TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025137109
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024036117
出願日
2024-03-08
発明の名称
シリンダ、シリンダ内壁面の凹部加工方法
出願人
日本ピストンリング株式会社
代理人
個人
,
個人
主分類
F02F
1/00 20060101AFI20250911BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】摩擦抵抗を低減し、燃費を向上させ、または、オイル消費量を削減させる。
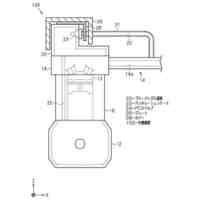
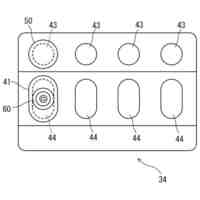
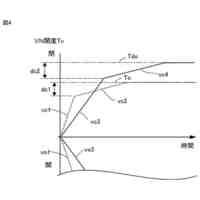
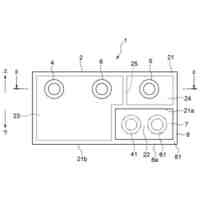
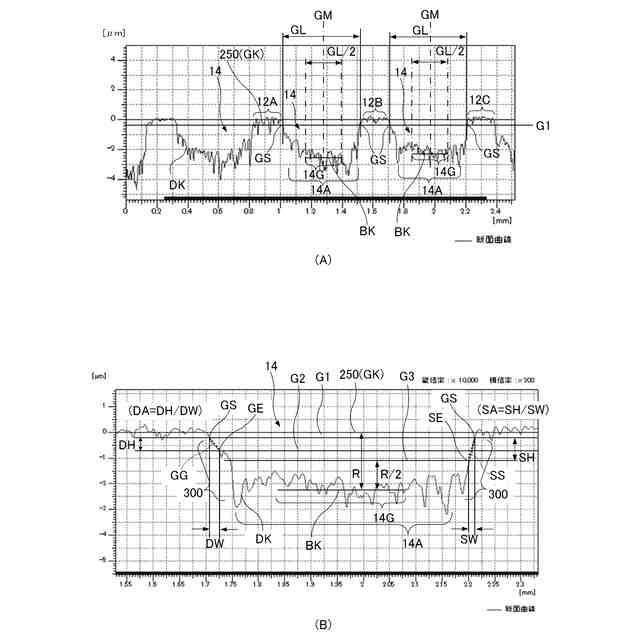
【解決手段】ピストンリングを備えるピストンが内壁面を摺動するシリンダであって、内壁面の行程中央部領域に、レーザー加工による複数の凹部14が形成されており、この凹部14の底面14Aの表面粗さが、第1状態:前記底面をポリシング加工した後のコア部レベル差Rkが1.6μm未満、第2状態:前記底面をポリシング加工した後の突出谷部深さRvkが1.3μm未満、第3状態:前記底面を化成処理及びポリシング加工した後のコア部レベル差Rkが1.1μm未満、第4状態:前記底面を化成処理及びポリシング加工した後の突出谷部深さRvkが0.9μm未満、の少なくともいずれかを満たすようにした。
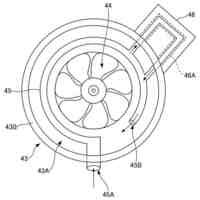
【選択図】図4
特許請求の範囲
【請求項1】
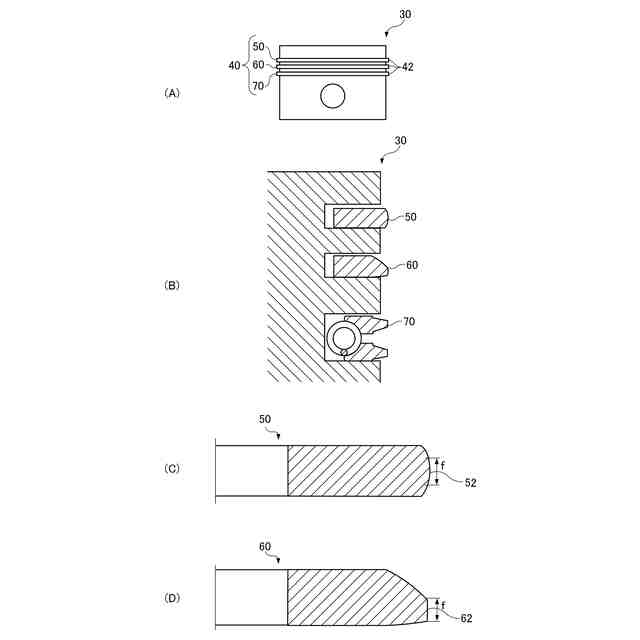
ピストンリングを備えるピストンが内壁面を摺動するシリンダであって、
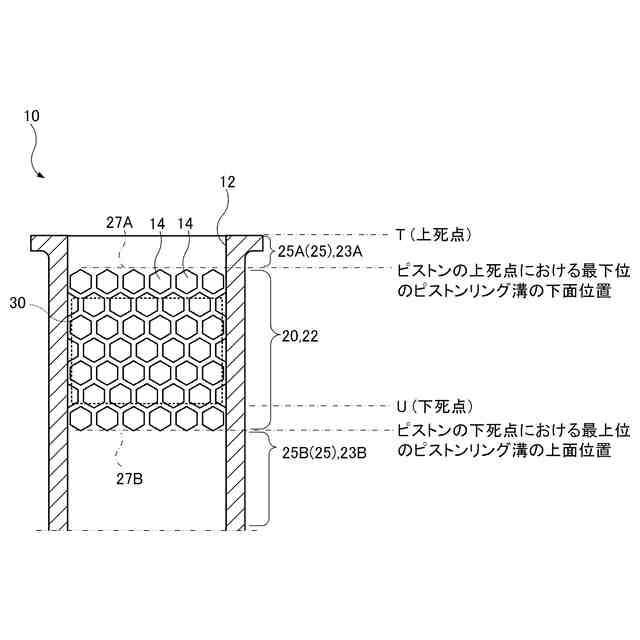
前記内壁面のうち、前記ピストンの上死点における最下位のピストンリングのリング溝の下面位置から、前記ピストンの下死点における最上位のピストンリングのリング溝の上面位置までの間の全部又は一部となる行程中央部領域に、レーザー加工による複数の凹部が形成されており、
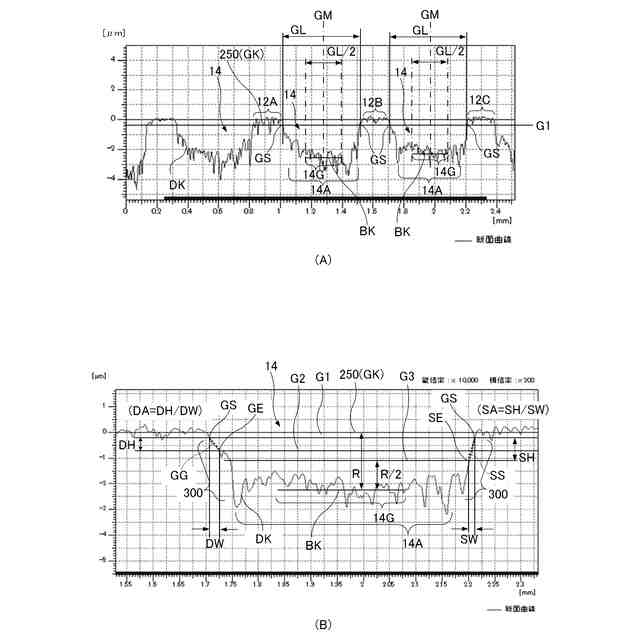
前記凹部の底面の表面粗さが、以下の第1状態から第4状態の少なくともいずれかを満たすことを特徴とするシリンダ。
第1状態:前記底面をポリシング加工した後のコア部レベル差Rkが1.6μm未満
第2状態:前記底面をポリシング加工した後の突出谷部深さRvkが1.3μm未満
第3状態:前記底面を化成処理及びポリシング加工した後のコア部レベル差Rkが1.1μm未満
第4状態:前記底面を化成処理及びポリシング加工した後の突出谷部深さRvkが0.9μm未満
続きを表示(約 1,400 文字)
【請求項2】
前記凹部の底面の表面粗さが、以下の第5状態または第6状態のいずれかを満たすことを特徴とする請求項1に記載のシリンダ。
第5状態:前記底面をポリシング加工した後のコア部レベル差Rk及び突出谷部深さRvkの合計値が2.9μm未満
第6状態:前記底面を化成処理及びポリシング加工した後のコア部レベル差Rk及び突出谷部深さRvkの合計値が2.0μm未満
【請求項3】
前記凹部の深さは、0.1μm~1000μmであることを特徴とする、
請求項1または2に記載のシリンダ。
【請求項4】
前記凹部は、パルス幅が100ピコ秒以下となるレーザーによって加工されることを特徴とする、
請求項1または2に記載のシリンダ。
【請求項5】
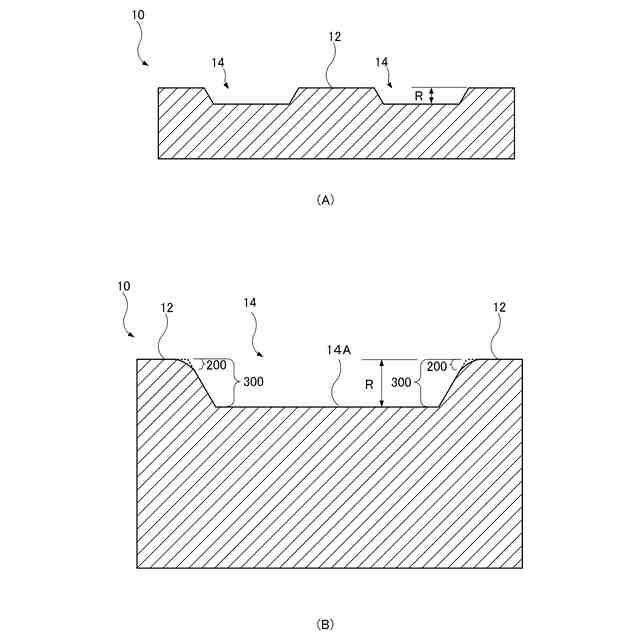
前記凹部の周囲は、該凹部の外側から内側に向かって、前記レーザー加工におけるレーザースポットの重畳照射回数の増加に基づくテーパ面となることを特徴とする、
請求項1または2に記載のシリンダ。
【請求項6】
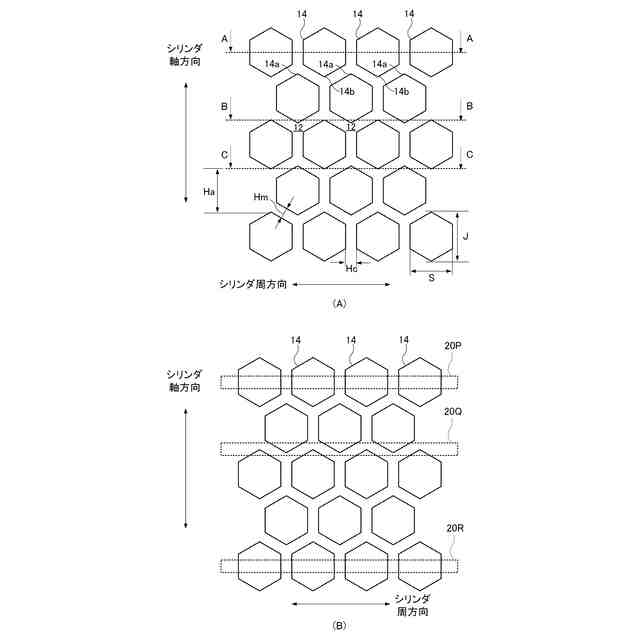
前記凹部の前記シリンダの軸方向の最大寸法をWJと定義する際に、前記内壁面の周方向に隣り合う一対の前記凹部の前記軸方向の中央位置の前記軸方向のずれ量Zが、0<Z<WJに設定されることを特徴とする、
請求項1または2に記載のシリンダ。
【請求項7】
ピストンリングを備えるピストンが内壁面を摺動する円筒状のシリンダの前記内壁面に、レーザースポットを照射して、該レーザースポットのスポット径よりも大きいサイズの凹部を形成する凹部加工方法であって、
前記凹部を形成する予定の凹部対象領域に対して、線状の第一移動経路に沿ってパルス幅が100ピコ秒未満となるレーザーのレーザースポットを照射して第一帯状領域を凹加工する第一照射工程と、
前記第一照射工程の後、前記凹部対象領域に対して、前記第一帯状領域の少なくとも一部と重畳する前記レーザースポットを、前記第一移動経路と平行且つ前記第一移動経路の中心線からオフセットされた中心線を有する線状の第二移動経路に沿って照射して、前記第一帯状領域と重畳する第二帯状領域を凹加工する第二照射工程と、
を備えることを特徴とするシリンダ内壁面の凹部加工方法。
【請求項8】
前記内壁面の周方向に沿って互いに間隔を空けて、複数の前記凹部対象領域が存在しており、
周方向の前記第一移動経路に沿って前記レーザースポットを照射して、複数の前記凹部対象領域の各々に対して前記第一照射工程を行う第一照射群工程と、
前記第一照射群工程の後、周方向の前記第二移動経路に沿って前記レーザースポットを照射して、複数の前記凹部対象領域の各々に対して前記第二照射工程を行う第二照射群工程と、
を備えることを特徴とする請求項7に記載のシリンダ内壁面の凹部加工方法。
【請求項9】
前記第一照射群工程における前記レーザースポットの走査経路が、螺旋経路に沿うことを特徴とする、
請求項8に記載のシリンダ内壁面の凹部加工方法。
【請求項10】
前記内壁面に形成される複数の前記凹部の配置が、前記螺旋経路に沿うことを特徴とする、
請求項9に記載のシリンダ内壁面の凹部加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、内壁面に凹部が形成されるシリンダ等に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、シリンダとピストンを有する内燃機関では、燃費向上やオイル消費量削減の為、シリンダとピストンの摺動抵抗(摩擦力)を小さくする努力がなされている。本出願人は、ピストンリングとシリンダの摩擦力を低減する手法として、いわゆるディンプルライナを開発しており(例えば、特許文献1参照)、シリンダの内壁面の行程中央部領域に複数の凹部を形成すること等によって、運転時の摺動抵抗を小さくしている。この凹部は、一般的に、いわゆるブラスト加工によって形成される。
【先行技術文献】
【特許文献】
【0003】
特許5155924号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ブラスト加工によって凹部を形成する場合、グリッドのばらつきや、グリッド吐出ノズルの摩耗等の各種要因によって、凹部形状や、凹部底面の粗さ等を安定させることが困難である。具体的には、規定外の大きさのグリッドが混在することによって、凹部の側面や底面に局所的な凹凸が形成されやすい。底面に局所的な凸が形成されると、その突端がピストンと接触してピストンを損傷させてしまう。また、この局所的な凹凸は、凹部の内外を出入りする潤滑油の流れを阻害することが想定される。
【0005】
本発明は、斯かる実情に鑑み、高精度な凹部を有するシリンダ等を提供しようとするものである。
【課題を解決するための手段】
【0006】
上記目的を達成する本発明は、ピストンリングを備えるピストンが内壁面を摺動するシリンダであって、前記内壁面のうち、前記ピストンの上死点における最下位のピストンリングのリング溝の下面位置から、前記ピストンの下死点における最上位のピストンリングのリング溝の上面位置までの間の全部又は一部となる行程中央部領域に、レーザー加工による複数の凹部が形成されており、前記凹部の底面の表面粗さが、以下の第1状態から第4状態の少なくともいずれかを満たすことを特徴とするシリンダ。
第1状態:前記底面をポリシング加工した後のコア部レベル差Rkが1.6μm未満
第2状態:前記底面をポリシング加工した後の突出谷部深さRvkが1.3μm未満
第3状態:前記底面を化成処理及びポリシング加工した後のコア部レベル差Rkが1.1μm未満
第4状態:前記底面を化成処理及びポリシング加工した後の突出谷部深さRvkが0.9μm未満
【0007】
上記シリンダに関連して、前記凹部の底面の表面粗さが、以下の第5状態または第6状態のいずれかを満たすことを特徴としてもよい。
第5状態:前記底面をポリシング加工した後のコア部レベル差Rk及び突出谷部深さRvkの合計値が2.9μm未満
第6状態:前記底面を化成処理及びポリシング加工した後のコア部レベル差Rk及び突出谷部深さRvkの合計値が2.0μm未満
【0008】
上記シリンダに関連して、前記凹部の深さは、0.1μm~1000μmであることを特徴としてもよい。
【0009】
上記シリンダに関連して、前記凹部は、パルス幅が100ピコ秒以下となるレーザーによって加工されることを特徴としてもよい。
【0010】
上記シリンダに関連して、前記凹部の周囲は、該凹部の外側から内側に向かって、前記レーザー加工におけるレーザースポットの重畳照射回数の増加に基づくテーパ面となることを特徴としてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイハツ工業株式会社
車両
12日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
車両
19日前
スズキ株式会社
車両の制御装置
5日前
ダイハツ工業株式会社
制御装置
11日前
ダイハツ工業株式会社
制御装置
11日前
ダイハツ工業株式会社
制御装置
11日前
株式会社クボタ
作業車
1か月前
スズキ株式会社
内燃機関の制御装置
14日前
トヨタ自動車株式会社
車両の制御装置
28日前
トヨタ自動車株式会社
車両の制御装置
3日前
トヨタ自動車株式会社
内燃機関
27日前
トヨタ自動車株式会社
スロットル装置
26日前
トヨタ自動車株式会社
内燃機関
3日前
個人
疑似可変サイクルジェットエンジン機構
24日前
株式会社SUBARU
エンジン制御装置
5日前
日産自動車株式会社
ターボ過給機
1か月前
ヤマハ発動機株式会社
船外機および船舶
28日前
株式会社SUBARU
エンジン制御装置
11日前
トヨタ自動車株式会社
内燃機関の制御装置
14日前
株式会社IHI原動機
脈動減衰装置
3日前
トヨタ自動車株式会社
エンジンの制御装置
24日前
トヨタ自動車株式会社
シリンダヘッドカバー
1か月前
トヨタ自動車株式会社
車両の制御装置
19日前
トヨタ自動車株式会社
エンジン制御装置
1か月前
株式会社豊田自動織機
車両
13日前
トヨタ自動車株式会社
内燃機関の制御装置
14日前
トヨタ自動車株式会社
内燃機関の制御装置
20日前
本田技研工業株式会社
内燃機関の制御装置
3日前
日産自動車株式会社
内燃機関
1か月前
三菱自動車工業株式会社
キャニスタ
1か月前
トヨタ自動車株式会社
エンジンシステムの診断装置
5日前
Astemo株式会社
内燃機関制御装置
20日前
株式会社HIT研究所
エンジンへのガス供給システム
1か月前
トヨタ自動車株式会社
内燃機関の燃圧制御装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ