電気抵抗の増加に基づいて腐食量を測定する方法が知られている。
【0003】
このような電気抵抗の変化を利用した腐食モニタリング方法は、その原理から、金属材料が均一に腐食する場合の評価に用いられている。一方、例えば塗装鋼材等の塗装金属板では塗装欠陥部からの局部腐食が課題であり、塗装欠陥部の腐食進展を抑制する金属材料の開発が行われている。そのような金属材料の評価方法として、塗装鋼材の一部に切欠きを入れ、実環境下での暴露試験又は腐食試験機内での腐食試験を所定期間実施し、その後、対象とする構造物や試験体の塗装欠陥から生じた腐食部の塗膜を剥ぎ、腐食生成物を除去した後、剥離面積率や腐食深さを調査することが行われている。
【0004】
しかし、剥離面積は表面部を2次元的に捉えた評価であり、腐食深さの計測も一部の深さに限定される。レーザによる形状計測を行った場合でも初期状態が明確でないことや、基準面の設定が難しいことにより簡便には評価できない。また、評価の際に塗膜を剥ぐため試験を継続することができず、同じ試験片では時間的な変化を評価することができない。
【0005】
下記の特許文献3では、「計測金属と、前記計測金属と同じ金属からなる参照金属と、前記計測金属及び前記参照金属を覆う絶縁性の塗膜と、を備え、前記塗膜は、前記計測金属と重なる部分の一部に切欠きを有し、前記計測金属及び前記参照金属は、前記塗膜の切欠きの位置を除いて測定環境から遮蔽されており、前記計測金属及び前記参照金属の各々の電気抵抗を計測できるように構成されている、腐食センサ」が提案されている。
【先行技術文献】
【特許文献】
【0006】
特開2016-197102号公報
特開2017-3376号公報
特開2022-151951号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記の特許文献3の腐食センサでは、局部腐食による腐食量を簡便に評価することができるが、塗装傷部からの腐食がどのように進展するか細かく把握することができず、塗装傷部からの腐食の進展評価に改善の余地がある。より具体的には、上記の特許文献3の腐食センサでは、塗装傷部からの腐食の幅及び深さが得ることができない。
【0008】
本発明は、上記のような課題を解決するためになされたものであり、その目的の一つは、塗装傷部からの腐食がどのように進展するかより細かく得ることができ、塗装傷部からの腐食の進展評価を改善できる腐食センサ及び腐食測定方法を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る腐食センサは、一実施形態において、線状の塗装傷部を有する塗装金属板からなるセンサ本体と、センサ本体に設けられ、センサ本体に電流を印加する複数の電流印加用端子と、センサ本体に設けられ、電流印加用端子から電流が印加された際に電圧を測定するための第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子であって、第1の一対の電圧測定用端子を結ぶ第1線分と塗装傷部との交差態様が第2の一対の電圧測定用端子を結ぶ第2線分と塗装傷部との交差態様と異なり、第1線分と第2線分とが互いに非平行となるように配置されている、第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子とを備え、電流印加用端子から印加された電流の値、第1の一対の電圧測定用端子で測定された第1電圧、及び第2の一対の電圧測定用端子で測定された第2電圧から、塗装傷部からの腐食の幅及び深さを得るように構成されている。
【0010】
本発明に係る腐食測定方法は、一実施形態において、線状の塗装傷部を有する塗装金属板からなるセンサ本体に電流を印加した際に、センサ本体に設けられた第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子によって電圧を測定することであって、第1の一対の電圧測定用端子を結ぶ第1線分と塗装傷部との交差態様が第2の一対の電圧測定用端子を結ぶ第2線分と塗装傷部との交差態様と異なり、第1線分と第2線分とが互いに非平行となるように、第1の一対の電圧測定用端子及び第2の一対の電圧測定用端子が配置されている、測定すること、及び電流の値、第1の一対の電圧測定用端子で測定された第1電圧、及び第2の一対の電圧測定用端子で測定された第2電圧から、塗装傷部からの腐食の幅及び深さを得ることを含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
23日前
日本製鉄株式会社
溶接継手
21日前
日本製鉄株式会社
溶鉄の製造方法
8日前
日本製鉄株式会社
溶鉄の製造方法
8日前
日本製鉄株式会社
原油油槽用鋼材
23日前
日本製鉄株式会社
鉄鉱石の選別方法
20日前
日本製鉄株式会社
鉄道車両用の車軸
21日前
日本製鉄株式会社
鉄道車両用の台車枠
22日前
日本製鉄株式会社
車両用フロントピラー
今日
日本製鉄株式会社
腐食モニタリング装置
13日前
日本製鉄株式会社
車両用センターピラー
今日
日本製鉄株式会社
分析装置および分析方法
7日前
日本製鉄株式会社
コークスの粉化量予測方法
8日前
日本製鉄株式会社
分離システム及び分離方法
13日前
日本製鉄株式会社
分離システム及び分離方法
13日前
日本製鉄株式会社
鋼の連続鋳造鋳片の製造方法
13日前
日本製鉄株式会社
鋼の連続鋳造鋳片の冷却方法
13日前
日本製鉄株式会社
電気炉による溶鋼の製造方法
13日前
日本製鉄株式会社
オーステナイト系ステンレス鋼材
2日前
日本製鉄株式会社
試験体分析装置及び試験体分析方法
16日前
日本製鉄株式会社
試験体分析装置及び試験体分析方法
16日前
日本製鉄株式会社
浸炭鋼部品の製造方法及び浸炭鋼部品
8日前
日本製鉄株式会社
溶接鋼管、及び、溶接鋼管の製造方法
1日前
日本製鉄株式会社
演算装置、演算方法および演算プログラム
20日前
日本製鉄株式会社
堤防補強構造および堤防補強構造の施工方法
20日前
日本製鉄株式会社
プレコート金属板、部材及び表面処理金属板
13日前
日本製鉄株式会社
精錬用上吹きランス及び溶融金属の精錬方法
10日前
日本製鉄株式会社
セメント硬化体補強用鋼繊維及びセメント組成物
15日前
日本製鉄株式会社
成形品の製造方法、成形装置、およびプレスライン
13日前
日本製鉄株式会社
金属材料の腐食量及び侵入水素量の測定装置及び方法
16日前
日本製鉄株式会社
鋼の連続鋳造用モールドフラックス及び連続鋳造方法
23日前
日本製鉄株式会社
係数決定装置、係数決定方法、及び、係数決定プログラム
13日前
日本製鉄株式会社
データ処理システム、データ処理方法、およびプログラム
23日前
日本製鉄株式会社
鉄含有物質とともに水域環境保全材料を構成する有機物の評価方法
14日前
日本製鉄株式会社
断面性能の算定装置、断面性能の算定方法、及び断面性能の算定プログラム
20日前
日本製鉄株式会社
ハット形鋼矢板および鋼矢板壁の製造方法
15日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ